TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024085538
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200102
出願日
2022-12-15
発明の名称
鋳型の製造方法、鋳型の製造システム、及び鋳物の製造方法
出願人
新東工業株式会社
代理人
個人
,
個人
,
個人
主分類
B22C
9/12 20060101AFI20240620BHJP(鋳造;粉末冶金)
要約
【課題】水ガラスを含む鋳型の注湯時における変形を低減できる技術を提供する。
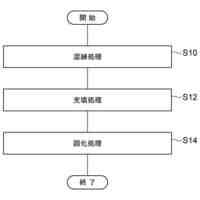
【解決手段】鋳型の製造方法は、水ガラスから構成されるバインダを含む鋳型の製造方法である。この鋳型の製造方法は、鋳型を造型する工程と、造型された鋳型を抜型する工程と、抜型された鋳型を脱水処理する工程とを備える。
【選択図】図2
特許請求の範囲
【請求項1】
水ガラスから構成されるバインダを含む鋳型の製造方法であって、
前記鋳型を造型する工程と、
造型された前記鋳型を抜型する工程と、
抜型された前記鋳型を脱水処理する工程と、
を備える、鋳型の製造方法。
続きを表示(約 620 文字)
【請求項2】
前記脱水処理する工程では、抜型された前記鋳型を熱処理する、
請求項1に記載の鋳型の製造方法。
【請求項3】
前記熱処理する工程では、200℃以上、かつ、280℃以下の温度で前記熱処理を行う、
請求項2に記載の鋳型の製造方法。
【請求項4】
前記熱処理する工程では、5分間以上、かつ、25分間以下の時間で前記熱処理を行う、
請求項2に記載の鋳型の製造方法。
【請求項5】
請求項1~4の何れか一項に記載の鋳型の製造方法を含む鋳物の製造方法であって、
脱水処理された前記鋳型に注湯する工程を備え、
前記注湯する工程では、注湯温度が1000℃以上の金属が注湯される、
鋳物の製造方法。
【請求項6】
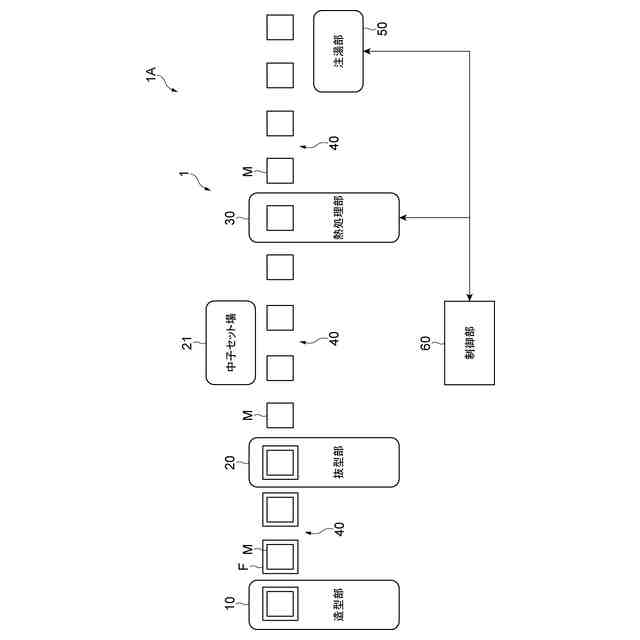
水ガラスから構成されるバインダを含む鋳型の製造システムであって、
前記鋳型を造型する造型部と、
造型された前記鋳型を抜型する抜型部と、
抜型された前記鋳型を熱処理する熱処理部と、
前記造型部と、前記抜型部と、前記熱処理部と、熱処理された前記鋳型に注湯する注湯部とを接続している搬送経路に沿って前記鋳型を搬送する搬送部と、
を備え、
前記搬送経路において、前記熱処理部は、前記抜型部の下流、かつ、前記注湯部の上流に配置されている、
鋳型の製造システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋳型の製造方法、鋳型の製造システム、及び鋳物の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1は、無機コーテッドサンドを用いた鋳型の製造方法を開示する。無機コーテッドサンドは、耐火性骨材と、耐火性骨材の表面を被覆した水ガラスから構成されたバインダとを有する。バインダはカルシウム化合物を含有する。無機コーテッドサンドは、加熱された成形金型に充填されて造型される。水ガラスとカルシウム化合物とは、鋳造時に溶融金属の熱で反応し、高融点結晶に結晶化する。高融点結晶は溶融金属の熱に曝されても溶融しないため、鋳型の変形が抑制される。
【先行技術文献】
【特許文献】
【0003】
特開2021-109236号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1記載の製造方法は、水ガラスにカルシウム化合物を添加する必要がある。より簡易な手法で鋳型の注湯時における変形を抑制するために、改善の余地がある。本開示は、水ガラスを含む鋳型を用いて寸法精度の高い鋳物を得る技術を提供する。
【課題を解決するための手段】
【0005】
本開示の一側面に係る製造方法は、水ガラスから構成されるバインダを含む鋳型の製造方法である。この鋳型の製造方法は、以下の(1)~(3)の工程を備える。
(1)鋳型を造型する工程。
(2)造型された鋳型を抜型する工程。
(3)抜型された鋳型を脱水処理する工程。
【発明の効果】
【0006】
本開示によれば、水ガラスを含む鋳型を用いて寸法精度の高い鋳物を得る技術が提供される。
【図面の簡単な説明】
【0007】
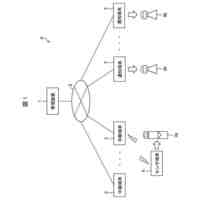
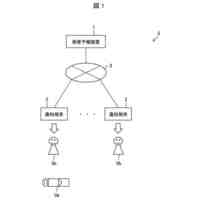
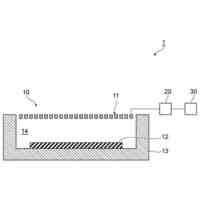
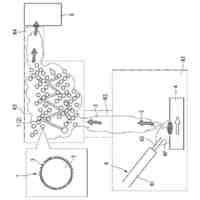
図1は、実施形態に係る鋳型の製造システムの一例を概略的に示す構成図である。
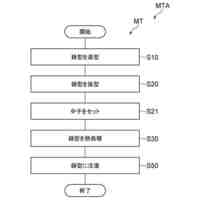
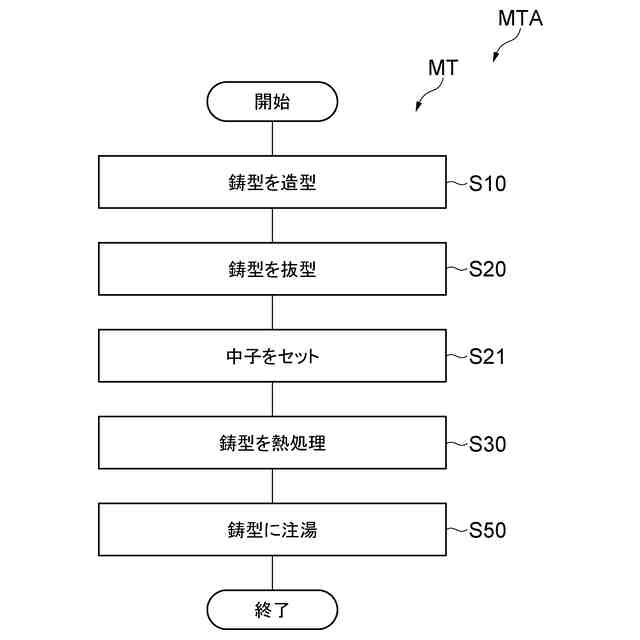
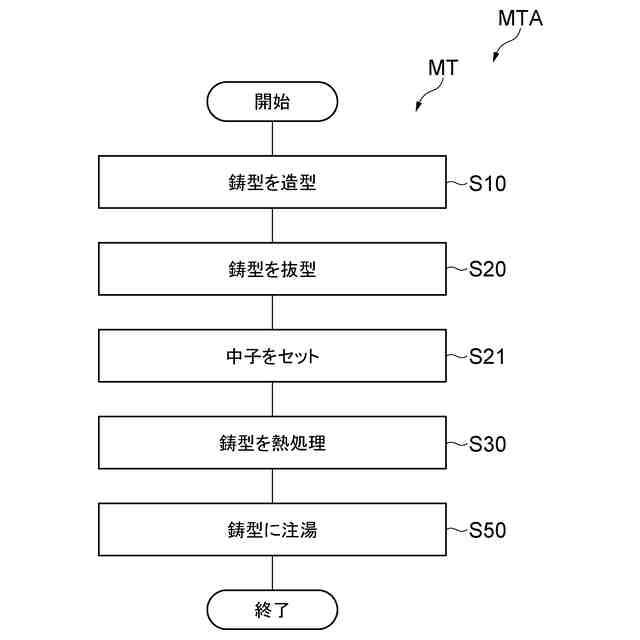
図2は、実施形態に係る鋳型の製造方法を示すフローチャートである。
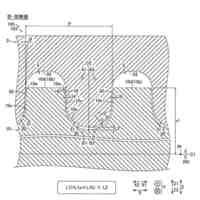
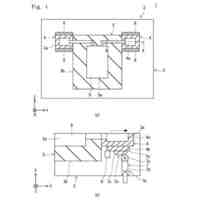
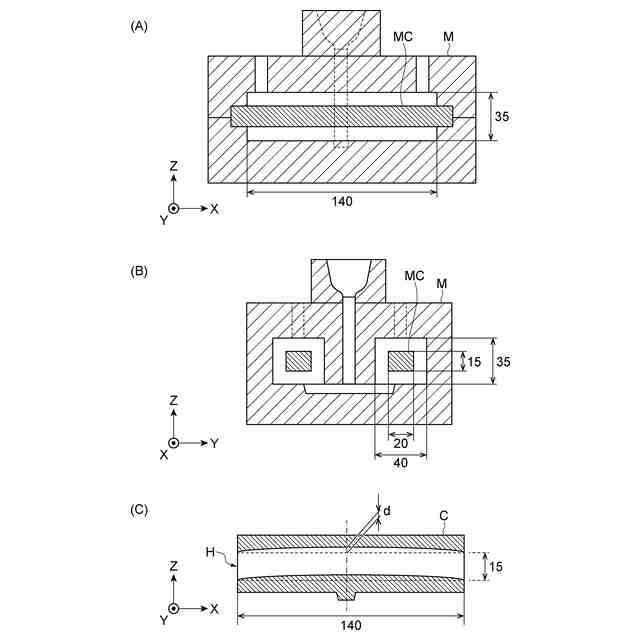
図3の(A)は、実施例及び比較例に用いられる鋳型の寸法構成を示す断面図である。図3の(B)は、鋳型の寸法構成を示す断面図である。図3の(C)は、実施例及び比較例に用いられた鋳物の変形量を示す断面図である。
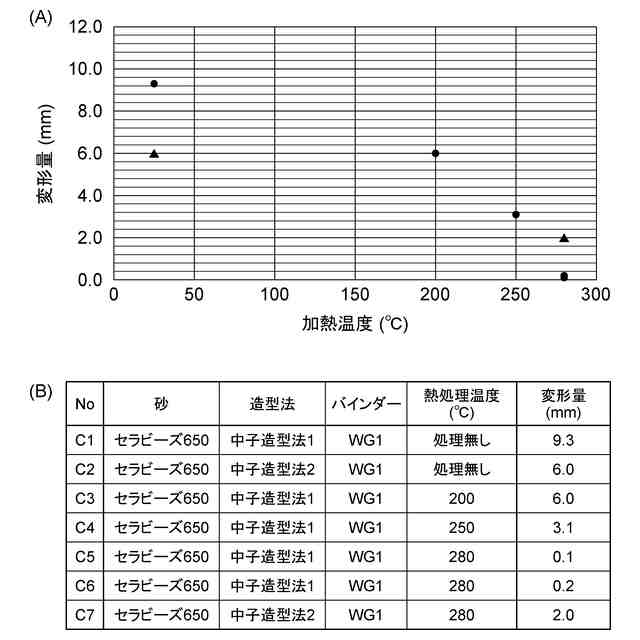
図4の(A)は、実施例での熱処理温度と変形量との関係を示すグラフである。図4の(B)は、実施例での熱処理温度と変形量との関係を示すデータである。
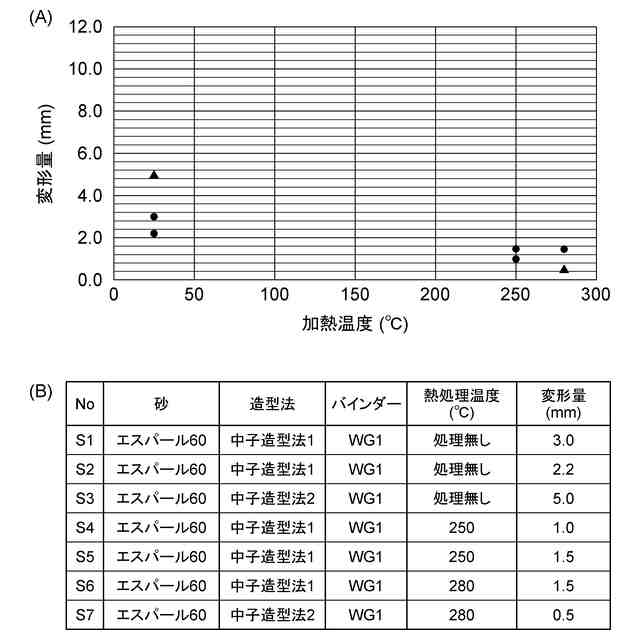
図5の(A)は、別の実施例での熱処理温度と変形量との関係を示すグラフである。図5の(B)は、別の実施例での熱処理温度と変形量との関係を示すデータである。
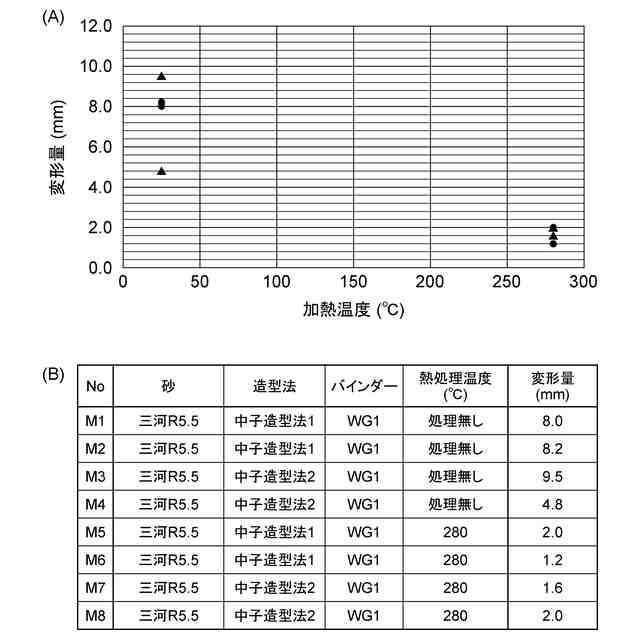
図6の(A)は、更に別の実施例での熱処理温度と変形量との関係を示すグラフである。図6の(B)は、更に別の実施例での熱処理温度と変形量との関係を示すデータである。
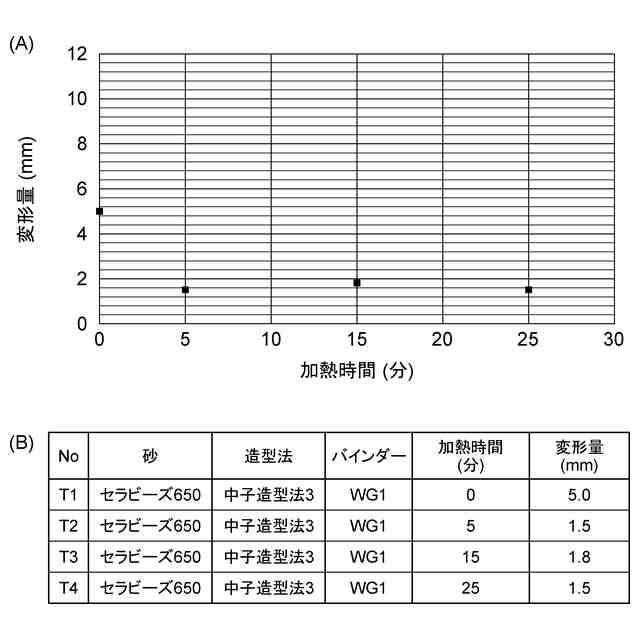
図7の(A)は、実施例での熱処理時間と変形量との関係を示すグラフである。図7の(B)は、実施例での熱処理時間と変形量との関係を示すデータである。
【発明を実施するための形態】
【0008】
[本開示の実施形態の概要]
最初に、本開示の実施形態の概要を説明する。
【0009】
(条項1) 本開示の一側面に係る鋳型の製造方法は、水ガラスから構成されるバインダを含む鋳型の製造方法である。この鋳型の製造方法は、以下の(1)~(3)の工程を備える。
(1)鋳型を造型する工程。
(2)造型された鋳型を抜型する工程。
(3)抜型された鋳型を脱水処理する工程。
【0010】
条項1に係る鋳型の製造方法では、抜型された鋳型は脱水処理される。脱水処理によって鋳型に含まれる水ガラスの結合水は除去されるので、鋳型に含まれる結合水の量は減少する。注湯時において、鋳型から発生する水蒸気の量が減少することで、バインダの結合力が水蒸気によって低下することが抑制される。つまり、この製造方法では、注湯時において変形しにくい鋳型が製造される。よって、この製造方法によれば、水ガラスを含む鋳型を用いて寸法精度の高い鋳物を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
混練機
2か月前
新東工業株式会社
集塵機
2か月前
新東工業株式会社
バイオマスガス化炉
1か月前
新東工業株式会社
操作装置および台車
1か月前
新東工業株式会社
モニタリングシステム
2か月前
新東工業株式会社
管理装置及び管理方法
2か月前
新東工業株式会社
解枠システム及び解枠方法
25日前
新東工業株式会社
鋳型造型方法及び鋳型材料
2か月前
新東工業株式会社
トルクセンサおよびロボット
1か月前
新東工業株式会社
排便予報装置及び排便予報方法
12日前
新東工業株式会社
スクリュ装置及びブリケットマシン
2か月前
新東工業株式会社
判定装置、判定方法、及びセンサ装置
1か月前
新東工業株式会社
判定装置、判定方法、及び判定システム
1か月前
新東工業株式会社
判定装置、判定方法、及び判定システム
1か月前
新東工業株式会社
投射材の噴射方法及び投射材の噴射システム
2か月前
新東工業株式会社
残留オーステナイト測定用基準片の製造方法
12日前
新東工業株式会社
ガス測定器、ガス測定システム、及びガス測定方法
1か月前
新東工業株式会社
鋳型の製造方法、鋳型の製造システム、及び鋳物の製造方法
3日前
芝浦機械株式会社
成形機
2か月前
芝浦機械株式会社
成形装置
1か月前
トヨタ自動車株式会社
保持炉
2か月前
トヨタ自動車株式会社
鋳造装置
2か月前
トヨタ自動車株式会社
金型装置
1か月前
リョービ株式会社
ダイカスト金型
3か月前
芝浦機械株式会社
ダイカストマシン
1か月前
日本製鉄株式会社
電磁ブレーキ装置
1か月前
株式会社プロテリアル
インゴットの鋳造方法
3か月前
トヨタ自動車株式会社
ダイカスト金型
3日前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
2か月前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
3か月前
株式会社日本高熱工業社
離型剤塗布装置
6日前
トヨタ自動車株式会社
金型の温度制御方法
2か月前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ