TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024064360
公報種別
公開特許公報(A)
公開日
2024-05-14
出願番号
2022172892
出願日
2022-10-28
発明の名称
異常判定装置
出願人
株式会社ジェイテクト
代理人
弁理士法人あいち国際特許事務所
主分類
G05B
19/18 20060101AFI20240507BHJP(制御;調整)
要約
【課題】生産設備又は生産設備により生産される工作物の異常判定の精度向上が図られるとともに、異常判定を早期に行うことができる異常判定装置を提供する。
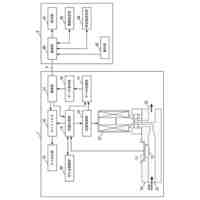
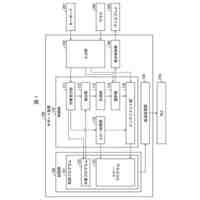
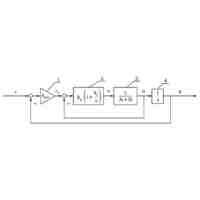
【解決手段】異常判定装置2は、生産設備1の機械状態又は工作物Wの加工状態にかかる波形データを取得する波形データ取得部201と、波形データから工作物Wの加工工程単位の波形データを抽出する抽出部203と、抽出済み波形データと上記機械状態又は上記加工状態にかかる統計量に基づいたマスター波形データとを比較して抽出済み波形データの時間情報を補正する時間補正部204と、補正済み波形データとマスター波形データとに基づいて統計量を更新する統計量更新部205と、更新済み統計量に基づいて閾値を調整する閾値調整部211と、補正済み波形データと閾値との比較結果に基づいて生産設備1又は工作物Wの異常判定を行う異常判定部213とを備える。
【選択図】図2
特許請求の範囲
【請求項1】
生産設備又は上記生産設備により生産される工作物の異常判定を行う異常判定装置であって、該異常判定装置における動作フェーズは、上記異常判定のための閾値を調整する閾値調整フェーズと、上記異常判定を行うための判定フェーズとを含み、
上記生産設備の機械状態又は上記工作物の加工状態にかかる波形データを取得する波形データ取得部と、
上記波形データ取得部で取得された波形データから、上記工作物の加工工程単位の波形データを抽出する抽出部と、
上記閾値調整フェーズであるときに、上記抽出部により抽出された上記波形データに基づいて算出された統計量を記憶する統計量記憶部と、
上記抽出部により抽出された上記波形データと、上記統計量記憶部に記憶された統計量から導出されたマスター波形データとを比較して時間ずれ量を算出し、該時間ずれ量に基づいて上記抽出部により抽出された上記波形データの時間情報を補正する時間補正部と、
上記閾値調整フェーズであるときに、上記時間情報が補正された上記波形データと上記マスター波形データとに基づいて上記統計量を更新する統計量更新部と、
上記更新された上記統計量に基づいて、上記異常判定の上記閾値を調整する閾値調整部と、
上記判定フェーズであるときに、上記時間情報が補正された波形データと上記調整された閾値とを比較する比較部と、
上記比較部の比較結果に基づいて、上記異常判定を行う異常判定部と、
を備える、異常判定装置。
続きを表示(約 980 文字)
【請求項2】
上記統計量記憶部に記憶された上記統計量は、上記閾値調整フェーズにおいて上記波形データ取得部が取得した複数の上記波形データから算出された時間ごとの平均値と標準偏差を含み、
上記マスター波形データは上記平均値をつなぎ合わせてなる波形を示すデータであって、上記閾値は上記マスター波形データと上記標準偏差とを用いて規定される、請求項1に記載の異常判定装置。
【請求項3】
上記生産設備は上記工作物を加工するための工具を有する工作機械を含み、上記異常判定部は上記異常判定として上記工具の異常判定を行う、請求項1又は2に記載の異常判定装置。
【請求項4】
上記異常判定部の判定結果に基づいて、上記工作機械又は上記工作機械に備えられた部品の劣化状態を推定する劣化状態推定部を含む、請求項3に記載の異常判定装置。
【請求項5】
上記異常判定部は、上記異常判定として上記生産設備により生産される上記工作物の加工状態の異常判定を行う、請求項1又は2に記載の異常判定装置。
【請求項6】
上記統計量更新部は、上記閾値調整フェーズにおいて、上記波形データ取得部が上記波形データを取得するごとに上記統計量の更新を行う、請求項1又は2に記載の異常判定装置。
【請求項7】
上記異常判定装置における動作フェーズを、上記閾値調整フェーズと上記判定フェーズのいずれかに切り替えるフェーズ切替部を備える、請求項1又は2に記載の異常判定装置。
【請求項8】
上記フェーズ切替部は、上記閾値調整フェーズにおいて、上記統計量更新部における上記統計量の更新が所定回数行われたときに上記判定フェーズに切り替える、請求項7に記載の異常判定装置。
【請求項9】
上記異常判定装置が上記閾値調整フェーズ又は上記判定フェーズのいずれであるかを示すフェーズ表示部を備える、請求項1又は2に記載の異常判定装置。
【請求項10】
上記抽出部における上記加工工程単位は、上記工作物を加工する際の上記生産設備に備えられた工具の変更タイミング、又は、上記工作物を加工する際の上記工作物における加工位置の変更タイミングに基づいて規定される、請求項1又は2に記載の異常判定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異常判定装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、複数の予測器を用いて生産設備の状態を予測判定する構成が開示されている。当該構成では、作成された工作物が良品か否かの判定結果を蓄積して、複数の予測器におけるパラメータを再設定して更新することにより予測の精度を向上している。
【先行技術文献】
【特許文献】
【0003】
特開2017-151962号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、生産設備の状態は工作物の加工工程ごとに変化する。そのため、特許文献1に開示の構成では、予測器のパラメータの更新は工作物の良品判定の結果を取得した後に行うため、予測器における更新が遅れてしまう場合があり、工作機械の機械状態や工作物の加工状態の異常判定の精度を向上するには改善の余地がある。また、特許文献1に開示の構成では、異常判定を行うに際して、工作物の良品判定の結果を待つ必要があるため、異常判定を早期に行うには改善の余地がある。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、生産設備又は生産設備により生産される工作物の異常判定の精度向上が図られるとともに、異常判定を早期に行うことができる異常判定装置を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、生産設備又は上記生産設備により生産される工作物の異常判定を行う異常判定装置であって、該異常判定装置における動作フェーズは、上記異常判定のための閾値を調整する閾値調整フェーズと、上記異常判定を行うための判定フェーズとを含み、
上記生産設備の機械状態又は上記工作物の加工状態にかかる波形データを取得する波形データ取得部と、
上記波形データ取得部で取得された波形データから、上記工作物の加工工程単位の波形データを抽出する抽出部と、
上記閾値調整フェーズであるときに、上記抽出部により抽出された上記波形データに基づいて算出された統計量を記憶する統計量記憶部と、
上記抽出部により抽出された上記波形データと、上記統計量記憶部に記憶された統計量から導出されたマスター波形データとを比較して時間ずれ量を算出し、該時間ずれ量に基づいて上記抽出部により抽出された上記波形データの時間情報を補正する時間補正部と、
上記閾値調整フェーズであるときに、上記時間情報が補正された上記波形データと上記マスター波形データとに基づいて上記統計量を更新する統計量更新部と、
上記更新された上記統計量に基づいて、上記異常判定の上記閾値を調整する閾値調整部と、
上記判定フェーズであるときに、上記時間情報が補正された波形データと上記調整された閾値とを比較する比較部と、
上記比較部の比較結果に基づいて、上記異常判定を行う異常判定部と、
を備える、異常判定装置にある。
【発明の効果】
【0007】
上記一態様によれば、閾値調整フェーズにおいて更新された統計量に基づいて、判定フェーズにおける異常判定を行うための閾値が調整されるため、最終的な工作物の良品判定の結果を待つことなく、生産設備の状態の変化を判定フェーズにおける異常判定に早期に反映させることができる。そのため、生産設備の状態の変化に応じて生産設備又は工作物の異常判定を高精度に行うことができるとともに、異常判定を早期に行うことができる。
【0008】
以上のごとく、上記態様によれば、生産設備又は生産設備により生産される工作物の異常判定の精度向上が図られるとともに、異常判定を早期に行うことができる異常判定装置を提供することができる。
【図面の簡単な説明】
【0009】
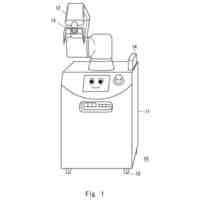
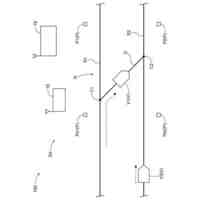
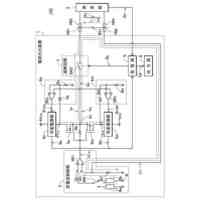
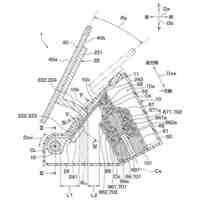
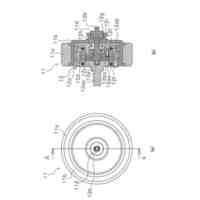
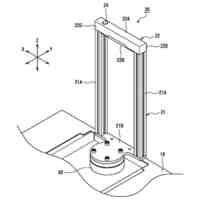
実施形態1における、生産設備である工作機械及び異常判定装置の斜視概念図。
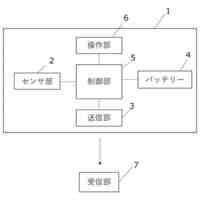
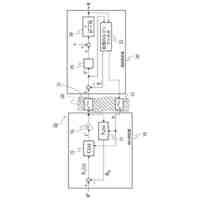
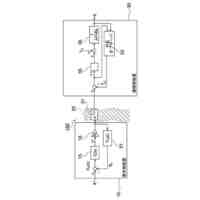
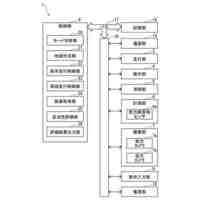
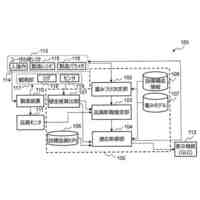
実施形態1における、異常判定装置の構成を示すブロック図。
実施形態1における、工作物の加工状態を説明する概念図。
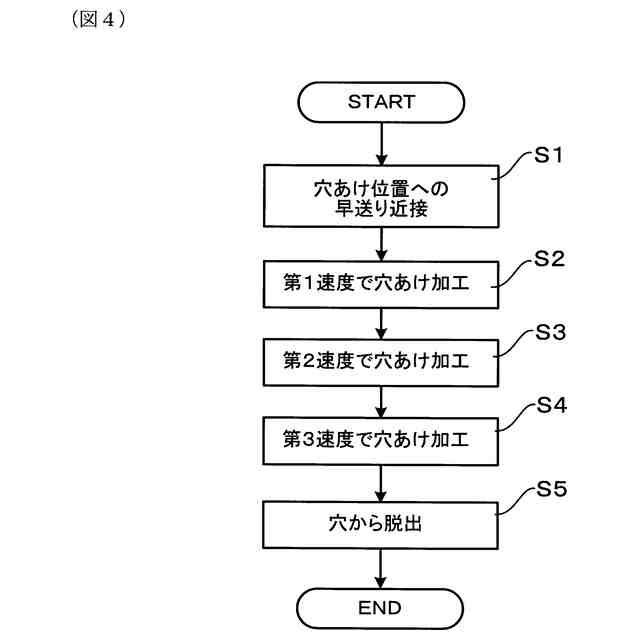
実施形態1における、工作物の加工工程の例を説明するフロー図。
実施形態1における、工作物の加工工程の例における波形データの例を示す図。
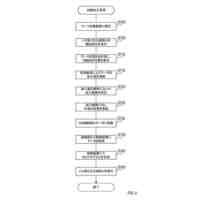
実施形態1における、異常判定を説明するフロー図。
実施形態1における、(a)閾値調整フェーズにおける波形データの例を示す概念図、(b)マスター波形データ及び閾値の例を示す概念図。
実施形態1における、判定フェーズにおける判定用波形データと閾値の例を示す概念図。
【発明を実施するための形態】
【0010】
(実施形態1)
異常判定装置2は、生産設備1又は生産設備1により生産される工作物Wの異常判定を行う。まず、以下に、図1を参照して異常判定の対象となる生産設備1について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
基準電流源
16日前
株式会社クボタ
作業車
1か月前
ミネベアミツミ株式会社
入力装置
2か月前
株式会社エクセディ
作業ロボット
1か月前
アズビル株式会社
流量制御システム
1か月前
トヨタ自動車株式会社
自動作業装置
1か月前
オムロン株式会社
開発装置、開発方法
1か月前
株式会社ダイフク
搬送設備
1か月前
三菱電機株式会社
移動体制御装置
1か月前
岩田工機株式会社
加工装置
1か月前
リックス株式会社
状態検出装置
2か月前
株式会社ダイフク
物品搬送設備
1か月前
マキノジェイ株式会社
工作機械
15日前
株式会社デンソー
過電流検出回路
1か月前
村田機械株式会社
搬送車システム
2か月前
村田機械株式会社
無人搬送車システム
28日前
オムロン株式会社
サポート装置およびサポート方法
15日前
日置電機株式会社
信号出力装置および抵抗測定装置
1か月前
CKD日機電装株式会社
カスケード形PID制御系の設計法
1か月前
横河電機株式会社
ロボット管理システム
23日前
日本精工株式会社
制御システムおよび制御方法
1か月前
ローム株式会社
電圧生成回路
13日前
日本精工株式会社
制御システムおよび制御方法
1か月前
日本精工株式会社
制御システムおよび制御方法
1か月前
日本精工株式会社
制御システムおよび制御方法
1か月前
株式会社デンソー
ペダル装置
15日前
多摩川精機株式会社
突入電流防止回路
2か月前
シャープ株式会社
走行システム及び走行方法
1か月前
オークマ株式会社
工作機械の制御方法及び制御装置
1日前
株式会社ディスコ
加工装置
2か月前
富士電機株式会社
予測装置、予測方法及びプログラム
1か月前
ローム株式会社
リニアレギュレータ
1か月前
アマノ株式会社
自律走行装置およびその妥当性評価方法
21日前
オムロン株式会社
回転体ユニットおよびこれを備えた操作装置
8日前
株式会社日立製作所
設備診断装置及び設備診断方法
2か月前
清水建設株式会社
自律移動ロボット
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ