TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126759
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035369
出願日
2023-03-08
発明の名称
サブマージアーク溶接方法及び溶接継手の製造方法
出願人
JFEスチール株式会社
,
株式会社神戸製鋼所
代理人
個人
主分類
B23K
35/362 20060101AFI20240912BHJP(工作機械;他に分類されない金属加工)
要約
【課題】入熱300kJ/cm以上で780MPa級鋼のサブマージアーク溶接した場合でも、溶接欠陥がなく、必要とされる降伏強度及び引張強度並びに靭性を満足する溶接継手を製造することができるサブマージアーク溶接方法を提供する。
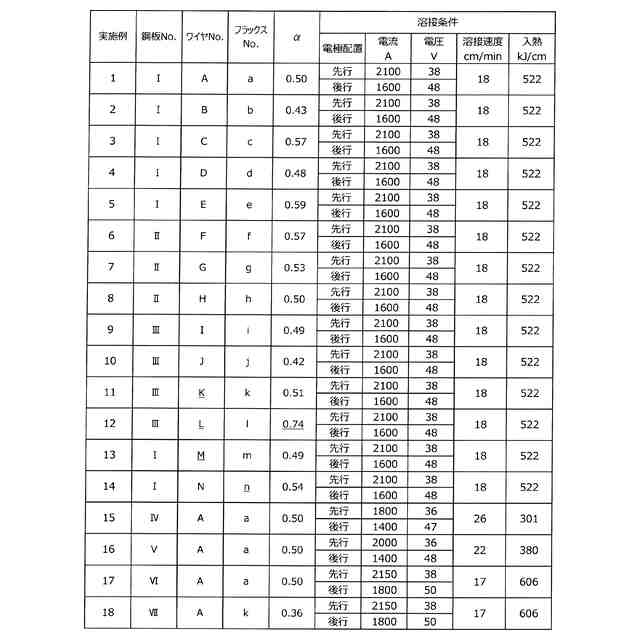
【解決手段】使用する溶接ワイヤの組成を特定し、その組成から求めるCeqW(式1)を0.40~0.80と規定し、さらに、使用するフラックスの組成を特定し、その組成から求めるα(式2)を0.35~0.70と規定したサブマージアーク溶接方法である。
CeqW=[C]
W
+[Si]
W
/24+[Mn]
W
/6+[Ni]
W
/40+[Cr]
W
/5+[Mo]
W
/4 ・・・ (1)
α=(0.3-[Fe]
F
/200)×{[Si]
F
/24+[Mn]
F
/6+[Ni]
F
/40+[Cr]
F
/5+[Mo]
F
/4}+0.4×CeqW ・・・ (2)
【選択図】なし
特許請求の範囲
【請求項1】
溶接入熱量を300kJ/cm以上とする780MPa級鋼のサブマージアーク溶接方法において、
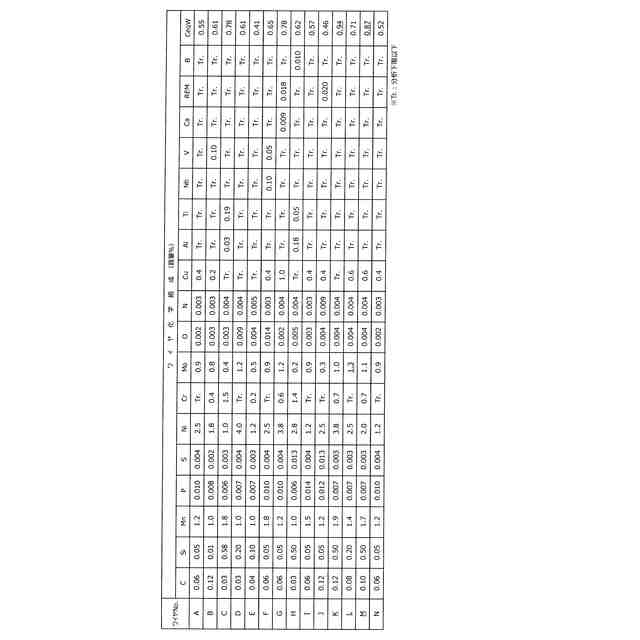
使用する溶接ワイヤの化学組成が、質量%で、
C:0.03%~0.12%、
Si:0.01%~0.60%、
Mn:1.0%~2.0%、
P:0.015%以下、
S:0.015%以下、
Ni:1.0%~4.0%、
Cr:1.5%以下、
Mo:0.2%~1.2%、
O:0.015%以下、
N:0.010%以下、
を含有し、残部はFe及び不可避的不純物からなり、
下記式(1)で表されるCeqWが0.40~0.80の範囲であり、
使用するフラックスの成分組成が、質量%で、
SiO
2
:5%~30%、
CaO:1%~10%、
MgO:5%~30%、
Al
2
O
3
:3%~20%、
TiO
2
:2%~20%、
Na
2
O:1%~3%、
CaF
2
:2%~20%、
金属炭酸塩の1種又は2種以上のCO
2
換算値の合計:2%~12%
Si:0.10%~2.50%、
Mn:0.1%~2.0%、
Ni:1.0%~12.0%、
Cr:8.0%以下、
Mo:1.0%~8.0%、
Fe:10%~30%、
を含有し、
下記式(2)で表されるαが0.35~0.70の範囲である
ことを特徴とするサブマージアーク溶接方法。
CeqW=[C]
W
+[Si]
W
/24+[Mn]
W
/6+[Ni]
W
/40+[Cr]
W
/5+[Mo]
W
/4 ・・・ (1)
α=(0.3-[Fe]
F
/200)×{[Si]
F
/24+[Mn]
F
/6+[Ni]
F
続きを表示(約 2,200 文字)
【請求項2】
前記溶接ワイヤの化学組成に加えてさらに、質量%で、
Cu:1.0%以下、
Al:0.20%以下、
Ti:0.20%以下、
Nb:0.10%以下、
V:0.10%以下、
Ca:0.010%以下、
B:0.010%以下、
REM:0.020%以下
のうちから選ばれた1種又は2種以上を含有することを特徴とする請求項1に記載のサブマージアーク溶接方法。
【請求項3】
前記フラックスの成分組成に加えてさらに、質量%で、
B
2
O
3
:1.0%以下、
K
2
O:3.0%以下、
Ti:1.00%以下、
Al:1.00%以下
のうちから選ばれた1種又は2種以上を含有することを特徴とする請求項1又は2に記載のサブマージアーク溶接方法。
【請求項4】
請求項1又は2に記載のサブマージアーク溶接方法を用いて製造することを特徴とする溶接継手の製造方法。
【請求項5】
請求項3に記載のサブマージアーク溶接方法を用いて製造することを特徴とする溶接継手の製造方法。
【請求項6】
前記溶接継手の溶接金属の化学組成が、質量%で、
C:0.04%~0.10%、
Si:0.10%~0.80%、
Mn:0.9%~2.0%、
P:0.015%以下、
S:0.015%以下、
Ni:1.6%~5.0%、
Cr:0.3%~2.0%、
Mo:0.5%~2.0%、
O:0.040%以下、
N:0.010%以下、
を含有し、残部はFe及び不可避的不純物からなり、
下記式(3)で表されるCeqDが0.75~0.95である
ことを特徴とする請求項4に記載の溶接継手の製造方法。
CeqD=[C]
D
+[Si]
D
/24+[Mn]
D
/6+[Ni]
D
/40+[Cr]
D
/5+[Mo]
D
/4 ・・・ (3)
ここで、式(3)中における溶接金属の[元素]
D
は、当該元素の含有量(質量%)を表し、当該元素が含有されていない場合は、0とする。
【請求項7】
前記溶接継手の溶接金属の組成が、質量%で、
C:0.04%~0.10%、
Si:0.10%~0.80%、
Mn:0.9%~2.0%、
P:0.015%以下、
S:0.015%以下、
Ni:1.6%~5.0%、
Cr:0.3%~2.0%、
Mo:0.5%~2.0%、
O:0.040%以下、
N:0.010%以下、
を含有し、残部はFe及び不可避的不純物からなり、
下記式(3)で表されるCeqDが0.75~0.95である
ことを特徴とする請求項5に記載の溶接継手の製造方法。
CeqD=[C]
D
+[Si]
D
/24+[Mn]
D
/6+[Ni]
D
/40+[Cr]
D
/5+[Mo]
D
/4 ・・・ (3)
ここで、式(3)中における溶接金属の[元素]
D
は、当該元素の含有量(質量%)を表し、当該元素が含有されていない場合は、0とする。
【請求項8】
前記溶接継手の溶接金属の化学組成に加えてさらに、質量%で、
Cu:1.0%以下、
Al:0.12%以下、
Ti:0.12%以下、
Nb:0.10%以下、
V:0.10%以下、
Ca:0.006%以下、
B:0.010%以下、
REM:0.020%以下
のうちから選ばれた1種又は2種以上を含有することを特徴とする請求項6に記載の溶接継手の製造方法。
【請求項9】
前記溶接継手の溶接金属の化学組成に加えてさらに、質量%で、
Cu:1.0%以下、
Al:0.12%以下、
Ti:0.12%以下、
Nb:0.10%以下、
V:0.10%以下、
Ca:0.006%以下、
B:0.010%以下、
REM:0.020%以下
のうちから選ばれた1種又は2種以上を含有することを特徴とする請求項7に記載の溶接継手の製造方法。
【請求項10】
前記溶接継手の溶接金属の機械的特性で、常温の降伏強さ(0.2%耐力)が630MPa以上で、溶接金属の引張強度が780MPa以上で、かつ試験温度0℃におけるVノッチシャルピー衝撃試験の吸収エネルギー
V
E
0
が27J以上であることを特徴とする請求項6に記載の溶接継手の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接方法及び溶接継手の製造方法に関し、特に、建築構造物に用いられる780MPa級の高張力鋼を、溶接入熱量が300kJ/cm以上とするサブマージアーク溶接方法及びその溶接継手の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、建築構造物の大型化や大スパン化により、鉄骨に使用される鋼板は、高強度化の傾向にある。従来、ボックス柱のスキンプレートとしては、590MPa級鋼までの強度クラスが主であったが、780MPa級鋼が使用されるようになってきた。
【0003】
ボックス柱のスキンプレートの接合には、一般的にサブマージアーク溶接が適用され、溶接金属の強度も母材強度と同等の強度特性が求められる。溶接金属の強度が780MPa以上を確保できるサブマージアーク溶接用の溶接材料としては、例えば、特許文献1にサブマージアーク溶接用ソリッドワイヤが開示されている。この文献には、ワイヤのC、Si、Mn、Ni、Cr、Mo、P、Sの含有量を規定するとともに、([Mn]+[Ni])/([Cr]+[Mo])を1.4~4.0に調整することが記載されている。これにより、溶接金属の低温靭性及び耐水素脆化感受性を大幅に向上させることができるとしている。
【0004】
また、特許文献2には、780MPa級高張力鋼のサブマージアーク溶接方法が開示され、焼成型フラックス中の合金元素量とフラックスの粒度を適正化することでスラグ巻込みのない良好なビード形状が得られることが記載されている。さらに、組み合わせるソリッドワイヤの化学成分も限定することで引張強さ780MPa以上の高強度で良好な低温靭性の溶接金属を得られるとしている。
【0005】
また、特許文献3には、両面一層用サブマージアーク溶接用ワイヤが開示されている。母材希釈が大きい両面一層のサブマージアーク溶接において、ワイヤ組成を限定することで溶接金属の強度と靭性を確保し、さらに、ワイヤの引張強度を1200N/mm
2
以下に限定することで、ワイヤ送給性が確保できるとしている。
【0006】
さらに、特許文献4には、内面と外面から両側1層ずつサブマージアーク溶接を行って製造する溶接鋼管の母材及び溶接金属の引張強さがともに800MPa以上であり、耐低温割れ性に優れた溶接金属を有する高強度溶接鋼管が開示されている。Mo、Ni、Mn、Cの含有量により算出されるCS値を規定することで、耐低温割れ性に優れた溶接金属が得られるとしている。
【先行技術文献】
【特許文献】
【0007】
特開2015-110241号公報
特開2015-120175号公報
特開2004-337863号公報
特開2008-240096号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1~4で適用されている溶接入熱量は、いずれも50kJ/cm以下である。スキンプレートに590MPa級以下の鋼材が用いられたボックス柱の製作では、施工能率の観点から、溶接入熱量(以下、単に「入熱」ともいう。)が300kJ/cmを超えるサブマージアーク溶接が適用されているのが一般的である。
【0009】
しかしながら、特許文献1~4で開示されている溶接材料を用いて、300kJ/cm以上の入熱で適用した場合には、溶接欠陥の発生、溶接金属の強度不足、靭性の劣化等の問題があった。
【0010】
本発明は、前記課題を解決し、入熱300kJ/cm以上でサブマージアーク溶接した場合でも、溶接欠陥がなく、必要とされる降伏強度及び引張強度並びに靭性を満足する溶接継手を製造することができるサブマージアーク溶接方法を提供することを目的とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
16日前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
ブラザー工業株式会社
工作機械
19日前
株式会社ダイヘン
くびれ検出制御方法
1か月前
津根精機株式会社
鉄筋切断装置
1か月前
ブラザー工業株式会社
工作機械
19日前
株式会社MOLDINO
ドリル
29日前
福井県
マルチマテリアルの点接合構造
1か月前
株式会社向洋技研
スポットネジ及び電極
1か月前
個人
交換式給油ブラシの切削油の給油器
1か月前
株式会社不二越
エンドミル
22日前
株式会社ムラタ溶研
剪断装置
1日前
株式会社進和
肉盛加工ノズル
1か月前
トヨタ自動車株式会社
レーザ加工方法
1か月前
ブラザー工業株式会社
工作機械
19日前
コントレイル合同会社
レーザ加工装置
1か月前
キタムラ機械株式会社
マシニングセンタ
29日前
株式会社IMS
管体加工装置
2か月前
株式会社不二越
摩擦撹拌接合装置
1日前
トヨタ自動車株式会社
刃具自動組付装置
1か月前
村田機械株式会社
診断装置及び診断方法
1か月前
第一高周波工業株式会社
皮膜剥離具
15日前
株式会社アマダ
レーザ加工機
1か月前
株式会社ダイヘン
2重シールドティグ溶接トーチ
23日前
本田技研工業株式会社
検査治具
4日前
日産自動車株式会社
板材の継手構造
1か月前
三菱マテリアル株式会社
表面被覆切削工具
16日前
三菱マテリアル株式会社
表面被覆切削工具
22日前
村田機械株式会社
ローダ装置及び制御方法
16日前
三菱マテリアル株式会社
表面被覆切削工具
9日前
株式会社ダイヘン
多層盛り溶接方法
8日前
株式会社ダイヘン
多層盛り溶接方法
8日前
株式会社KS・S
レーザ溶接機
1か月前
清水建設株式会社
母材支持装置
1か月前
トヨタ自動車株式会社
加工条件設定システム
1か月前
ダイハツ工業株式会社
圧入装置
8日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ