TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086504
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201666
出願日
2022-12-17
発明の名称
稼働状況管理システム
出願人
丸北研磨株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G05B
19/418 20060101AFI20240620BHJP(制御;調整)
要約
【課題】複数の加工装置の稼働状況を一元的に管理でき、視認性に優れる稼働状況管理システムを提供する。
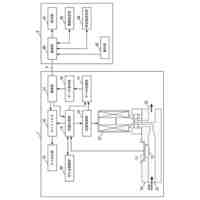
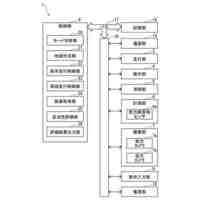
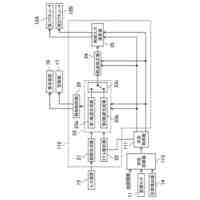
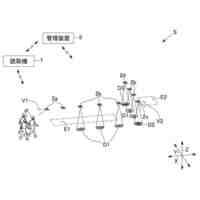
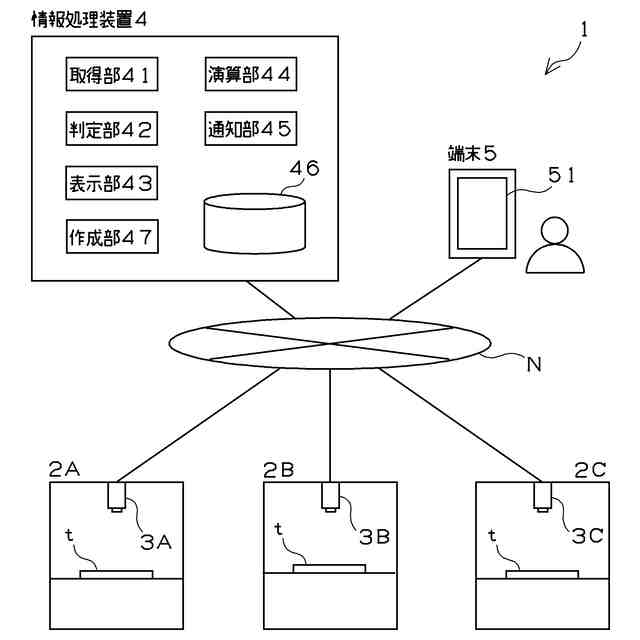
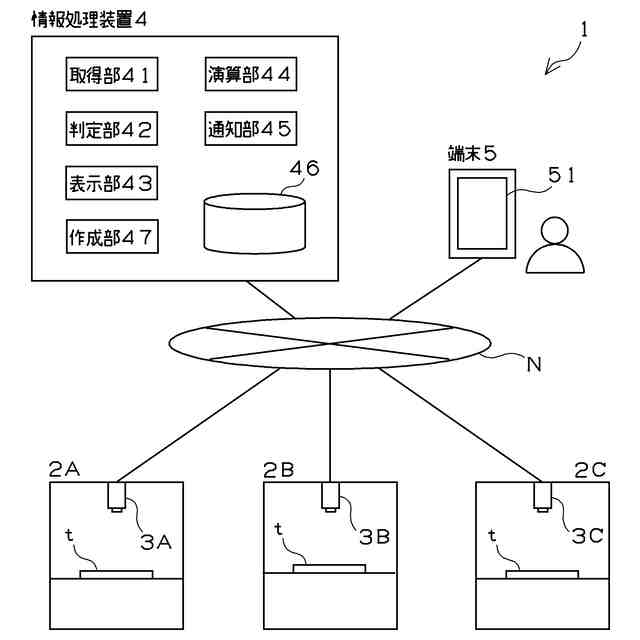
【解決手段】稼働状況管理システム1は、被加工物tを加工する複数の加工装置2A、2B、2Cと、加工装置2A、2B、2Cの稼働に関わる態様を検出するセンサ3A、3B、3Cと、センサ3A、3B、3Cの検出結果を取得する情報処理装置4とを有し、情報処理装置4は、取得されるセンサ3A、3B、3Cの検出結果に基づいて、少なくとも加工装置2A、2B、2Cの稼動状態および停止状態を判定する判定部42と、判定部42の判定結果に基づいて、時間軸上に加工装置2A、2B、2Cの稼働状況を区別して示す稼働状況表示バーを、加工装置毎に並べて表示画面に表示させる表示部43とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を加工する複数の加工装置と、該加工装置にそれぞれ設けられ、前記加工装置の稼働に関わる態様を検出するセンサと、前記センサの検出結果を取得する情報処理装置とを有する稼働状況管理システムであって、
前記情報処理装置は、取得される前記センサの検出結果に基づいて、少なくとも前記加工装置の稼動状態および停止状態を判定する判定部と、前記判定部の判定結果に基づいて、時間軸上に前記加工装置の稼働状況を区別して示す稼働状況表示バーを、前記加工装置毎に並べて表示画面に表示させる表示部とを有することを特徴とする稼働状況管理システム。
続きを表示(約 840 文字)
【請求項2】
前記表示部は、前記稼働状況表示バーの時間軸の表示幅を可変にでき、表示する表示幅毎に設定される単位時間領域において前記センサの検出結果の判定結果が所定回数以上切り替わっている場合には、その単位時間領域における前記加工装置の稼働状況を稼働状態として表示することを特徴とする請求項1記載の稼働状況管理システム。
【請求項3】
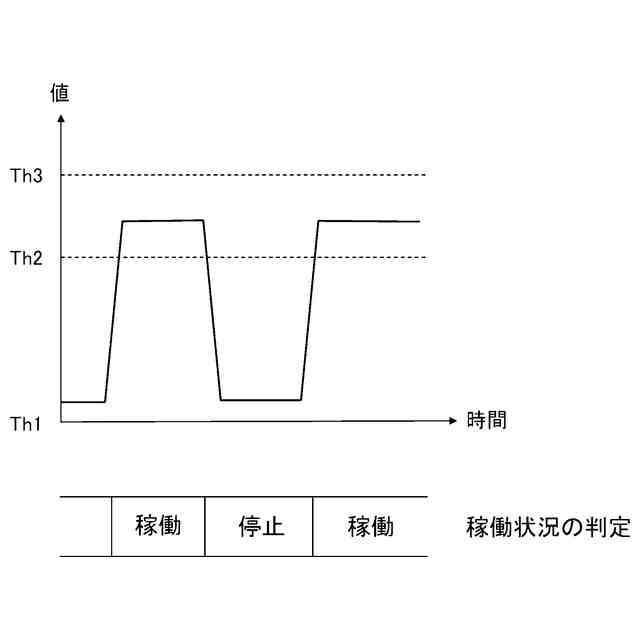
前記センサは対象までの距離を計測する距離センサであり、前記判定部は、前記加工装置における前記被加工物の有無に応じて変化する前記距離センサの検出結果に基づいて、前記加工装置の稼働状態および停止状態を判定することを特徴とする請求項1または請求項2記載の稼働状況管理システム。
【請求項4】
前記センサは光センサであり、前記判定部は、前記加工装置に設けられる点灯ランプの点灯形態に応じて変化する前記光センサの検出結果に基づいて、前記加工装置の稼働状態および停止状態を判定することを特徴とする請求項1または請求項2記載の稼働状況管理システム。
【請求項5】
前記稼働状況管理システムは、加工装置毎に、それらの稼働状況に基づいて算出される二酸化炭素排出量を表示させる機能を有することを特徴とする請求項1または請求項2記載の稼働状況管理システム。
【請求項6】
前記情報処理装置は、各加工装置の日毎の任意の稼働状況パターンに基づいて基準パターンを作成するパターン作成部を有し、前記表示部は、作成された基準パターン同士、または作成された基準パターンと任意の加工装置の個別の稼働状況パターンを比較可能に表示させることを特徴とする請求項1または請求項2記載の稼働状況管理システム。
【請求項7】
前記情報処理装置は、前記加工装置の稼働状態または停止状態が所定時間以上継続した場合に、外部に通知する通知部を有することを特徴とする請求項1または請求項2記載の稼働状況管理システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の加工装置が設置される工場などにおいて各加工装置の稼働状況を管理するシステムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
工場内には、被加工物に対して所望の加工(例えば切削加工や溶接加工など)を行う加工装置が複数設置されている。これらの加工装置は日夜、稼働状態・停止状態などを繰り返しており、オペレータの操作によって様々な加工が行われている。
【0003】
ここで、工場全体の能率や稼働率を向上させるためには、加工装置の停止状態などのロスを一元的に把握することが重要となる。また、加工装置毎にオペレータが決められている場合が多く、各加工装置の稼働状況は、そのオペレータの技量や作業意欲、作業効率などに依存しやすい。そのため、複数の加工装置の稼働状況を一元管理することは、工場全体の能率を向上させるだけでなく、オペレータの労働管理にも繋がり得る。
【0004】
従来、複数の加工装置を管理するシステムとして、各加工装置から加工具情報や加工条件を自動的に収集するシステムが提案されている(特許文献1参照)。しかし、管理者などが稼働状況を一元管理するシステムとして、特に視認性の向上には改善の余地があるといえる。
【先行技術文献】
【特許文献】
【0005】
特開2018-41387号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はこのような事情に鑑みてなされたものであり、複数の加工装置の稼働状況を一元的に管理でき、視認性に優れる稼働状況管理システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の稼働状況管理システムは、被加工物を加工する複数の加工装置と、該加工装置にそれぞれ設けられ、上記加工装置の稼働に関わる態様を検出するセンサと、上記センサの検出結果を取得する情報処理装置とを有する稼働状況管理システムであって、上記情報処理装置は、取得される上記センサの検出結果に基づいて、少なくとも上記加工装置の稼動状態および停止状態を判定する判定部と、上記判定部の判定結果に基づいて、時間軸上に上記加工装置の稼働状況を区別して示す稼働状況表示バーを、上記加工装置毎に並べて表示画面に表示させる表示部とを有することを特徴とする。本発明において、加工装置の稼働状況とは、少なくとも加工装置の稼働状態および停止状態を含む概念であり、その他に、ロットを変更する際に加工装置の加工条件などを変更する準備状態なども含まれる。
【0008】
上記表示部は、上記稼働状況表示バーの時間軸の表示幅を可変にでき、表示する表示幅毎に設定される単位時間領域において上記センサの検出結果の判定結果が所定回数以上切り替わっている場合には、その単位時間領域における上記加工装置の稼働状況を稼働状態として表示することを特徴とする。
【0009】
上記センサは対象までの距離を計測する距離センサであり、上記判定部は、上記加工装置における上記被加工物の有無に応じて変化する上記距離センサの検出結果に基づいて、上記加工装置の稼働状態および停止状態を判定することを特徴とする。
【0010】
上記センサは光センサであり、上記判定部は、上記加工装置に設けられる点灯ランプの点灯形態に応じて変化する上記光センサの検出結果に基づいて、上記加工装置の稼働状態および停止状態を判定することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
丸北研磨株式会社
稼働状況管理システム
3日前
エイブリック株式会社
基準電流源
20日前
株式会社クボタ
作業車
1か月前
アズビル株式会社
流量制御システム
1か月前
トヨタ自動車株式会社
自動作業装置
1か月前
オムロン株式会社
開発装置、開発方法
1か月前
株式会社ダイフク
搬送設備
1か月前
マキノジェイ株式会社
工作機械
19日前
株式会社ダイフク
物品搬送設備
1か月前
株式会社デンソー
過電流検出回路
1か月前
オムロン株式会社
サポート装置およびサポート方法
19日前
村田機械株式会社
無人搬送車システム
1か月前
CKD日機電装株式会社
カスケード形PID制御系の設計法
1か月前
ローム株式会社
電圧生成回路
17日前
横河電機株式会社
ロボット管理システム
27日前
株式会社デンソー
ペダル装置
19日前
シャープ株式会社
走行システム及び走行方法
1か月前
オークマ株式会社
工作機械の制御方法及び制御装置
5日前
ローム株式会社
リニアレギュレータ
1か月前
丸北研磨株式会社
稼働状況管理システム
3日前
富士電機株式会社
予測装置、予測方法及びプログラム
1か月前
アマノ株式会社
自律走行装置およびその妥当性評価方法
25日前
オムロン株式会社
回転体ユニットおよびこれを備えた操作装置
12日前
株式会社日立製作所
制御装置
1か月前
オークマ株式会社
セルコントローラ
1か月前
川崎重工業株式会社
制御システム、制御方法及び制御プログラム
1か月前
株式会社ジェイテクト
異常判定装置
1か月前
株式会社大気社
管理装置及び管理方法
3日前
シンフォニアテクノロジー株式会社
地図作成方法
1か月前
三菱ロジスネクスト株式会社
誘導システム
1か月前
株式会社クボタ
作業車及び作業車を制御するシステム
3日前
豊田鉄工株式会社
車両用操作ペダル装置
1か月前
富士電機株式会社
異常検知装置、異常検知方法及びプログラム
24日前
富士電機株式会社
運転支援装置、運転支援方法及びプログラム
17日前
株式会社豊田自動織機
シミュレーションシステム
1か月前
キヤノン株式会社
情報処理装置、制御方法及びプログラム
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ