TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024059274
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022166860
出願日
2022-10-18
発明の名称
加工装置
出願人
岩田工機株式会社
代理人
名古屋国際弁理士法人
主分類
G05B
19/4093 20060101AFI20240423BHJP(制御;調整)
要約
【課題】ワークのバリ取りや面取りを行う際の作業負荷を低減する。
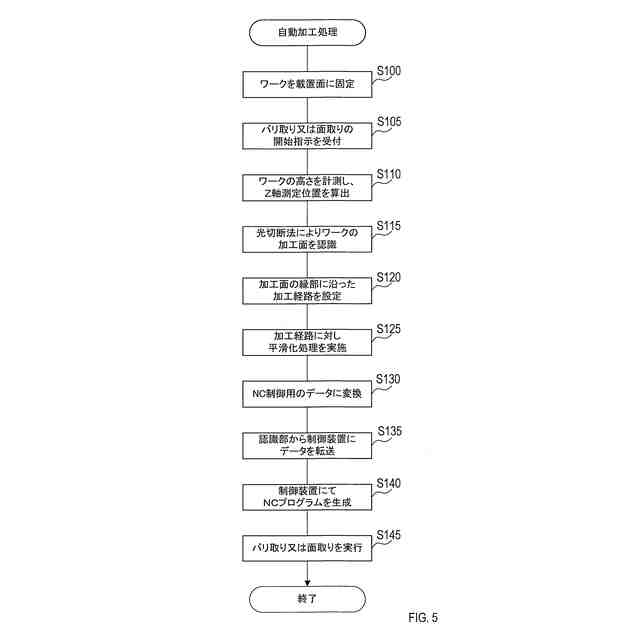
【解決手段】加工装置は、加工部と、設定部と、制御部と、を備える。加工部は、載置面に沿ったX軸方向及びY軸方向と、Z軸方向とに加工具を移動させるよう構成される。設定部は、カメラ及びレーザ照射器を用いた光切断法により、載置面に固定されたワークの外面における加工面の縁部を認識すると共に、縁部に沿った加工経路を設定する。制御部は、加工部を制御し、加工経路に沿って加工具を移動させることで、ワークにおける加工面の縁部のバリ取り又は面取りを行う。
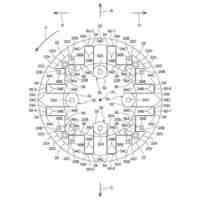
【選択図】図5
特許請求の範囲
【請求項1】
載置面に固定されたワークの加工を行うよう構成される加工装置であって、
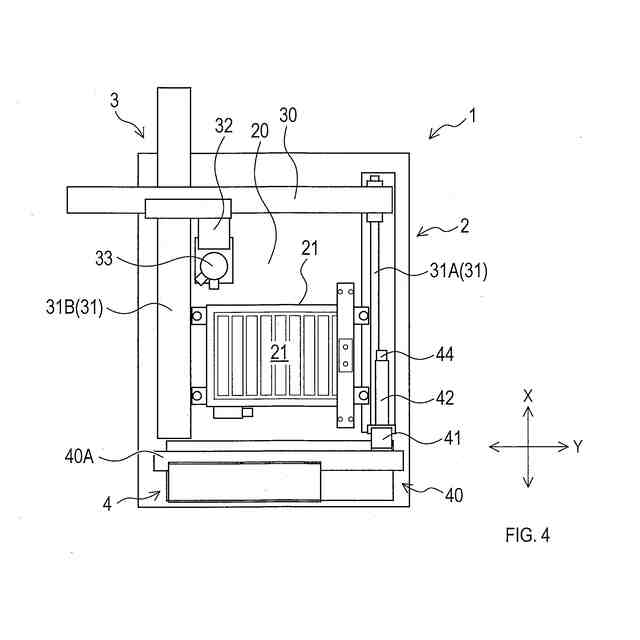
前記載置面に沿ったX軸方向と、前記載置面に沿っており、且つ、前記X軸方向と直交するY軸方向と、前記X軸方向及び前記Y軸方向に直交するZ軸方向とに加工具を移動させるよう構成された加工部と、
カメラ及びレーザ照射器を用いた光切断法により、前記ワークの外面における加工面の縁部を認識すると共に、前記縁部に沿った加工経路を設定するよう構成された設定部と、
前記加工部を制御し、前記加工経路に沿って前記加工具を移動させることで、前記ワークにおける前記加工面の前記縁部のバリ取り又は面取りを行うよう構成された制御部と、
を備える加工装置。
続きを表示(約 570 文字)
【請求項2】
請求項1に記載の加工装置であって、
前記加工面の前記縁部は、異なる方向に直線状に延びる第1及び第2区間と、これらの区間の交点とを含んでおり、
前記第1区間は、前記交点に向かって第1方向に延び、
前記第2区間は、前記交点に向かって第2方向に延び、
前記第1区間を前記第1方向に延長した線の端を、第1転換点とし、
前記第2区間を前記第2方向に延長した線の端を、第2転換点とし、
前記第1及び第2区間に沿った前記加工経路は、前記交点から前記第1転換点まで延びる区間と、前記第1転換点から前記第2転換点まで延びる区間と、前記第2転換点から前記交点まで延びる区間とを含む
加工装置。
【請求項3】
請求項1又は請求項2に記載の加工装置であって、
前記光切断法により前記ワークの高さを計測すると共に、前記ワークの高さに基づき、前記カメラ及び前記レーザ照射器の前記Z軸方向の位置であるZ軸測定位置を定める調整部をさらに備え、
前記設定部は、前記カメラ及び前記レーザ照射器を前記Z軸測定位置に移動させ、前記Z軸測定位置に位置する前記カメラ及び前記レーザ照射器により、前記加工面の前記縁部を認識すると共に、前記加工経路を設定する
加工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加工装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
多関節のロボットやNC加工装置により、ワークのバリ取りを行う技術が知られている(例えば、特許文献1)。ロボットによりバリ取りを行う場合には、ロボット対しティーチングを行い、バリ取りを行う箇所や、加工具を移動させる加工経路をロボットに認識させる必要がある。また、NC加工装置によりバリ取りを行う場合には、ワークの3DモデルやCAMデータに基づきNCプログラムを事前に準備する必要がある。
【先行技術文献】
【特許文献】
【0003】
特開平7-104829号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このため、形状の異なる多数のワークのバリ取りを行う場合には、各ワークに対応してティーチング作業を行ったり、NCプログラムを準備したりする必要があり、作業負荷が大きかった。
【0005】
本開示の一態様では、ワークのバリ取りや面取りを行う際の作業負荷を低減することを目的とする。
【課題を解決するための手段】
【0006】
本開示の一態様は、載置面に固定されたワークの加工を行うよう構成される加工装置であって、加工部と、設定部と、制御部と、を備える。加工部は、載置面に沿ったX軸方向と、載置面に沿っており、且つ、X軸方向と直交するY軸方向と、X軸方向及びY軸方向に直交するZ軸方向とに加工具を移動させるよう構成される。設定部は、カメラ及びレーザ照射器を用いた光切断法により、ワークの外面における加工面の縁部を認識すると共に、縁部に沿った加工経路を設定するよう構成される。制御部は、加工部を制御し、加工経路に沿って加工具を移動させることで、ワークにおける加工面の縁部のバリ取り又は面取りを行うよう構成される。
【0007】
上記構成によれば、ワークの加工面の縁部に沿った加工経路を自動的に設定し、該加工経路に沿って加工具を移動させることで、ワークのバリ取り又は面取りが行われる。このため、ワークのバリ取りや面取りを行う際の作業負荷を低減できる。
【0008】
本開示の一態様では、加工面の縁部は、異なる方向に直線状に延びる第1及び第2区間と、これらの区間の交点とを含んでいてもよい。第1区間は、交点に向かって第1方向に延びてもよい。第2区間は、交点に向かって第2方向に延びてもよい。第1区間を第1方向に延長した線の端を、第1転換点としてもよい。第2区間を第2方向に延長した線の端を、第2転換点としてもよい。第1及び第2区間に沿った加工経路は、交点から第1転換点まで延びる区間と、第1転換点から第2転換点まで延びる区間と、第2転換点から交点まで延びる区間とを含んでもよい。
【0009】
上記構成によれば、加工面の縁部における第1及び第2区間の交点周辺(換言すれば、角部周辺)におけるバリ取り又は面取りを、円滑に行うことができる。
本開示の一態様は、光切断法によりワークの高さを計測すると共に、ワークの高さに基づき、カメラ及びレーザ照射器のZ軸方向の位置であるZ軸測定位置を定める調整部をさらに備えてもよい。設定部は、カメラ及びレーザ照射器をZ軸測定位置に移動させ、Z軸測定位置に位置するカメラ及びレーザ照射器により、加工面の縁部を認識すると共に、加工経路を設定してもよい。
【0010】
上記構成によれば、加工面の縁部を認識する際の精度が向上する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
岩田工機株式会社
加工装置
1か月前
エイブリック株式会社
基準電流源
12日前
株式会社クボタ
作業車
1か月前
ミネベアミツミ株式会社
入力装置
2か月前
株式会社エクセディ
作業ロボット
1か月前
アズビル株式会社
流量制御システム
1か月前
トヨタ自動車株式会社
自動作業装置
1か月前
オムロン株式会社
開発装置、開発方法
1か月前
株式会社ダイフク
搬送設備
1か月前
三菱電機株式会社
移動体制御装置
1か月前
株式会社ダイフク
物品搬送設備
1か月前
マキノジェイ株式会社
工作機械
11日前
岩田工機株式会社
加工装置
1か月前
村田機械株式会社
搬送車システム
1か月前
株式会社デンソー
過電流検出回路
1か月前
村田機械株式会社
無人搬送車システム
24日前
日置電機株式会社
信号出力装置および抵抗測定装置
1か月前
オムロン株式会社
サポート装置およびサポート方法
11日前
横河電機株式会社
ロボット管理システム
19日前
日本精工株式会社
制御システムおよび制御方法
1か月前
CKD日機電装株式会社
カスケード形PID制御系の設計法
26日前
日本精工株式会社
制御システムおよび制御方法
1か月前
日本精工株式会社
制御システムおよび制御方法
1か月前
日本精工株式会社
制御システムおよび制御方法
1か月前
ローム株式会社
電圧生成回路
9日前
株式会社デンソー
ペダル装置
11日前
シャープ株式会社
走行システム及び走行方法
1か月前
多摩川精機株式会社
突入電流防止回路
1か月前
株式会社ディスコ
加工装置
1か月前
ローム株式会社
リニアレギュレータ
1か月前
富士電機株式会社
予測装置、予測方法及びプログラム
1か月前
株式会社日立製作所
設備診断装置及び設備診断方法
2か月前
アマノ株式会社
自律走行装置およびその妥当性評価方法
17日前
オムロン株式会社
回転体ユニットおよびこれを備えた操作装置
4日前
清水建設株式会社
自律移動ロボット
2か月前
清水建設株式会社
自律移動ロボット
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ