TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024125236
公報種別
公開特許公報(A)
公開日
2024-09-13
出願番号
2024108508,2024515596
出願日
2024-07-04,2023-11-13
発明の名称
圧粉体の製造方法、ステータコアの製造方法およびアキシャルギャップモータの製造方法
出願人
住友電気工業株式会社
,
住友電工焼結合金株式会社
代理人
個人
,
個人
主分類
B22F
3/02 20060101AFI20240906BHJP(鋳造;粉末冶金)
要約
【課題】圧粉体の欠けを低減できる圧粉体の製造方法を提供する。
【解決手段】圧粉体の製造方法は、ダイ孔と下パンチとで構成された空間に粉末を充填する工程と、粉末を下パンチ及び上パンチで圧粉体とする工程とを備える。圧粉体は、角柱状のボディと、ボディの第一端に位置する第一板部と、ボディの第二端に位置する第二板部とを有する。ボディは左側面及び右側面を有する。第一板部は、第一前面から第一後面に向かって間隔が広がる傾斜領域を有する第一左側面及び第一右側面を有する。第二板部は、第二左側面及び第二右側面を有する。上パンチは、左側面を成形するメイン下面と、第一左側面を成形する第一サブ下面と、第二左側面を成形する第二サブ下面とを有する。下パンチは、右側面を成形するメイン上面と、第一右側面を成形する第一サブ上面と、第二右側面を成形する第二サブ上面とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
ダイに設けられたダイ孔と下パンチとで構成された空間に粉末を充填する工程と、
前記空間に充填された前記粉末を前記下パンチおよび上パンチで圧縮して圧粉体とする工程と、を備え、
前記圧粉体は、
第一の底面と前記第一の底面とは反対の第二の底面と複数の側面とを有する角柱状のボディと、
前記第一の底面に設けられた第一板部と、
前記第二の底面に設けられた第二板部と、を有し、
前記複数の側面は、
前記ボディの軸に沿って互いに平行に配置された前面および後面と、
前記前面と前記後面とをつなぐ左側面および前記前面と前記後面とをつなぐ右側面と、を有し、
前記第一板部は、
前記ボディから前記軸と直交する方向に突出した第一突部と、
前記軸に沿って互いに平行に配置された第一前面および第一後面と、
前記第一前面と前記第一後面とをつなぐ第一左側面および前記第一前面と前記第一後面とをつなぐ第一右側面と、を有し、
前記第一左側面および前記第一右側面は、前記第一前面から前記第一後面に向かうに従って互いの間隔が広がるように傾斜した領域を有し、
前記第二板部は、
前記ボディから前記軸と直交する方向に突出した第二突部と、
前記軸に沿って互いに平行に配置された第二前面および第二後面と、
前記第二前面と前記第二後面とをつなぐ第二左側面および前記第二前面と前記第二後面とをつなぐ第二右側面と、を有し、
前記上パンチは、
前記ボディの前記左側面を成形するメイン下面と、
前記第一板部の前記第一左側面を成形する第一サブ下面と、
前記第二板部の前記第二左側面を成形する第二サブ下面と、を有し、
前記下パンチは、
前記ボディの前記右側面を成形するメイン上面と、
前記第一板部の前記第一右側面を成形する第一サブ上面と、
前記第二板部の前記第二右側面を成形する第二サブ上面と、を有する、
圧粉体の製造方法。
続きを表示(約 650 文字)
【請求項2】
前記左側面および前記右側面は、前記前面から前記後面に向かうに従って互いの間隔が広がるように傾斜している請求項1に記載の圧粉体の製造方法。
【請求項3】
前記第二左側面および前記第二右側面は、前記第二前面から前記第二後面に向かうに従って互いの間隔が広がるように傾斜する領域を有する請求項1または請求項2に記載の圧粉体の製造方法。
【請求項4】
前記第一突部は、前記軸の周りの全周にわたって前記ボディから突出している請求項1または請求項2に記載の圧粉体の製造方法。
【請求項5】
前記第二突部は、前記軸の周りの全周にわたって前記ボディから突出している請求項1または請求項2に記載の圧粉体の製造方法。
【請求項6】
前記粉末は、磁性粉末である請求項1または請求項2に記載の圧粉体の製造方法。
【請求項7】
請求項1または請求項2に記載の圧粉体の製造方法により複数の前記圧粉体を製造する工程と、
隣り合う複数の前記圧粉体の前記第一左側面と前記第一右側面とが平行に向かい合うように複数の前記圧粉体を配置することで、環状のステータコアを構成する工程とを備える、
ステータコアの製造方法。
【請求項8】
請求項7に記載のステータコアの製造方法により前記ステータコアを製造する工程と、
前記ステータコアとロータを組合せる工程とを備える、
アキシャルギャップモータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、圧粉体の製造方法、ステータコアの製造方法およびアキシャルギャップモータの製造方法に関する。本出願は、2022年11月24日出願の日本出願2022-187837号に基づく優先権を主張し、前記日本出願に記載された全ての記載内容を援用する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1は、アキシャルギャップ型の回転電機のステータコアを構築するためのコア片を開示する。このコア片は、ステータコアの軸に沿って延びている柱状のボディと、ボディにおける第一端部に設けられている板状の第一板部と、ボディにおける第二端部に設けられている板状の第二板部と、を備える。第一板部および第二板部の各々は、ボディの周面よりも外方に張り出している突部を有する。
【0003】
このようなコア片を構成するボディ、第一板部、および第二板部は、ダイ、下パンチおよび上パンチを有する金型で粉末を圧縮することにより一体に成形される。この成形は、金型で粉末を圧縮する方向および金型から圧粉体であるコア片を抜き出す方向を、ステータコアの直径に沿った方向とすることで実現される。
【0004】
一般に、ボディの両端部に上記突部を有する圧粉体は、ステータコアの軸に沿った方向に粉末を圧縮して成形することができない。ボディの両端部に設けられた突部は、金型から圧粉体を抜き出す方向と交差する方向に突出したアンダーカットとなるからである。上述した圧粉体の成形方法によれば、ボディの両端部に上記突部を有する圧粉体であっても、金型の構成部材を分割したり、ボディ、第一板部、および第二板部の少なくとも一つを別の金型で成形したりしなくても製造することができる。
【先行技術文献】
【特許文献】
【0005】
国際公開第2021/225049号
【発明の概要】
【0006】
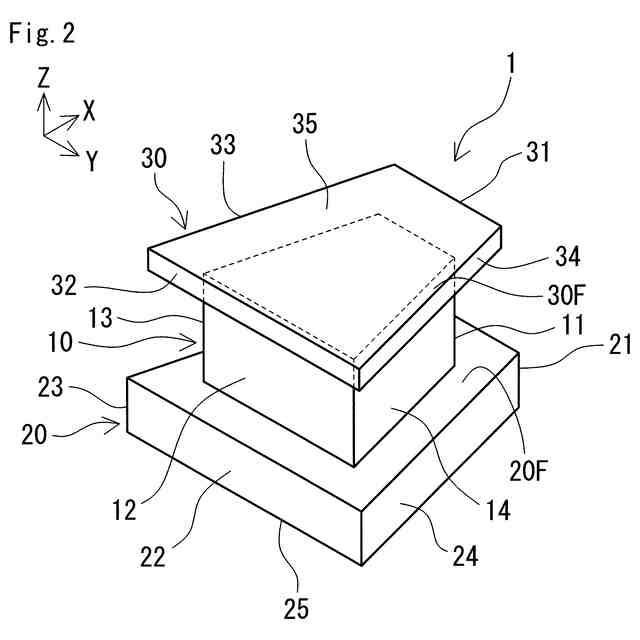
本開示の圧粉体の製造方法は、ダイに設けられたダイ孔と下パンチとで構成された空間に粉末を充填する工程と、前記空間に充填された前記粉末を前記下パンチおよび上パンチで圧縮して圧粉体とする工程と、を備える。前記圧粉体は、第一の底面と前記第一の底面とは反対の第二の底面と複数の側面とを有する角柱状のボディと、前記第一の底面に設けられた第一板部と、前記第二の底面に設けられた第二板部と、を有する。前記複数の側面は、前記ボディの軸に沿って互いに平行に配置された前面および後面と、前記前面と前記後面とをつなぐ左側面および前記前面と前記後面とをつなぐ右側面と、を有する。前記第一板部は、前記ボディから前記軸と直交する方向に突出した第一突部と、前記軸に沿って互いに平行に配置された第一前面および第一後面と、前記第一前面と前記第一後面とをつなぐ第一左側面および前記第一前面と前記第一後面とをつなぐ第一右側面と、を有する。前記第一左側面および前記第一右側面は、前記第一前面から前記第一後面に向かうに従って互いの間隔が広がるように傾斜した領域を有する。前記第二板部は、前記ボディから前記軸と直交する方向に突出した第二突部と、前記軸に沿って互いに平行に配置された第二前面および第二後面と、前記第二前面と前記第二後面とをつなぐ第二左側面および前記第二前面と前記第二後面とをつなぐ第二右側面と、を有する。前記上パンチは、前記ボディの前記左側面を成形するメイン下面と、前記第一板部の前記第一左側面を成形する第一サブ下面と、前記第二板部の前記第二左側面を成形する第二サブ下面と、を有する。前記下パンチは、前記ボディの前記右側面を成形するメイン上面と、前記第一板部の前記第一右側面を成形する第一サブ上面と、前記第二板部の前記第二右側面を成形する第二サブ上面と、を有する。
【図面の簡単な説明】
【0007】
図1は、実施形態1に係る圧粉体の製造方法により得られた圧粉体を斜め前方から見た斜視図である。
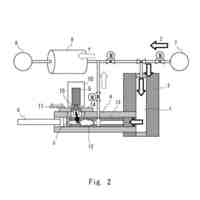
図2は、実施形態1に係る圧粉体の製造方法により得られた圧粉体を斜め後方から見た斜視図である。
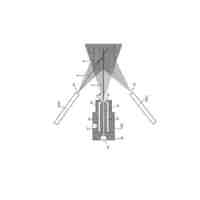
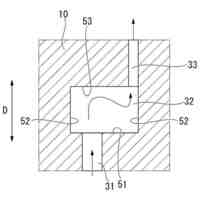
図3は、実施形態1に係る圧粉体の製造方法に用いられるダイの横断面図である。
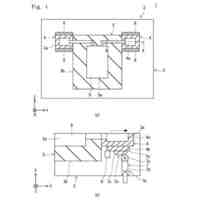
図4は、実施形態1に係る圧粉体の製造方法において、金型で圧縮されるボディを示す、方向Wに沿った縦断面図である。
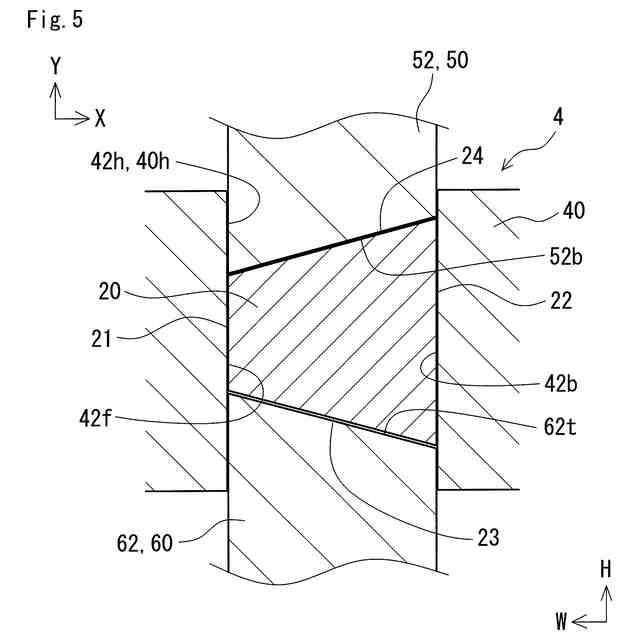
図5は、実施形態1に係る圧粉体の製造方法において、金型で圧縮される圧粉体の第一板部を示す、方向Wに沿った縦断面図である。
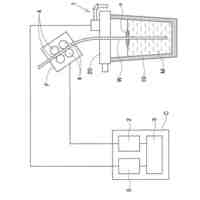
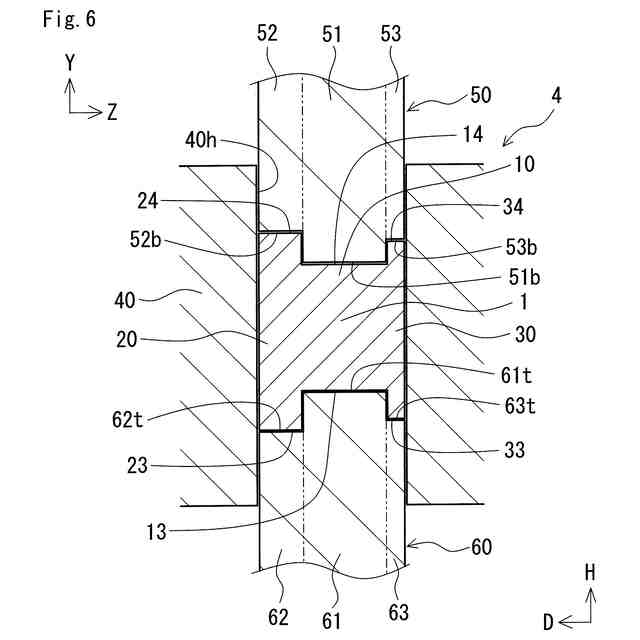
図6は、実施形態1に係る圧粉体の製造方法において、成形時の金型内に配置された圧粉体を示す、方向Dに沿った縦断面図である。
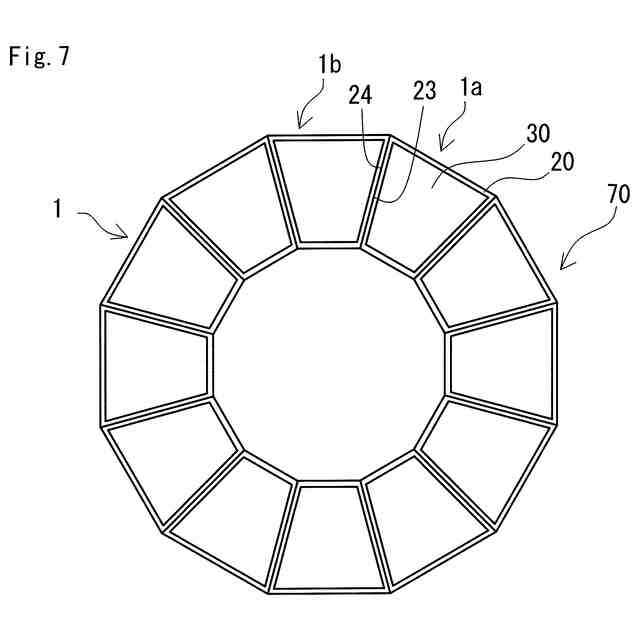
図7は、図1に示した圧粉体で構成したアキシャルギャップモータ用のステータコアを示す平面図である。
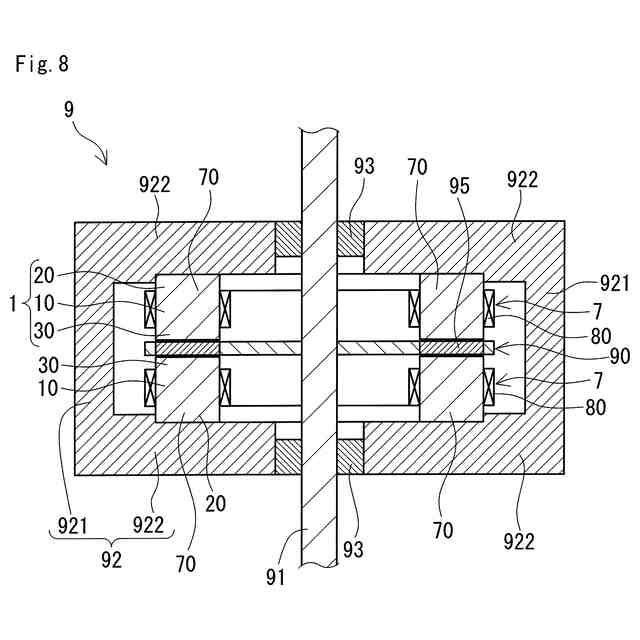
図8は、図7のステータコアを用いたアキシャルギャップモータの縦断面図である。
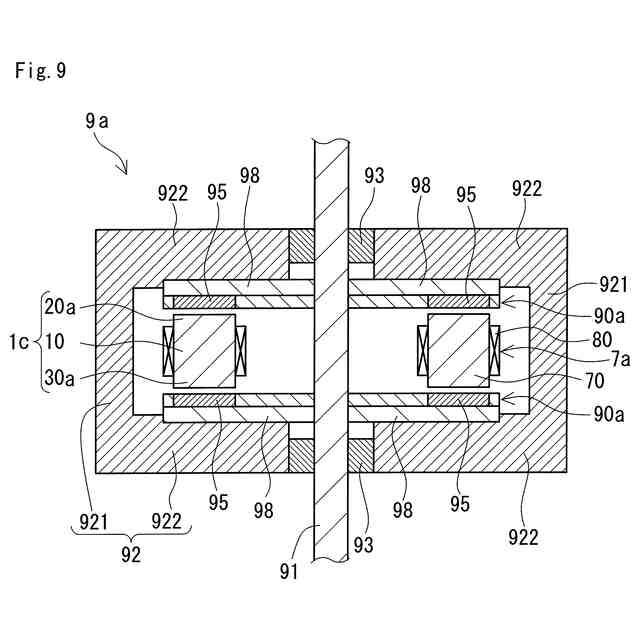
図9は、図7のステータコアを用いた別のアキシャルギャップモータの縦断面図である。
【発明を実施するための形態】
【0008】
[本開示が解決しようとする課題]
背景技術に記載のような突部を有する圧粉体は、欠けや割れが極力生じないように成形されることが望まれる。上述した圧粉体の成形方法では、圧粉体であるコア片は、環状のステータコアを構成した場合において、内周面となる面が下パンチで押圧され、外周面となる面が上パンチで押圧される。内周面となる面は外周面となる面よりも幅が狭いため、下パンチの幅も上パンチの幅よりも狭い。つまり、圧粉体を金型から抜き出す際、圧粉体は下パンチにより局所的に押圧される。その結果、圧粉体にせん断応力が作用し、圧粉体の形状または寸法によっては、下パンチに押圧される箇所と下パンチに押圧されない箇所との境界付近で成形体が欠けたり割れたりするおそれがある。
【0009】
本開示は、圧粉体の損傷の発生を低減できる圧粉体の製造方法を提供することを目的の一つとする。また、本開示は、上記圧粉体の製造方法により得られた圧粉体を用いたステータコアの製造方法を提供することを目的の一つとする。
【0010】
[本開示の効果]
本開示の圧粉体の製造方法では、圧粉体の損傷の発生を低減することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
6日前
三菱マテリアル株式会社
粉末材料
26日前
日本製鉄株式会社
モールドパウダー
19日前
株式会社シマノ
射出成形装置
2か月前
トヨタ自動車株式会社
溶湯供給装置
2か月前
トヨタ自動車株式会社
ダイカスト金型
2か月前
芝浦機械株式会社
成形機
6日前
ノリタケ株式会社
ニッケル粉末
5日前
株式会社日本高熱工業社
離型剤塗布装置
2か月前
本田技研工業株式会社
金型装置
29日前
オークマ株式会社
ワークの加工方法
26日前
東洋電化工業株式会社
溶湯用送線装置
2か月前
株式会社瓢屋
押湯空間形成部材
1か月前
ノリタケ株式会社
粉体材料およびその利用
23日前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
5日前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
三菱重工業株式会社
金型
15日前
日本製鉄株式会社
連続鋳造装置
15日前
日本製鉄株式会社
連続鋳造装置
13日前
株式会社神戸製鋼所
スラブの製造方法
5日前
大陽日酸株式会社
転写型シート状接合材
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
6日前
山陽特殊製鋼株式会社
肉盛用粉末
23日前
山陽特殊製鋼株式会社
肉盛用粉末
23日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
黒崎播磨株式会社
連続鋳造用ノズル
1か月前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
20日前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
27日前
リョービ株式会社
ダイカスト法
1か月前
日本製鉄株式会社
連続鋳造方法
15日前
黒崎播磨株式会社
連続鋳造用ノズル
1か月前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
1か月前
山陽特殊製鋼株式会社
軟磁性扁平粉末
2か月前
フタバ産業株式会社
金属成形物の製造方法
2か月前
ユニチカ株式会社
複合ナノワイヤーおよび電波吸収材
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ