TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024146280
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023059080
出願日
2023-03-31
発明の名称
ジオポリマー固化体の製造方法
出願人
株式会社IHI
,
株式会社IHI建材工業
,
アドバンエンジ株式会社
代理人
弁理士法人アテンダ国際特許事務所
主分類
C04B
28/26 20060101AFI20241004BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】強度及び耐酸性に優れたジオポリマーコンクリート製品を効率よく製造することのできるジオポリマー固化体の製造方法を提供する。
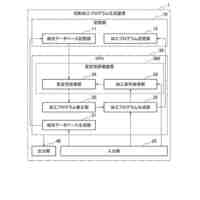
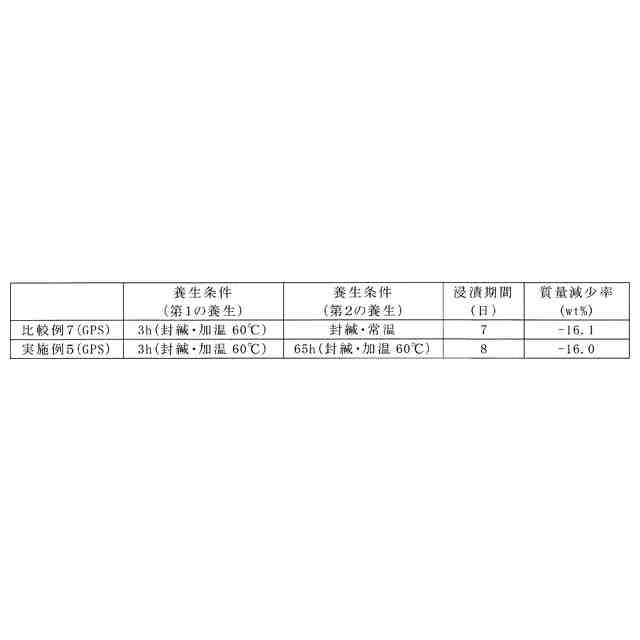
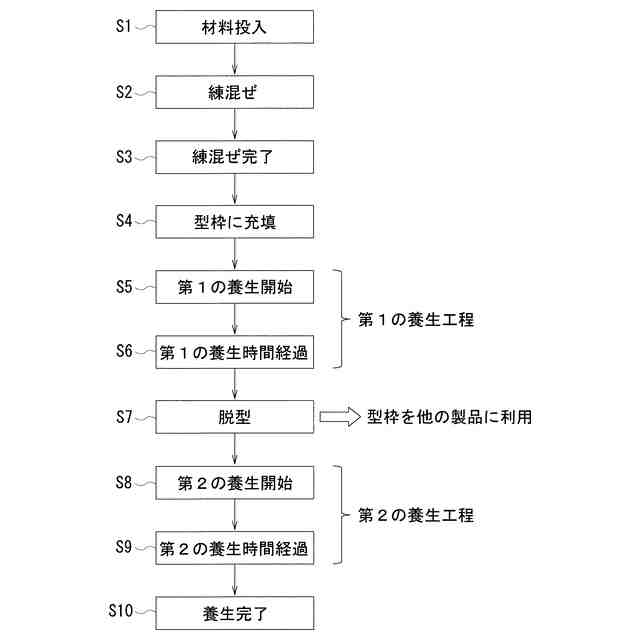
【解決手段】練り混ぜた材料を所定の脱型強度以上に達するまで所定の第1の養生時間だけ型枠内で加温養生させる第1の養生工程と、第1の養生時間が経過した後、型枠を外して所定の第2の養生時間が経過するまで加温養生させる第2の養生工程とを含むようにしたので、第1の養生工程により脱型までの強度を発現させた後、第2の養生工程において耐酸性を高めることができ、実用上十分な強度と耐酸性を有するジオポリマー固化体を製造することができる。その際、第1の養生時間が経過した後に取り外した型枠を他のジオポリマーコンクリート製品の製造に効率よく利用することができるので、同一の型枠による製造数を増やすことができ、生産性の向上を図ることができる。
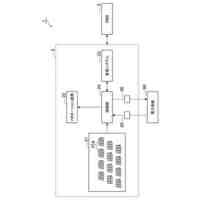
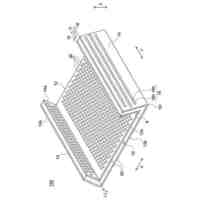
【選択図】図1
特許請求の範囲
【請求項1】
活性フィラーとアルカリ活性剤と水とを含む材料を練り混ぜた後、型内で硬化させることによりジオポリマー固化体を生成するジオポリマー固化体の製造方法において、
練り混ぜた材料を所定の脱型強度以上に達するまで所定の第1の養生時間だけ型内で加温養生させる第1の養生工程と、
第1の養生時間が経過した後、型を外して所定の第2の養生時間が経過するまで加温養生させる第2の養生工程とを含む
ことを特徴とするジオポリマー固化体の製造方法。
続きを表示(約 230 文字)
【請求項2】
前記第1及び第2の養生工程を封緘養生によって行う
ことを特徴とする請求項2記載のジオポリマー固化体の製造方法。
【請求項3】
前記第1の養生時間は1時間以上8時間以下である
ことを特徴とする請求項1または2記載のジオポリマー固化体の製造方法。
【請求項4】
前記第2の養生時間は20時間以上100時間以下である
ことを特徴とする請求項1または2記載のジオポリマー固化体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば土木、建築等における構造物に用いられるジオポリマー固化体の製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、土木、建築等における構造物はコンクリートやモルタルによって形成されるのが一般的であるが、近年、コンクリートやモルタルに代わる材料としてジオポリマー組成物が注目されており、ジオポリマーコンクリートとして各種コンクリート構造物への適用が検討されている(例えば、特許文献1参照。)。
【0003】
ジオポリマー組成物は、フライアッシュ(石炭灰)、メタカオリン、高炉スラグ等、アルカリに活性な非晶質粉体(活性フィラー)とそれを活性化させるアルカリ溶液を混合させ、反応させることにより得られる硬化体である。ジオポリマーコンクリートは、例えばアルカリに活性な非晶質粉体とアルカリ溶液に、更に細骨材、粗骨材等を加えることにより、セメントコンクリートと同等の強度を発現する組成体を実現している。
【0004】
ところで、工場で製造されるセメントコンクリート(以下、コンクリート二次製品という。)は、安定した品質の高いコンクリートを大量に製造する場合に採用される製品である。コンクリート二次製品は、良く練り混ぜられた硬化前のセメントコンクリート(以下、生コンクリートという。)を形状精度の高い型枠内に打込み、生コンクリートが十分に硬化した後に型枠から取り出し(以下、脱型という。)、所望の形状の製品として完成する。また、型枠は所定の強度と精度を必要とするため、一般的に高価なものとなっている。
【先行技術文献】
【特許文献】
【0005】
特許第5091519号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
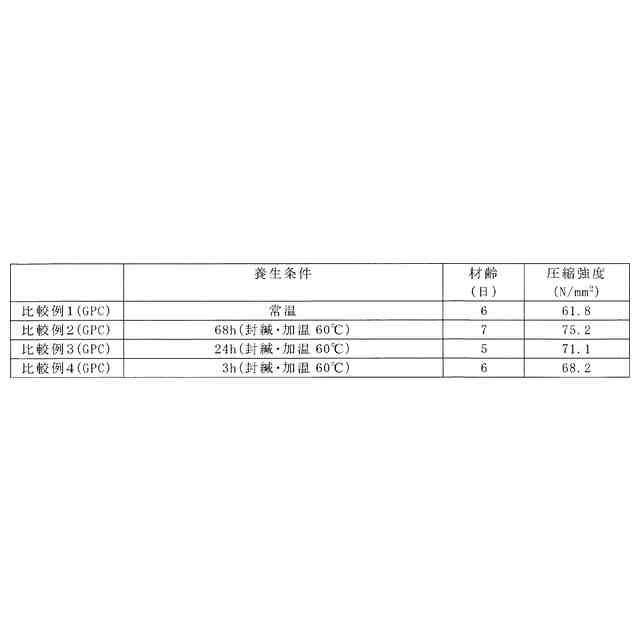
前記コンクリート二次製品の製造時において、高価な型枠を有効利用するためには、生コンクリートの打込みから脱型までの工程を短縮する必要があり、いわゆる蒸気養生によって養生を促進するのが一般的である。蒸気養生は、ボイラーで生成した蒸気を用いて、生コンクリートが充填された型枠をテントの中に入れて硬化を促進する養生方法である。コンクリート二次製品においては1時間~8時間蒸気養生をすることで、所定の強度、品質を有するコンクリートが得られる。
【0007】
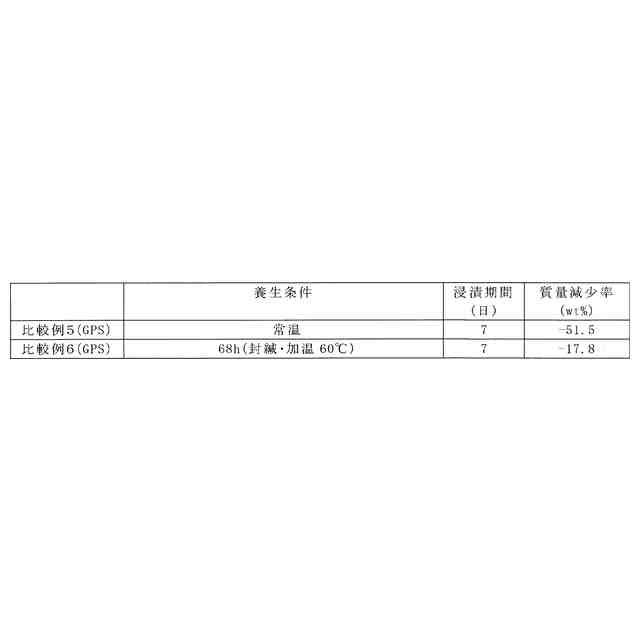
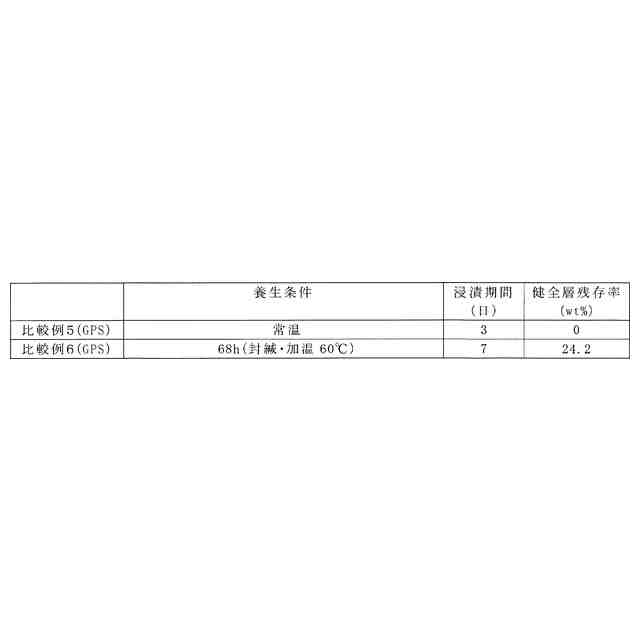
一方、ジオポリマーコンクリートにおいては、コンクリート二次製品と同様、1時間~8時間蒸気養生をすることで所定の強度が得られるが、ジオポリマーコンクリートの特性である耐酸性の機能を向上させるためには20時間~100時間の養生が必要となり、脱型までの養生に長時間を要する。このため、耐酸性に優れたジオポリマーコンクリート製品を効率よく製造できないことが現状の課題となっている。
【0008】
本発明は前記課題に鑑みてなされたものであり、その目的とするところは、強度及び耐酸性に優れたジオポリマーコンクリート製品を効率よく製造することのできるジオポリマー固化体の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は前記目的を達成するために、活性フィラーとアルカリ活性剤と水とを含む材料を練り混ぜた後、型内で硬化させることによりジオポリマー固化体を生成するジオポリマー固化体の製造方法において、練り混ぜた材料を所定の脱型強度以上に達するまで所定の第1の養生時間だけ型内で加温養生させる第1の養生工程と、第1の養生時間が経過した後、型を外して所定の第2の養生時間が経過するまで加温養生させる第2の養生工程とを含むことを特徴とする。
【0010】
これにより、第1の養生工程により脱型までの強度を発現させた後、第2の養生工程において耐酸性が高められることから、実用上十分な強度と耐酸性を有するジオポリマー固化体が得られる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社IHI
蓄熱装置
7日前
株式会社IHI
予測装置
17日前
株式会社IHI
貯蔵設備
2日前
株式会社IHI
貯蔵設備
2日前
株式会社IHIエアロスペース
3Dプリンタ
1日前
株式会社IHI
外気供給装置
2日前
株式会社IHI
安全支援システム
6日前
株式会社IHI
制御装置及び制御方法
17日前
株式会社IHI
レーザ点火式エンジン
6日前
株式会社IHI
ジオポリマー固化体の製造方法
2日前
株式会社IHI
吸音材、および、吸音材の製造方法
17日前
株式会社IHI
位置検出システム、及び位置検出方法
27日前
株式会社IHI
ガラス溶融炉のスタートアップリング
8日前
株式会社IHI
運転計画作成装置及び運転計画作成方法
17日前
株式会社IHI
磁気特性検査方法及び磁気特性検査装置
14日前
株式会社IHI
アンモニア濃度計及びアンモニア濃度測定方法
17日前
株式会社IHI
ブラストノズル、ノズル延長部材及びブラストガン
8日前
株式会社IHI
運転支援装置、運転支援方法及び運転支援プログラム
27日前
株式会社IHI
ジオポリマー組成物及びこれを用いたコンクリート構造物
2日前
株式会社IHI
運転計画作成装置、運転計画作成方法および運転計画作成プログラム
20日前
積水化学工業株式会社
積層体の製造方法、基材の製造方法及び基材
2日前
株式会社IHI
溶接施工技術評価装置、溶接施工技術評価方法、および溶接施工技術評価プログラム
13日前
北海道電力株式会社
散気体及びその製造方法
16日前
株式会社IHI
切削加工に用いる振動特性データベース、切削加工の安定性評価装置、切削加工プログラム生成装置、切削加工の安定性評価方法、および切削加工プログラム生成方法
13日前
株式会社トクヤマ
セメント系固化材
2日前
太平洋マテリアル株式会社
吹付モルタル
2日前
ノリタケ株式会社
焼成用治具
7日前
ノリタケ株式会社
焼成用治具
7日前
太平洋マテリアル株式会社
吹付コンクリート
2日前
三菱マテリアル株式会社
cBN焼結体
8日前
三菱マテリアル株式会社
cBN焼結体
1か月前
花王株式会社
増粘剤組成物
3か月前
東レ株式会社
多孔質炭素板およびその製造方法
1か月前
東京窯業株式会社
熱処理治具の製造方法
1か月前
花王株式会社
増粘剤組成物
3か月前
株式会社トクヤマ
セメント系硬化体の製造方法
8日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ