TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024083981
公報種別
公開特許公報(A)
公開日
2024-06-24
出願番号
2022198109
出願日
2022-12-12
発明の名称
円環状基板の検査装置及び検査方法
出願人
株式会社神戸製鋼所
,
株式会社エスピーテック
代理人
弁理士法人栄光事務所
主分類
G01N
21/95 20060101AFI20240617BHJP(測定;試験)
要約
【課題】事前の準備工程を設けたり、検査中に搬送手段を止めたりすることなく、連続して検査が可能であり、複数の光源や補正処理を必要とすることなく、圧延した金属板から打ち抜かれた円環状基板の欠陥を正確に検出できる円環状基板の検査装置及び検査方法を提供することを目的とする。
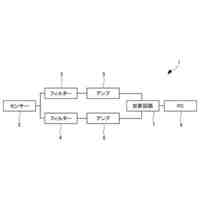
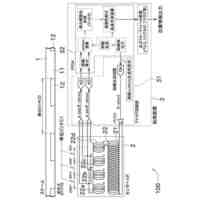
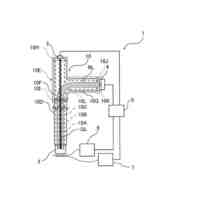
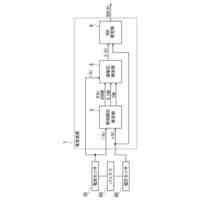
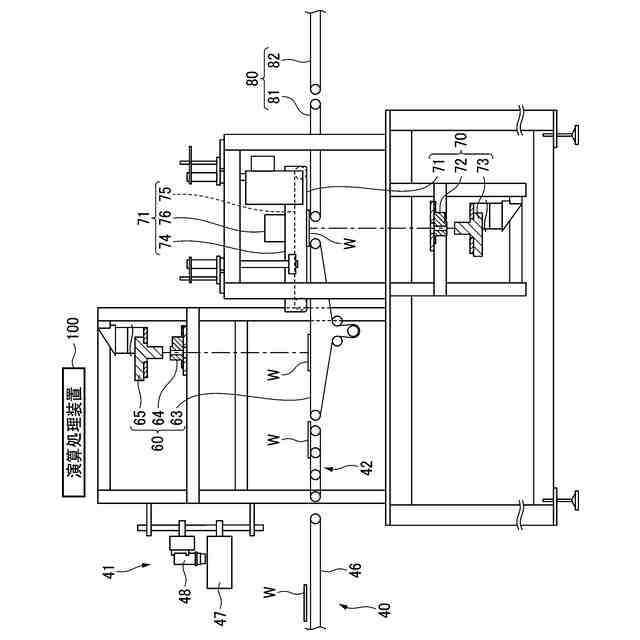
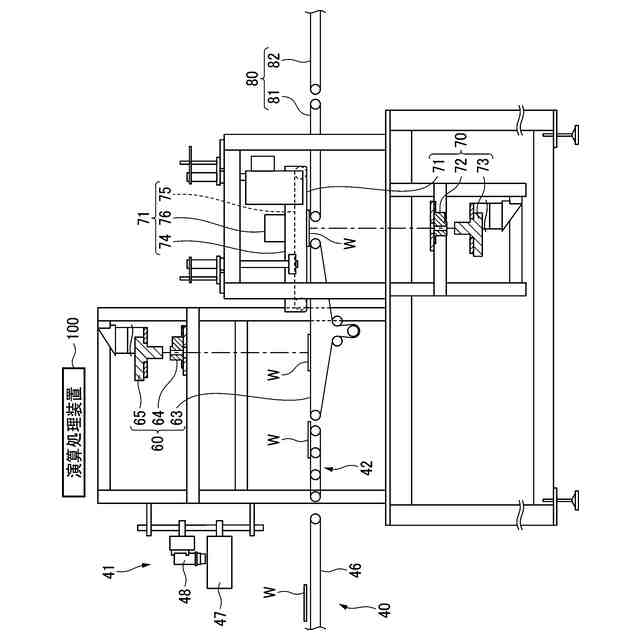
【解決手段】搬送される円環状基板の圧延目又は研削目を検出するとともに、検出された圧延目又は研削目を一定方向に揃えるように円環状基板の圧延目又は研削目を調整する調整部と、圧延目又は研削目が一定方向に揃えられた円環状基板を搬送する検査コンベアと、円環状基板に対して上方から光を照射する第1の照明装置と、円環状基板の光照射面を撮影する第1のラインカメラと、を有し、第1のラインカメラによって撮像された光照射面の画像を用いて、円環状基板の表面の欠陥を検査する第1の欠陥検査部と、を備える。
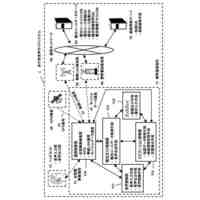
【選択図】図5
特許請求の範囲
【請求項1】
圧延金属板から打ち抜いた円環状基板の表面に存在する欠陥を検査する円環状基板の検査装置であって、
搬送される前記円環状基板の圧延目又は研削目を検出するとともに、検出された圧延目又は研削目を一定方向に揃えるように前記円環状基板の圧延目又は研削目を調整する調整部と、
圧延目又は研削目が一定方向に揃えられた前記円環状基板を搬送する検査コンベアと、前記円環状基板に対して上方から光を照射する第1の照明装置と、前記円環状基板の光照射面を撮影する第1のラインカメラと、を有し、前記第1のラインカメラによって撮像された前記光照射面の画像を用いて、前記円環状基板の表面の欠陥を検査する第1の欠陥検査部と、を備える、
円環状基板の検査装置。
続きを表示(約 1,900 文字)
【請求項2】
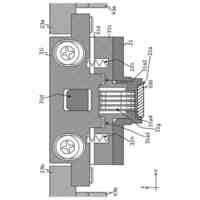
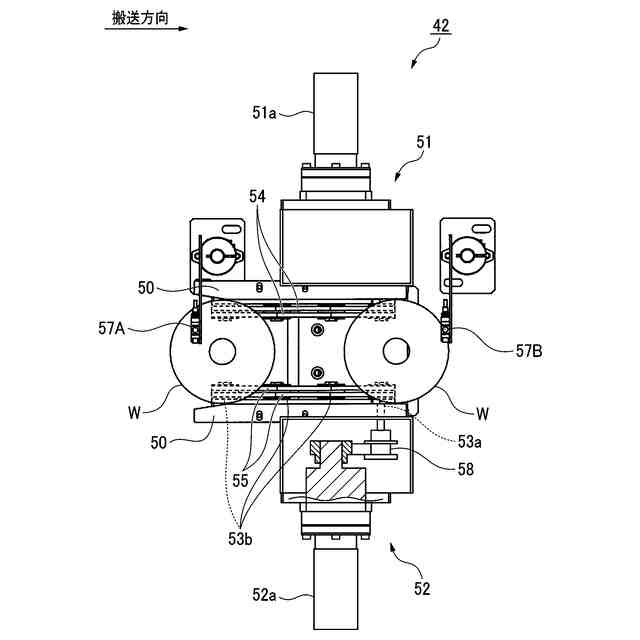
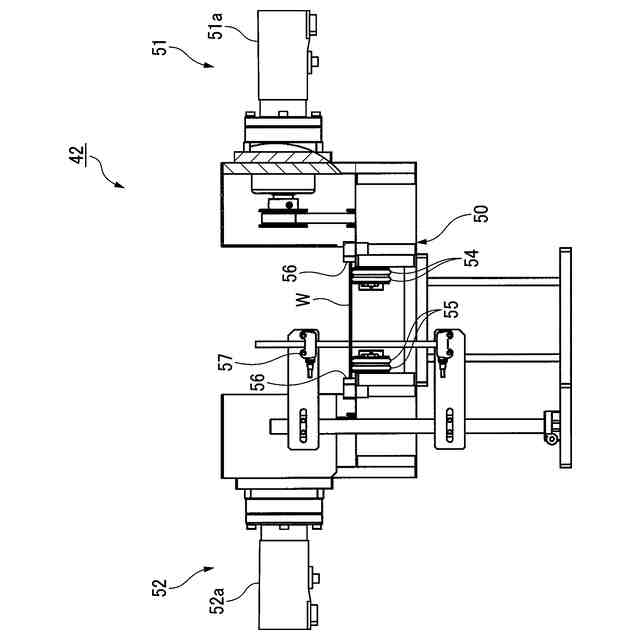
圧延目又は研削目が一定方向に揃えられた前記円環状基板の上面側を吸着して搬送する基板保持装置と、前記基板保持装置によって上面側が保持される前記円環状基板に対して下方から光を照射する第2の照明装置と、前記円環状基板の光照射面を撮影する第2のラインカメラと、を有し、前記第2のラインカメラによって撮像された前記光照射面の画像を用いて、前記円環状基板の裏面の欠陥を検査する第2の欠陥検査部、をさらに備える、
請求項1に記載の円環状基板の検査装置。
【請求項3】
前記基板保持装置は、平面視で前記第2のラインカメラと重なる位置に配置されて前記円環状基板の上面中央側を吸引する吸引装置と、搬送方向に沿って延設されて前記円環状基板の上面の外周両端を支持するように配置された左右一対の吸着搬送ベルトと、を有する、
請求項2に記載の円環状基板の検査装置。
【請求項4】
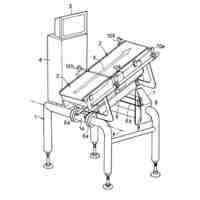
前記調整部は、
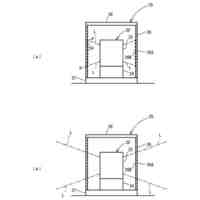
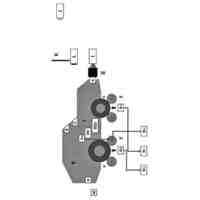
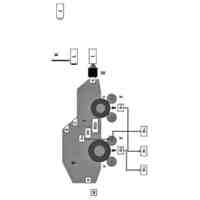
前記円環状基板の圧延目又は研削目を検出するための照明装置と、前記光が照射された前記円環状基板の光照射面を撮影するエリアカメラと、搬送方向に沿って左右に並べて配置されて互いの搬送速度を異ならせて搬送するように互いに独立して駆動される第1の角度振りコンベア部及び第2の角度振りコンベア部と、を有し、
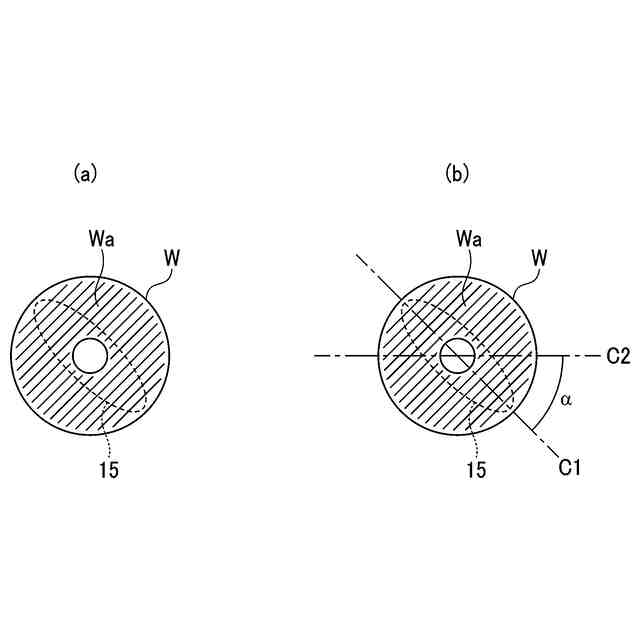
前記円環状基板の圧延目又は研削目と直交する方向に現れる光芒を前記エリアカメラで撮影するとともに、搬送方向に対して前記光芒の軸線がなす角度を検出し、前記角度を基に、前記第1の角度振りコンベア部及び前記第2の角度振りコンベア部の各搬送速度を調整して前記円環状基板を搬送しながら水平に回転させることにより、前記角度を前記円環状基板の搬送方向に対して所定の範囲内に揃える、
請求項1に記載の円環状基板の検査装置。
【請求項5】
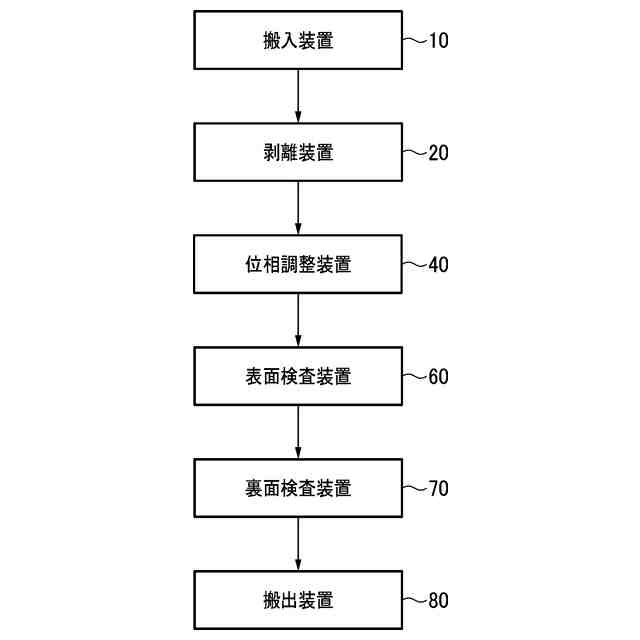
前記調整部の上流に設けられ、複数の前記円環状基板を積層した円柱状の積層体を搬入する搬入機構と、
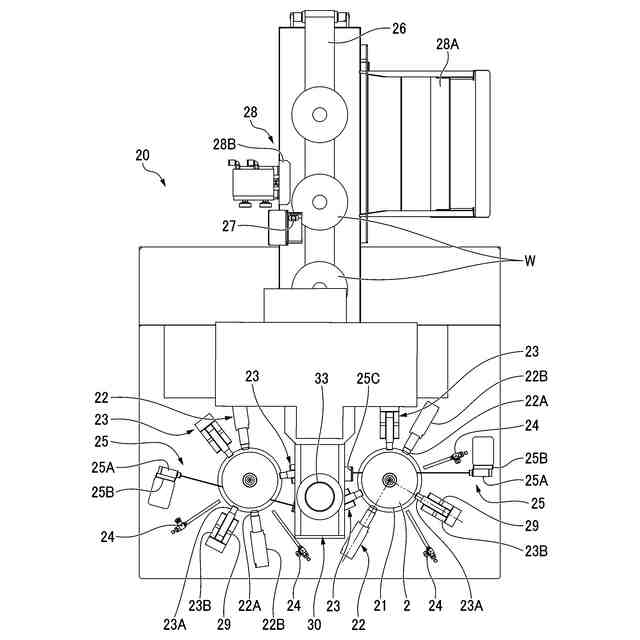
前記搬入機構により搬入された前記積層体の上から1枚目の前記円環状基板を剥離する剥離機構と、を備える
請求項1に記載の円環状基板の検査装置。
【請求項6】
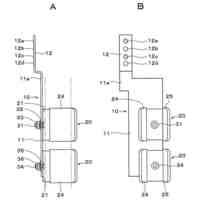
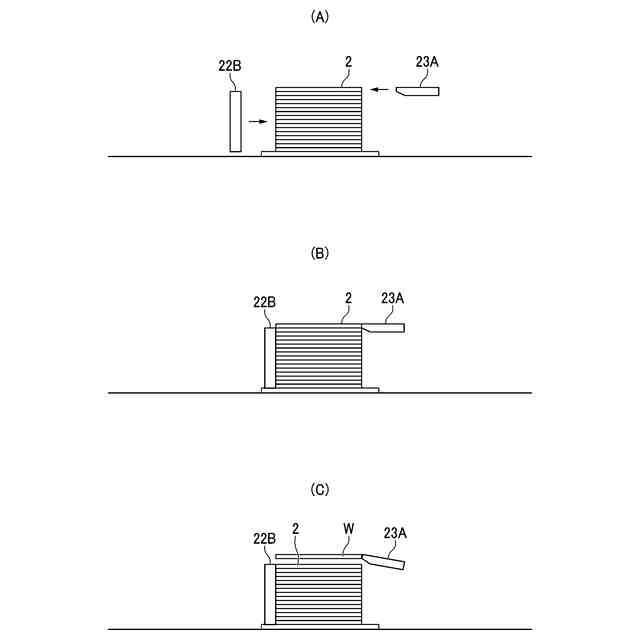
前記剥離機構は、上から1枚目の前記円環状基板を除いた前記積層体の外周面を押さえる押さえ部と、前記積層体の上から1枚目の前記円環状基板を前記積層体から剥離させる剥離爪と、前記剥離爪により剥離された前記円環状基板を搬送する剥離搬送装置と、を有する、
請求項5に記載の円環状基板の検査装置。
【請求項7】
前記剥離搬送装置は、平面視で前記積層体と重なる位置に配置されて前記円環状基板の上面中央側を吸引する吸引装置と、搬送方向に沿って延設されて前記円環状基板の上面の外周両端を支持するように左右一対配置された吸着搬送ベルトと、を有する、
請求項6に記載の円環状基板の検査装置。
【請求項8】
前記剥離機構は、前記積層体から剥離された前記円環状基板が2枚以上重なった重なり状態であることを検出する厚さ検出センサと、重なり状態の前記円環状基板を搬送経路から排出する重なり基板排出部とを、さらに有する、
請求項5~7のいずれか1項に記載の円環状基板の検査装置。
【請求項9】
検査が完了した前記円環状基板を搬出する搬出機構を備え、
前記搬出機構は、検査が完了した前記円環状基板を、欠陥が発見されなかった前記円環状基板を搬出する第1搬出部と、欠陥が発見された前記円環状基板を搬出する第2搬出部と、第1の欠陥検査部の検査に不具合があった前記円環状基板を搬出する第3搬出部と、に振り分ける、
請求項1に記載の円環状基板の検査装置。
【請求項10】
圧延金属板から打ち抜いた円環状基板の表面に存在する欠陥を検査する円環状基板の検査方法であって、
搬送される前記円環状基板の圧延目又は研削目を検出するとともに、検出された圧延目又は研削目を一定方向に揃えるように前記円環状基板の圧延目又は研削目を調整する調整工程と、
圧延目又は研削目が一定方向に揃えられた状態で搬送される前記円環状基板に対して、第1の照明装置によって前記円環状基板に対して上方から光を照射し、第1のラインカメラによって撮像された前記円環状基板の光照射面の画像を用いて、前記円環状基板の表面の欠陥を検査する第1の欠陥検査工程と、を備える、
円環状基板の検査方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延した金属板から打ち抜いた円環状基板の表面に存在する疵等の欠陥を検査する円環状基板の検査装置及び検査方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ハードディスク駆動装置等の情報記憶装置に用いられるディスク基板は、一般に、アルミニウムによって製造されている。ディスク基板の製造では、アルミニウム合金を圧延し、圧延されたアルミニウム板を円環状に打抜いてディスクブランクとし、ディスクブランクを加圧焼鈍して平面化し、研削による鏡面加工を行ってグラウンド・サブストレート基板(以下、アルミニウム基板とも言う)を形成する。その後、この基板の表面に、ニッケル-リンめっきを施し、研磨による鏡面加工を行った後、その上から磁性膜をスパッタリングにより成膜することが行われている。
【0003】
その際、アルミニウム基板の表面に疵や錆び等の欠陥があると、後工程の研磨作業によっても除去することができず、不良品となることがある。現在、資源枯渇の観点から、様々なもののリサイクルが進み、多量に消費されている金属のリサイクルも以前から行われていることから、アルミニウム基板からアルミニウム基板へ効率的な再利用を図るには、不良のアルミニウム基板を出荷前に確実に選別して排除することが重要である。そこで、アルミニウム基板を矯正焼鈍する前に、アルミニウム基板の表面の疵や異物からなる欠陥の有無を検査することがある。
【0004】
このアルミニウム基板の表面の検査では一般に、光学的な検査装置が用いられており、検査装置に搬送されてきたディスク基板の表面を照明装置で照明し、アルミニウム基板の表面の画像を撮像装置によって取り込み、欠陥の有無の判定を行っている。
【0005】
しかし、検査装置に搬送されてくるアルミニウム基板の表面には、アルミニウム合金を圧延した際の「圧延目」や、研削による鏡面加工に伴う「研削目」と称される筋状の微小凹凸が一方向に沿って形成されており、照明光の反射に影響を与えている。この圧延目は、検査装置で搬送される際に、必ずしも一定方向に揃っていないため、圧延目の方向によっては照明光が散乱反射されてコントラストが確保できず、アルミニウム基板の表面の欠陥を正確に確認できないという問題がある。
【0006】
このような問題に対して、例えば、特許文献1では、圧延後の金属条材を打ち抜いた磁気ディスク用ブランク材の矯正焼鈍を行う前に、ブランク載置台回転によって各ブランク材の面の圧延目が一定方向で揃うように回転操作し、圧延目が揃った状態で一枚ずつ積み重ねることを特徴とする積層ブランクを矯正焼鈍する方法が提案されている。
【0007】
また、特許文献2では、ターンテーブルの回転による缶蓋の圧延方向の変化にともなって、缶蓋のカール部に塗布したコンパウンドのショルダー側境界部を照明する照明方向を変更して被測定部分の輝度を均一化して撮影する缶蓋のコンパウンド塗膜位置検査方法が提案されている。
【先行技術文献】
【特許文献】
【0008】
特開2001-148119号公報
特開昭63-151803号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1では、事前にブランクの圧延目を揃えた状態で積層する工程を設けることで、圧延目を揃えた状態でアルミニウム基板の矯正焼鈍できるものであるが、アルミニウム基板の検査の直前に圧延目を揃える手段を配置することで検査の不具合を解消し得ることについては記載されておらず、示唆もされていない。
【0010】
また、特許文献2では、高精度で検査を行うためには、照明装置による照射方向を適宜変更するために照明装置を動かしたり、照明装置の数を増やしたりする必要があり、高精度検査を行うためには困難を伴なう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オンキヨー株式会社
システム
11日前
株式会社ヨコオ
検査治具
23日前
個人
歩行者音声ガイドシステム
22日前
横河電機株式会社
光学プローブ
11日前
昭電工業株式会社
測定装置
24日前
太陽誘電株式会社
検出装置
18日前
株式会社豊田自動織機
無人走行体
26日前
大和製衡株式会社
重量選別機
16日前
村田機械株式会社
変位検出装置
26日前
キーコム株式会社
試験システム
29日前
株式会社ニシヤマ
物品取付装置
19日前
株式会社ニシヤマ
物品取付装置
19日前
矢崎総業株式会社
センサ
18日前
キーコム株式会社
試験システム
29日前
株式会社東芝
センサ
3日前
トヨタ自動車株式会社
測定治具
26日前
大同特殊鋼株式会社
形状検出装置
18日前
個人
氷河融雪水流出量の推定方法
10日前
TDK株式会社
磁気センサ
23日前
株式会社ミツトヨ
光学式エンコーダ
24日前
三菱マテリアル株式会社
温度センサ
19日前
三晶エムイーシー株式会社
試料容器
4日前
トヨタ自動車株式会社
劣化推定装置
19日前
オムロン株式会社
スイッチング装置
29日前
株式会社島津製作所
分析装置
18日前
株式会社不二越
X線測定装置
26日前
三菱マテリアル株式会社
温度センサ
11日前
トヨタ自動車株式会社
空燃比算出装置
26日前
株式会社ダイヘン
異常検出装置
16日前
マレリ株式会社
推定装置
2日前
トヨタ自動車株式会社
電気機器
22日前
東海電子株式会社
アルコール測定装置
11日前
日本メクトロン株式会社
部品実装基板
29日前
株式会社フジキン
濃度測定装置
23日前
ミイシステム株式会社
非接触信号状態判定装置
22日前
株式会社不二越
X線回折測定装置
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ