TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024102592
公報種別
公開特許公報(A)
公開日
2024-07-31
出願番号
2023006589
出願日
2023-01-19
発明の名称
射出成形品
出願人
日本プラスト株式会社
代理人
個人
,
個人
主分類
B60R
21/215 20110101AFI20240724BHJP(車両一般)
要約
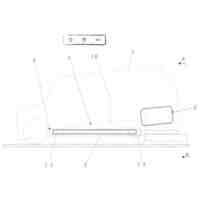
【課題】剛性を確保しつつ、溶融樹脂の充填不良に起因する外観不良を抑制して見栄えを向上した射出成形品を提供する。
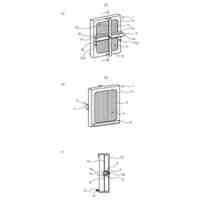
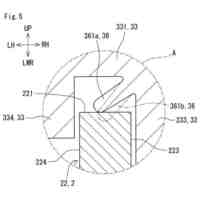
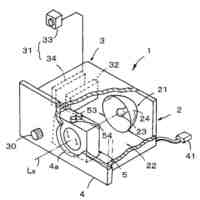
【解決手段】射出成形品1は、合成樹脂により射出成形される。射出成形品1は、意匠側と反意匠側との一方から他方へと窪んだ凹部20と、凹部20を貫通して形成された穴部31と、凹部20から凹部20の外側に亘り反意匠側に形成された肉抜き部33と、を備える。肉抜き部33は、射出成型用のゲートの位置から見て、穴部31の背後に少なくとも一部が位置する。
【選択図】図1
特許請求の範囲
【請求項1】
合成樹脂により射出成形された射出成形品であって、
意匠側と反意匠側との一方から他方へと窪んだ凹部と、
この凹部を貫通して形成された穴部と、
前記凹部から前記凹部の外側に亘り反意匠側に形成された肉抜き部と、を備え、
前記肉抜き部は、射出成型用のゲートの位置から見て、前記穴部の背後に少なくとも一部が位置する
ことを特徴とする射出成形品。
続きを表示(約 270 文字)
【請求項2】
穴部は、凹部に複数形成され、
肉抜き部は、前記穴部毎に形成され、かつ、互いに連なることなく位置している
ことを特徴とする請求項1記載の射出成形品。
【請求項3】
折り畳まれたエアバッグを覆うカバー体である
ことを特徴とする請求項1または2記載の射出成形品。
【請求項4】
凹部を基準として肉抜き部と反対側にて少なくとも一部が前記凹部に沿って反意匠側に形成され、エアバッグの膨張圧力により破断する弱部を備える
ことを特徴とする請求項3記載の射出成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、合成樹脂により射出成形された射出成形品に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、例えば自動車などの車両用のハンドルであるステアリングホイールには、エアバッグ装置が取り付けられる。このようなエアバッグ装置の合成樹脂製のカバー体において、意匠性を向上するために、装飾部材であるエンブレム(オーナメント)を設定するものが知られている。この構成の場合、エンブレムの厚みの分、カバー体の本体部に凹溝形状を設定することにより、カバー体の意匠面からエンブレムが突出しない構成とすることが好ましく、また、エンブレムをカバー体に固定するために、エンブレムから突出する固定ピンを挿入する穴部を凹溝内に形成することが好ましい(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
特開2009-96450号公報 (第6-8頁、図1-7)
【発明の概要】
【発明が解決しようとする課題】
【0004】
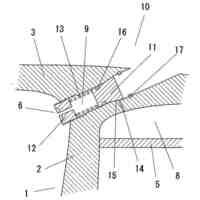
例えば、意匠性をより向上するために、エンブレム自体を多層構造としたり、エンブレムの周縁を発光させたりする場合には、エンブレムの厚みが増したり発光部材が追加で必要となったりすることに応じて、凹溝形状を深くする必要がある。この場合、カバー体の射出成形時には、溶融樹脂がキャビティ内において凹溝形状に沿って最短距離を流れようとすることにより、特に凹溝形状の側壁と連なる意匠側の角部の位置に溶融樹脂が充填されにくい傾向がある。
【0005】
また、貫通穴の周辺においては、溶融樹脂が貫通穴を形成する金型形状を二股に迂回した後、合流するため、溶融樹脂の流れ方向において合流地点の手前の位置でショートショットが発生しやすい傾向がある。
【0006】
したがって、特にこれらが複合する上記特許文献1のような構造の場合には、溶融樹脂の充填不良に起因する外観不良が発生しないようにすることが望まれる。
【0007】
他方、溶融樹脂の充填不良を抑制するために、カバー体全体を薄肉にすることも考えられるものの、この場合には、カバー体の剛性を十分に得ることが困難となる。
【0008】
本発明は、このような点に鑑みなされたもので、剛性を確保しつつ、溶融樹脂の充填不良に起因する外観不良を抑制して見栄えを向上した射出成形品を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1記載の射出成形品は、合成樹脂により射出成形された射出成形品であって、意匠側と反意匠側との一方から他方へと窪んだ凹部と、この凹部を貫通して形成された穴部と、前記凹部から前記凹部の外側に亘り反意匠側に形成された肉抜き部と、を備え、前記肉抜き部は、射出成型用のゲートの位置から見て、前記穴部の背後に少なくとも一部が位置するものである。
【0010】
請求項2記載の射出成形品は、請求項1記載の射出成形品において、穴部は、凹部に複数形成され、肉抜き部は、前記穴部毎に形成され、かつ、互いに連なることなく位置しているものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電池交換式自動車
2か月前
個人
空気圧調節式ホイール。
19日前
個人
連結式、キャンピングカー
2か月前
日本精機株式会社
表示システム
1か月前
日本精機株式会社
車外表示装置
11日前
エムケー精工株式会社
洗車装置
4日前
東レ株式会社
車両用エアバッグ
1か月前
日本精機株式会社
運転支援装置
1か月前
ダイハツ工業株式会社
車両
19日前
株式会社SUBARU
車両
12日前
ダイハツ工業株式会社
車両
18日前
株式会社コーワ
フィルター清掃装置
7日前
エムケー精工株式会社
車両処理装置
22日前
ダイハツ工業株式会社
レバー
2か月前
豊田合成株式会社
車両
1か月前
日本化薬株式会社
ガス発生器
11日前
豊田合成株式会社
車両
1か月前
スズキ株式会社
車両制御装置
2か月前
三菱マヒンドラ農機株式会社
作業車両
2か月前
豊田合成株式会社
乗員保護装置
28日前
個人
ブレーキ踏み間違い救済システム
1か月前
ダイハツ工業株式会社
搭載構造
25日前
豊田合成株式会社
乗員保護装置
12日前
ダイハツ工業株式会社
分解構造
2か月前
ダイハツ工業株式会社
搭載構造
25日前
株式会社小糸製作所
画像照射装置
12日前
株式会社小糸製作所
ヒーター装置
18日前
加藤電機株式会社
車両用警報装置
2か月前
個人
加速抑制機能付アクセルペダル装置
1か月前
株式会社豊田自動織機
車両
18日前
トヨタ自動車株式会社
車両
1か月前
株式会社デンソー
清掃装置
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
株式会社セイワ
ドリンクホルダー
7日前
株式会社小糸製作所
画像照射装置
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ