TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147946
公報種別
公開特許公報(A)
公開日
2024-10-17
出願番号
2023060711
出願日
2023-04-04
発明の名称
製造プロセスデータ処理装置、製造プロセスデータ処理方法及びプログラム
出願人
横浜ゴム株式会社
代理人
弁理士法人はるか国際特許事務所
主分類
B29B
7/28 20060101AFI20241009BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ゴム材料の混練についてロット単位のデータ解析を行うことを容易にする。
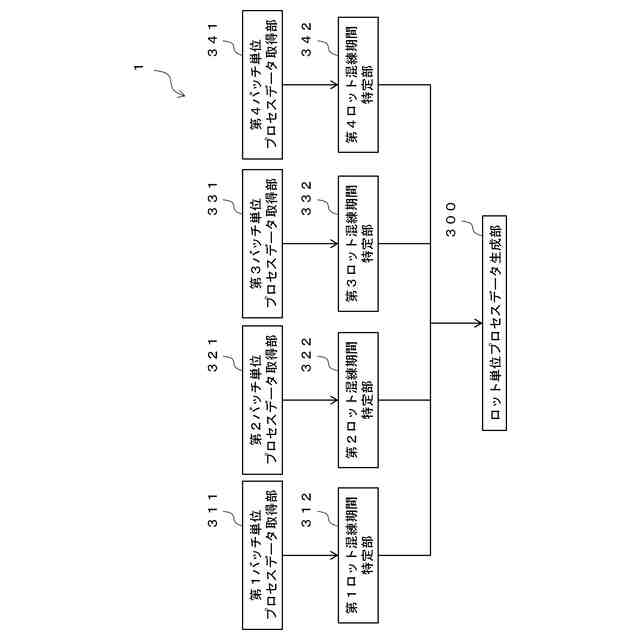
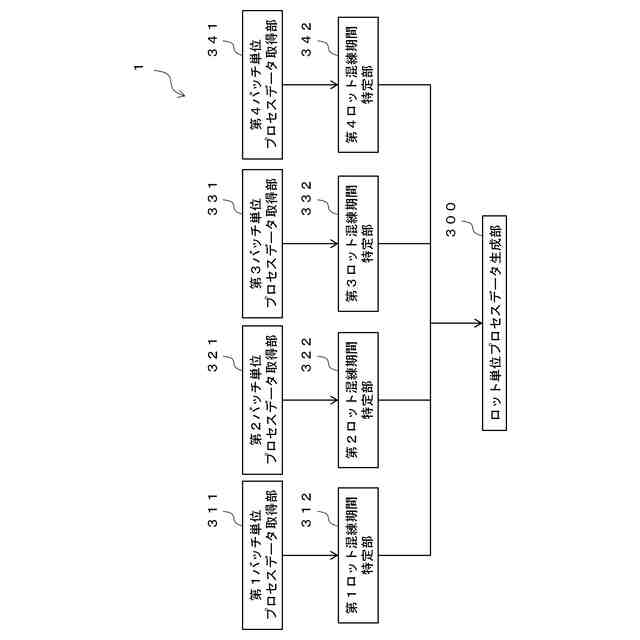
【課題手段】製造プロセスデータ処理装置1は、製造プロセスデータに基づき、各混練機における複数のバッチ単位プロセスデータを取得する第1バッチ単位プロセスデータ取得部311~第4プロセスデータ取得部341、複数のバッチ単位プロセスデータに基づいて、各混練機における各ロットの混練期間を特定する第1ロット混練期間特定部312~第4ロット混練期間特定部342、各混練機における各ロットの混練期間に基づいてロット単位のプロセスデータを生成するロット単位プロセスデータ生成部300と、を含む。
【選択図】図3
特許請求の範囲
【請求項1】
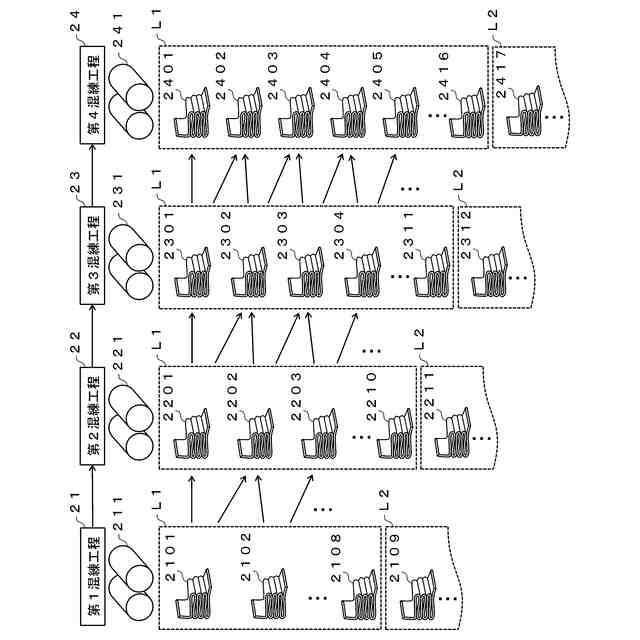
複数のロットのゴム材料が、それぞれ複数のバッチに分けて順に投入されて、該各バッチの前記ゴム材料を順に混練する第1混練機と、
前記第1混練機による混練後、前記各ロットの前記ゴム材料が、それぞれ複数のバッチに分けて投入されて、該各バッチの前記ゴム材料を順に混練する第2混練機と、
のそれぞれから取得する製造プロセスデータを処理する製造プロセスデータ処理装置であって、
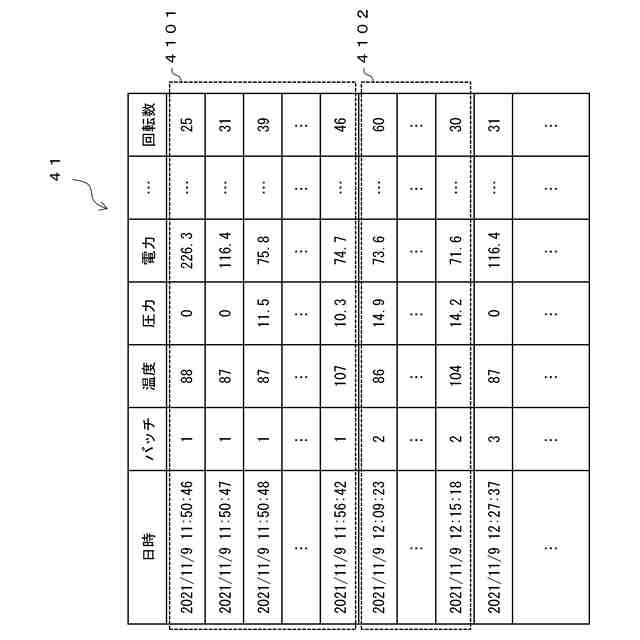
前記製造プロセスデータに基づき、前記第1混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第1混練機の動作状態をそれぞれ示す、複数の第1バッチ単位プロセスデータを取得する第1バッチ単位プロセスデータ取得手段と、
前記製造プロセスデータに基づき、前記第2混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第2混練機の動作状態をそれぞれ示す、複数の第2バッチ単位プロセスデータを取得する第2バッチ単位プロセスデータ取得手段と、
前記複数の第1バッチ単位プロセスデータに基づいて、前記第1混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第1混練機における前記各ロットの混練期間を特定する第1ロット混練期間特定手段と、
前記複数の第2バッチ単位プロセスデータに基づいて、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第2混練機における前記各ロットの混練期間を特定する第2ロット混練期間特定手段と、
前記第1混練機における前記各ロットの混練期間と前記第2混練機における前記各ロットの混練期間に基づいて、前記各ロットに対応する前記複数の第1バッチ単位プロセスデータの一部と前記複数の第2バッチ単位プロセスデータの一部を選択して、前記各ロットの前記ゴム材料を混練する間における、前記第1混練機及び前記第2混練機の両方の動作状態をそれぞれ示す、複数のロット単位プロセスデータを生成するロット単位プロセスデータ生成手段と、
を含む製造プロセスデータ処理装置。
続きを表示(約 3,000 文字)
【請求項2】
前記ロット単位プロセスデータ生成手段は、前記第1混練機における前記各ロットの最後の前記バッチの混練終了時刻と、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻と、に基づいて前記複数のロット単位プロセスデータを生成する、
請求項1に記載の製造プロセスデータ処理装置。
【請求項3】
前記ロット単位プロセスデータ生成手段は、前記第1混練機における前記各ロットの最後の前記バッチの混練終了時刻と、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻と、が最短となる前記ロットを組み合わせて、前記複数のロット単位プロセスデータを生成する、
請求項2に記載の製造プロセスデータ処理装置。
【請求項4】
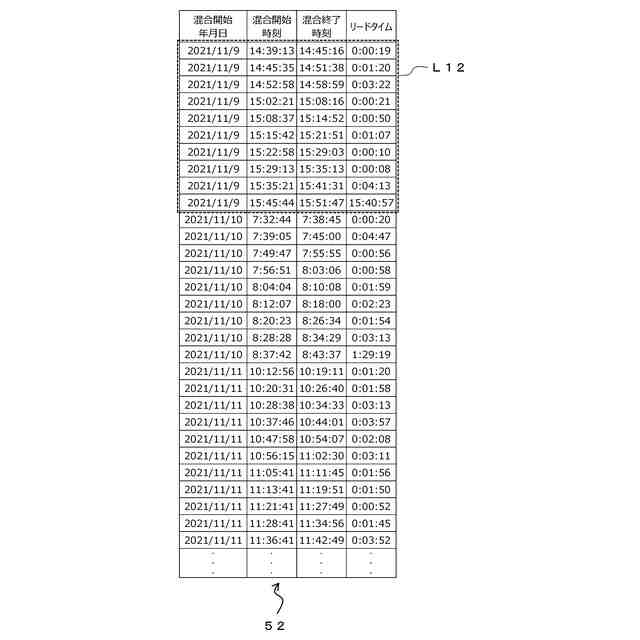
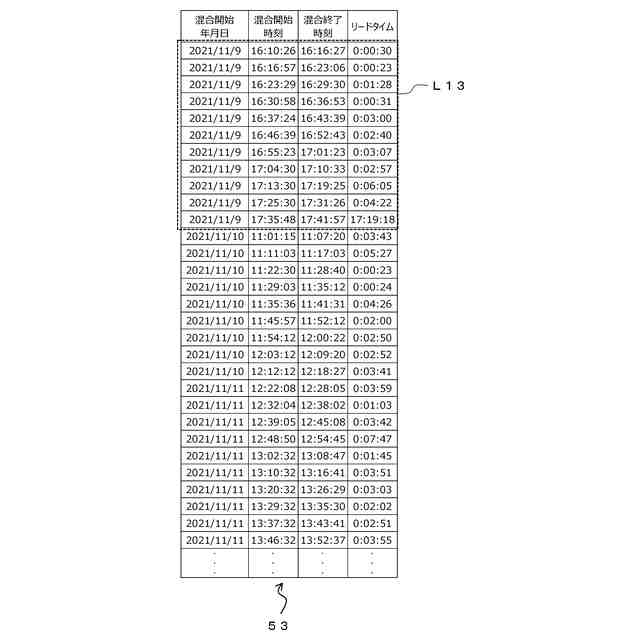
前記第1ロット混練期間特定手段は、前記第1混練機に投入される一の前記各バッチである先行バッチと後続する一の前記バッチである後続バッチの複数のペアについて、前記先行バッチの混練終了時刻と前記後続バッチの混練開始時刻と、の差であるリードタイムを算出し、複数の該リードタイムに基づいて、前記第1混練機における前記各ロットの混練期間を特定し、
前記第2ロット混練期間特定手段は、前記第2混練機に投入される一の前記各バッチである先行バッチと後続する一の前記バッチである後続バッチの複数のペアについて、前記先行バッチの混練終了時刻と前記後続バッチの混練開始時刻と、の差であるリードタイムを算出し、複数の該リードタイムに基づいて、前記第2混練機における前記各ロットの混練期間を特定する、
請求項1~3の何れかに記載の製造プロセスデータ処理装置。
【請求項5】
前記第1ロット混練期間特定手段は、前記第1混練機における前記各リードタイムに基づいて、前記第1混練機における前記各ロットの最後の前記バッチを特定し、
前記第2ロット混練期間特定手段は、前記第2混練機における前記各リードタイムに基づいて、前記第2混練機における前記各ロットの最後の前記バッチを特定する、
請求項4に記載の製造プロセスデータ処理装置。
【請求項6】
前記第1ロット混練期間特定手段は、前記第1混練機における前記各ロットに含まれる前記バッチの総数に更に基づいて、前記第1混練機における前記各ロットの最後の前記バッチを特定し、
前記第2ロット混練期間特定手段は、前記第1混練機における前記各ロットに含まれる前記バッチの総数に更に基づいて、前記第1混練機における前記各ロットの最後の前記バッチを特定する、
請求項5に記載の製造プロセスデータ処理装置。
【請求項7】
複数のロットのゴム材料が、それぞれ複数のバッチに分けて順に投入されて、該各バッチの前記ゴム材料を順に混練する第1混練機と、
前記第1混練機による混練後、前記各ロットの前記ゴム材料が、それぞれ複数のバッチに分けて投入されて、該各バッチの前記ゴム材料を順に混練する第2混練機と、
のそれぞれから取得する製造プロセスデータを処理する製造プロセスデータ処理方法であって、
前記製造プロセスデータに基づき、前記第1混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第1混練機の動作状態をそれぞれ示す、複数の第1バッチ単位プロセスデータを取得する第1バッチ単位プロセスデータ取得ステップと、
前記製造プロセスデータに基づき、前記第2混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第2混練機の動作状態をそれぞれ示す、複数の第2バッチ単位プロセスデータを取得する第2バッチ単位プロセスデータ取得ステップと、
前記複数の第1バッチ単位プロセスデータに基づいて、前記第1混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第1混練機における前記各ロットの混練期間を特定する第1ロット混練期間特定ステップと、
前記複数の第2バッチ単位プロセスデータに基づいて、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第2混練機における前記各ロットの混練期間を特定する第2ロット混練期間特定ステップと、
前記第1混練機における前記各ロットの混練期間と前記第2混練機における前記各ロットの混練期間に基づいて、前記各ロットに対応する前記複数の第1バッチ単位プロセスデータの一部と前記複数の第2バッチ単位プロセスデータの一部を選択して、前記各ロットの前記ゴム材料を混練する間における、前記第1混練機及び前記第2混練機の両方の動作状態をそれぞれ示す、複数のロット単位プロセスデータを生成するロット単位プロセスデータ生成ステップと、
を含む製造プロセスデータ処理方法。
【請求項8】
複数のロットのゴム材料が、それぞれ複数のバッチに分けて順に投入されて、該各バッチの前記ゴム材料を順に混練する第1混練機と、
前記第1混練機による混練後、前記各ロットの前記ゴム材料が、それぞれ複数のバッチに分けて投入されて、該各バッチの前記ゴム材料を順に混練する第2混練機と、
のそれぞれから取得する製造プロセスデータを処理するためのプログラムであって、
前記製造プロセスデータに基づき、前記第1混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第1混練機の動作状態をそれぞれ示す、複数の第1バッチ単位プロセスデータを取得する第1バッチ単位プロセスデータ取得手段、
前記製造プロセスデータに基づき、前記第2混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第2混練機の動作状態をそれぞれ示す、複数の第2バッチ単位プロセスデータを取得する第2バッチ単位プロセスデータ取得手段、
前記複数の第1バッチ単位プロセスデータに基づいて、前記第1混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第1混練機における前記各ロットの混練期間を特定する第1ロット混練期間特定手段、
前記複数の第2バッチ単位プロセスデータに基づいて、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第2混練機における前記各ロットの混練期間を特定する第2ロット混練期間特定手段、
前記第1混練機における前記各ロットの混練期間と前記第2混練機における前記各ロットの混練期間に基づいて、前記各ロットに対応する前記複数の第1バッチ単位プロセスデータの一部と前記複数の第2バッチ単位プロセスデータの一部を選択して、前記各ロットの前記ゴム材料を混練する間における、前記第1混練機及び前記第2混練機の両方の動作状態をそれぞれ示す、複数のロット単位プロセスデータを生成するロット単位プロセスデータ生成手段、
としてコンピュータを機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製造プロセスデータ処理装置、製造プロセスデータ処理方法及びプログラムに関し、特にゴム材料の混練プロセス中に生成されるデータを処理する技術に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、ゴム材料の混練プロセスで得られる混練物の品質を向上させるため、混練中の混練機の動作状態を示すプロセスデータと、混練物の品質に関するデータと、を用いたデータ解析を行う技術が知られている。例えば、特許文献1には、混練中の混練機の状態を示す測定データと、混練バッチの混練の異常度と、を機械学習により解析する技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-59058号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ゴム材料の混練はロットごとに行われているが、混練機では当該ロットを複数に分割してなるバッチごとにゴム材料の混練を行っており、混練機から出力される製造プロセスデータはバッチ単位でしか利用できなかった。このため、ゴム材料の混練プロセスを事後にロット単位で解析することが容易ではなかった。
【0005】
本発明は上記課題に鑑みてなされたものであって、その目的は、ゴム材料の混練プロセスについてロット単位のデータ解析を行うことが容易化できる製造プロセスデータ処理装置、製造プロセスデータ処理方法、及びプログラムを提供することである。
【課題を解決するための手段】
【0006】
(1)本発明に係る製造プロセスデータ処理装置は、複数のロットのゴム材料が、それぞれ複数のバッチに分けて順に投入されて、前記各バッチの前記ゴム材料を順に混練する第1混練機と、前記第1混練機による混練後、前記各ロットの前記ゴム材料が、それぞれ複数のバッチに分けて投入されて、前記各バッチの前記ゴム材料を順に混練する第2混練機と、のそれぞれから取得する製造プロセスデータを処理する製造プロセスデータ処理装置であって、前記製造プロセスデータに基づき、前記第1混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第1混練機の動作状態をそれぞれ示す、複数の第1バッチ単位プロセスデータを取得する第1バッチ単位プロセスデータ取得手段と、前記製造プロセスデータに基づき、前記第2混練機における前記各バッチの混練開始時刻及び混練終了時刻、並びに混練中の該第2混練機の動作状態をそれぞれ示す、複数の第2バッチ単位プロセスデータを取得する第2バッチ単位プロセスデータ取得手段と、前記複数の第1バッチ単位プロセスデータに基づいて、前記第1混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第1混練機における前記各ロットの混練期間を特定する第1ロット混練期間特定手段と、前記複数の第2バッチ単位プロセスデータに基づいて、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻及び最後の前記バッチの混練終了時刻を含む、前記第2混練機における前記各ロットの混練期間を特定する第2ロット混練期間特定手段と、前記第1混練機における前記各ロットの混練期間と前記第2混練機における前記各ロットの混練期間に基づいて、前記各ロットに対応する前記複数の第1バッチ単位プロセスデータの一部と前記複数の第2バッチ単位プロセスデータの一部を選択して、前記各ロットの前記ゴム材料を混練する間における、前記第1混練機及び前記第2混練機の両方の動作状態をそれぞれ示す、複数のロット単位プロセスデータを生成するロット単位プロセスデータ生成手段と、を含む。
【0007】
(2)(1)の製造プロセスデータ処理装置において、前記ロット単位プロセスデータ生成手段は、前記第1混練機における前記各ロットの最後の前記バッチの混練終了時刻と、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻と、に基づいて前記複数のロット単位プロセスデータを生成してよい。
【0008】
(3)(2)の製造プロセスデータ処理装置において、前記ロット単位プロセスデータ生成手段は、前記第1混練機における前記各ロットの最後の前記バッチの混練終了時刻と、前記第2混練機における前記各ロットの最初の前記バッチの混練開始時刻と、が最短となる前記ロットを組み合わせて、前記複数のロット単位プロセスデータを生成してよい。
【0009】
(4)(1)~(3)の製造プロセスデータ処理装置において、前記第1ロット混練期間特定手段は、前記第1混練機に投入される一の前記各バッチである先行バッチと後続する一の前記バッチである後続バッチの複数のペアについて、前記先行バッチの混練終了時刻と前記後続バッチの混練開始時刻と、の差であるリードタイムを算出し、複数の該リードタイムに基づいて、前記第1混練機における前記各ロットの混練期間を特定し、前記第2ロット混練期間特定手段は、前記第2混練機に投入される一の前記各バッチである先行バッチと後続する一の前記バッチである後続バッチの複数のペアについて、前記先行バッチの混練終了時刻と前記後続バッチの混練開始時刻と、の差であるリードタイムを算出し、複数の該リードタイムに基づいて、前記第2混練機における前記各ロットの混練期間を特定してよい。
【0010】
(5)(4)の製造プロセスデータ処理装置において、前記第1ロット混練期間特定手段は、前記第1混練機における前記各リードタイムに基づいて、前記第1混練機における前記各ロットの最後の前記バッチを特定し、前記第2ロット混練期間特定手段は、前記第2混練機における前記各リードタイムに基づいて、前記第2混練機における前記各ロットの最後の前記バッチを特定してよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
インナーライナー用ゴム組成物
20日前
株式会社シロハチ
真空チャンバ
1か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社日本製鋼所
射出成形機
20日前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
グンゼ株式会社
樹脂フィルムの回収方法
20日前
住友重機械工業株式会社
射出成形機
1か月前
トヨタ紡織株式会社
ロータの製造装置
1か月前
ブラザー工業株式会社
ラミネート装置
1か月前
株式会社リピープラス
高分子化合物の生成方法
1か月前
株式会社精工技研
インモールドコート注入装置
1か月前
新潟機械株式会社
成形機の型締装置
1か月前
UBEマシナリー株式会社
型締装置
1か月前
セイコーエプソン株式会社
可塑化装置
29日前
artience株式会社
プラスチック基材の分離回収方法
1か月前
株式会社荏原製作所
粉体供給装置
1か月前
アドヴァンシング・プラスチックス株式会社
射出装置
1か月前
トヨタ自動車株式会社
成形品の加工基準位置設定方法
21日前
東レ株式会社
再生ポリスルホンを含有する支持膜の製造方法
1か月前
トヨタ紡織株式会社
樹脂成形装置用ガス抜き入子
28日前
三菱重工業株式会社
賦形装置及び賦形方法
1か月前
三菱重工業株式会社
融着方法
1か月前
株式会社日本製鋼所
積層成形装置及び積層成形システム
1か月前
キヤノン株式会社
筐体及びそれを有する機器
1か月前
三菱重工業株式会社
賦形装置および賦形方法
7日前
株式会社LIXIL
サッシの製造方法
28日前
個人
計測装置、計測方法、3次元造形システム、および制御方法
21日前
住友ゴム工業株式会社
タイヤの製造方法
1か月前
I-PEX株式会社
樹脂封止金型
28日前
株式会社大気社
フィルム成形装置
1か月前
株式会社アイシン
塗膜剥離処理方法
1か月前
セイコーエプソン株式会社
材料吐出装置
20日前
住友重機械工業株式会社
製造装置、および射出成形機
1か月前
三井化学株式会社
造形物の製造方法
1か月前
個人
ペットボトル処理装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ