TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024083290
公報種別
公開特許公報(A)
公開日
2024-06-20
出願番号
2023206705
出願日
2023-12-07
発明の名称
欠陥検査方法
出願人
積水化学工業株式会社
,
国立大学法人九州工業大学
代理人
個人
,
個人
主分類
G01R
31/12 20200101AFI20240613BHJP(測定;試験)
要約
【課題】微小なボイドが欠陥原因となる樹脂基板においても、非破壊の簡易な方法で長期信頼性を評価することが可能な欠陥検査方法を提供する。
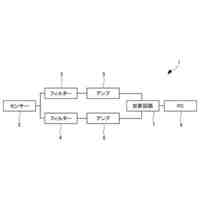
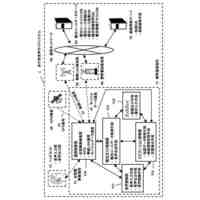
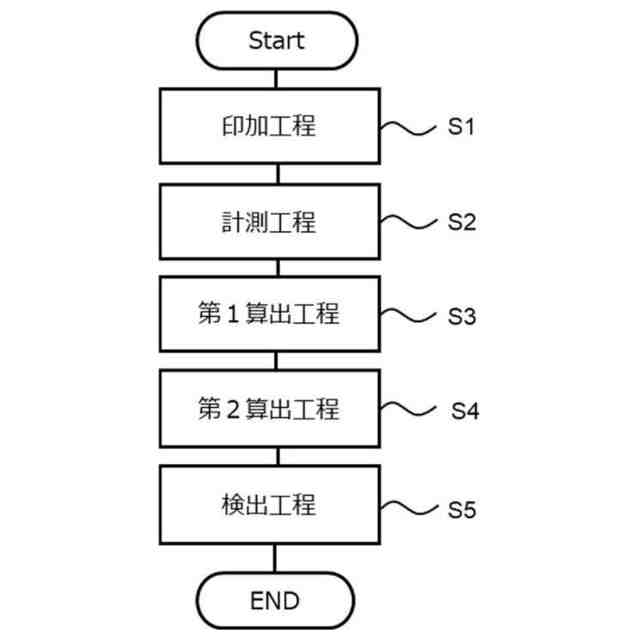
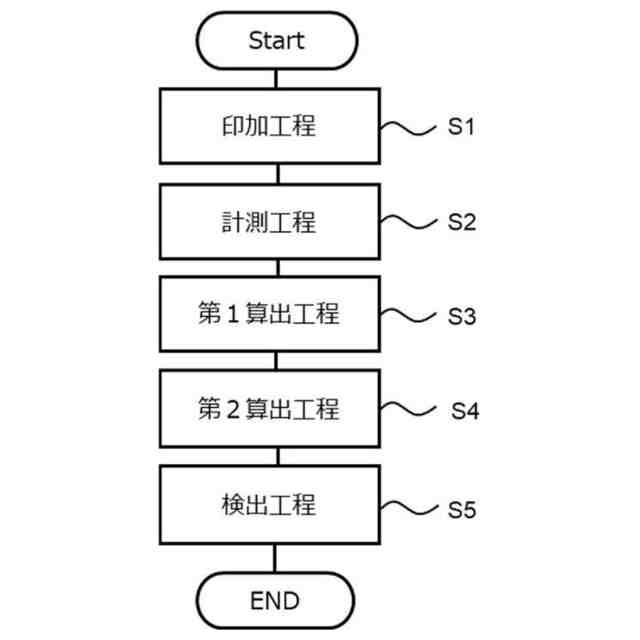
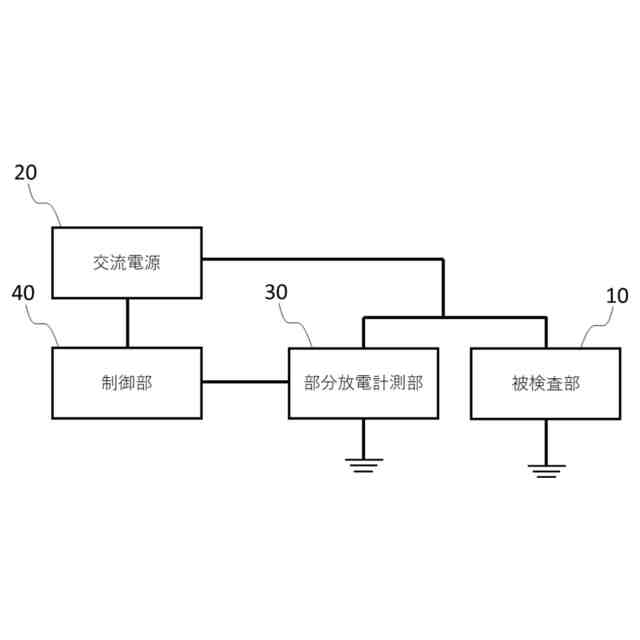
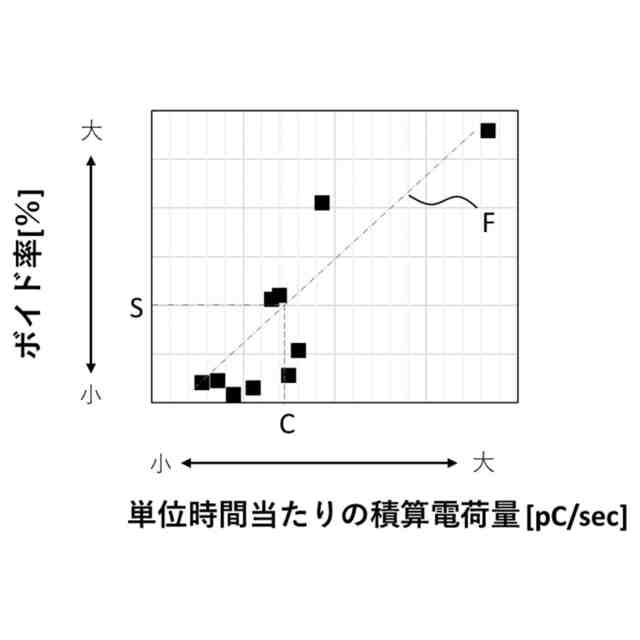
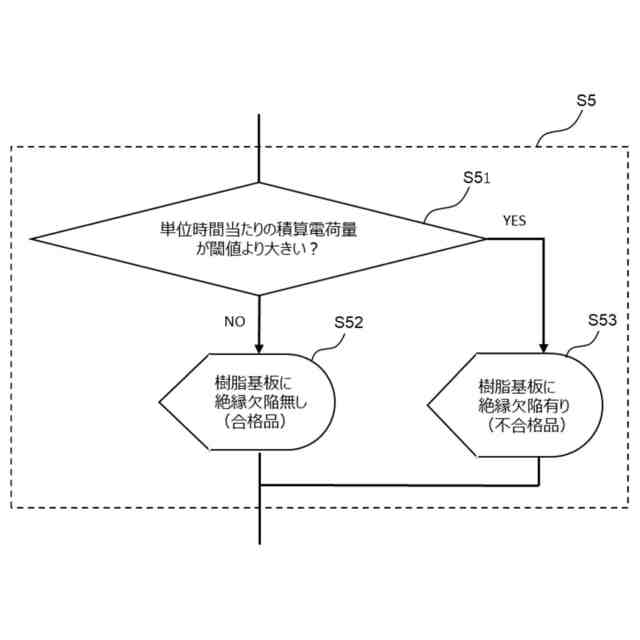
【解決手段】本発明の欠陥検査方法は、被検査体である樹脂基板に対して絶縁破壊電圧よりも低い交流電圧を印加する印加工程S1と、印加工程における樹脂基板に対する交流電圧の印加開始から印加終了までの印加時間に、樹脂基板から発生する部分放電を計測する計測工程S2と、印加時間に計測された部分放電の積算電荷量を算出する第1算出工程S3と、積算電荷量(pC)を印加時間(sec)で除算し、単位時間当たりの積算電荷量(pC/sec)を算出する第2算出工程S4と、算出された前記単位時間当たりの積算電荷量(pC/sec)に基づいて、樹脂基板の絶縁欠陥の有無を検出する検出工程S5とを含む。
【選択図】図1
特許請求の範囲
【請求項1】
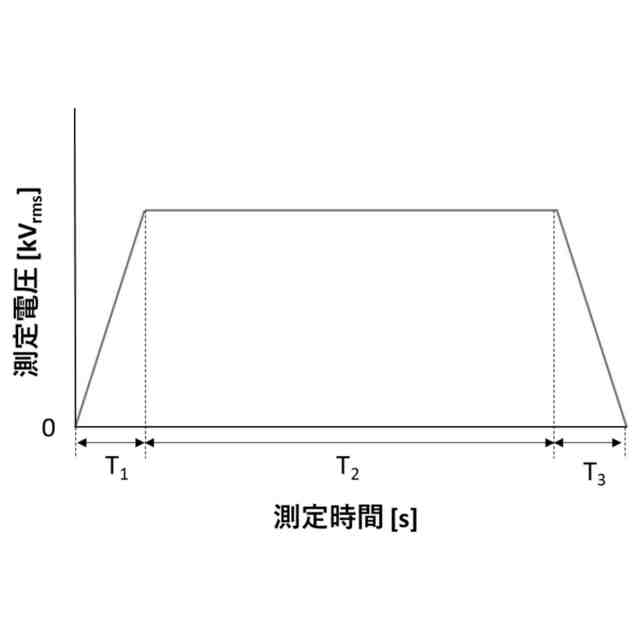
被検査体である樹脂基板に対して絶縁破壊電圧よりも低い交流電圧を印加する印加工程と、
前記印加工程における前記樹脂基板に対する前記交流電圧の印加開始から印加終了までの印加時間に、前記樹脂基板から発生する部分放電を計測する計測工程と、
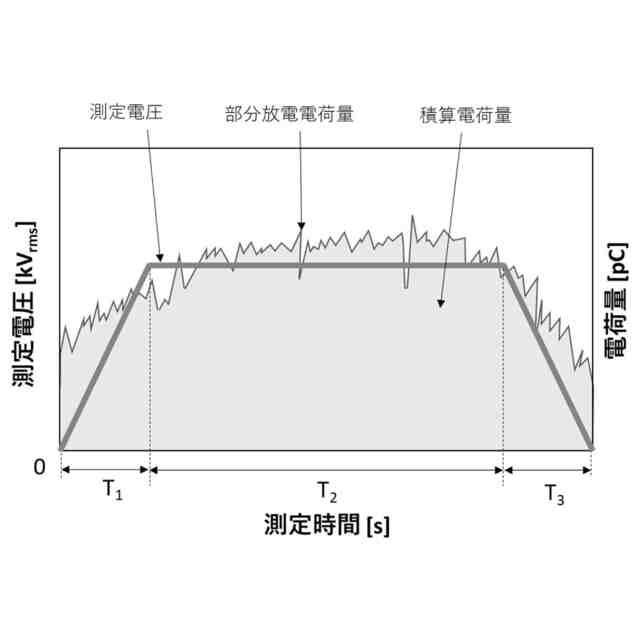
前記印加時間に計測された前記部分放電の積算電荷量を算出する第1算出工程と、
前記積算電荷量(pC)を前記印加時間(sec)で除算し、単位時間当たりの積算電荷量(pC/sec)を算出する第2算出工程と、
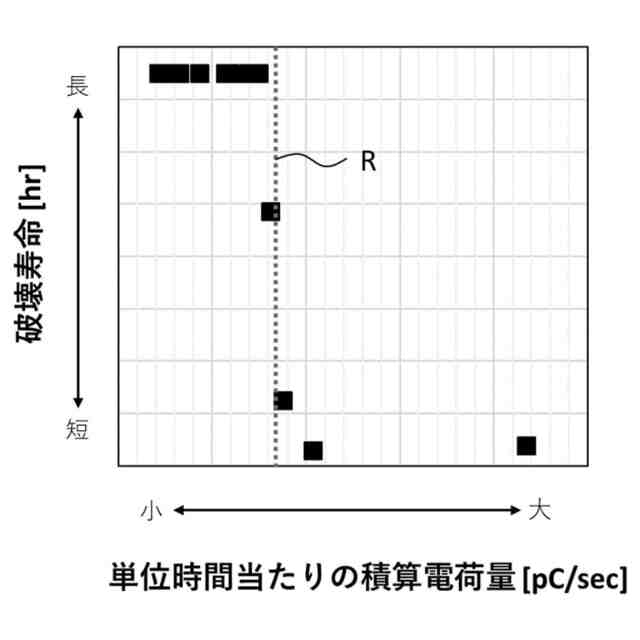
算出された前記単位時間当たりの積算電荷量(pC/sec)に基づいて、前記樹脂基板の絶縁欠陥の有無を検出する検出工程とを含む、欠陥検査方法。
続きを表示(約 390 文字)
【請求項2】
判断基準となる所定の閾値を設定する設定工程をさらに含み、
前記検出工程では、前記単位時間当たりの積算電荷量(pC/sec)と前記閾値とを比較することで絶縁欠陥の有無を検出する、請求項1に記載の欠陥検査方法。
【請求項3】
前記印加時間は、1,800秒以下である、請求項1に記載の欠陥検査方法。
【請求項4】
前記樹脂基板は、バインダー樹脂と無機フィラーとを含有する、請求項1に記載の欠陥検査方法。
【請求項5】
前記交流電圧は、前記樹脂基板の定格電圧をV
0
(kV
rms
)としたときに2・V
0
(kV
rms
)以上3・V
0
(kV
rms
)以下である、請求項1に記載の欠陥検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂基板の長期信頼性を評価するための欠陥検査方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、インバータ及びコンバータ等の電力変換器に用いられているパワーデバイスでは、小型化による高放熱化の需要から基板に樹脂シートを用いた樹脂基板が適用され始めている。樹脂基板を使用するパワーデバイスの用途としては、民生、産機及び車載等が挙げられるが、いずれの用途においても樹脂基板の長期信頼性は重要である。
【0003】
従来の樹脂基板の長期信頼性評価は、製造した樹脂基板の中から一部を抜き取り、抜き取ったものを破壊するまで負荷を与える破壊試験が実施されて行われる。しかしながら、抜き取り方式の破壊試験による評価は、被検査体である樹脂基板を破壊してしまうため、実際に製品に実装される樹脂基板を用いて長期信頼性を評価することはできず、未検査の基板を製品に実装することになる。
【0004】
そこで、製造した樹脂基板の全数を非破壊試験で検査することができれば、長期信頼性が実際に保証された樹脂基板を製品に採用することができる。非破壊検査として、樹脂基板にボイドがあると、そのボイドに電界が集中することで生じる部分放電を検出する方法が知られている。この場合、部分放電が開始されたことを示す部分放電開始電圧を検出することが一般的である。
【0005】
従来の開始電圧を検出する検査は、ボイドのサイズが大きく開始電圧が大きくなるものである場合には、開始電圧を検出することは容易であるが、ボイドのサイズが微小なものである場合には、開始電圧も微小となることから検出は困難である。一方で、パワーデバイスなどに使用される樹脂基板は、欠陥原因となるボイドは、微小であることから、的確に欠陥があるか否かを検出することは困難である。そこで、微小なボイドを検知し、樹脂基板の長期信頼性を評価する非破壊検査として、X線を照射し、かつ、電圧を印加することで生じる部分放電から発する開始電圧による電磁波を測定する検査方法が提案されている(例えば、特許文献1参照)。特許文献1においては、X線を照射することで部分放電の感度を高め、微小なボイドにより生じる部分放電の開始電圧による電磁波を検出可能である旨が記載されている。
【0006】
しかしながら、10μmを下回るようなより微小なボイドについては、X線を照射したとしても部分放電の開始電圧を測定できないという報告がある(例えば、非特許文献1参照)。つまり、特許文献1で提案されているような、欠陥により生じる部分放電の開始電圧による電磁波を検出する非破壊検査では、10μmを下回るような微小なボイドを検出することは困難であるので、10μmを下回るような微小なボイドが欠陥原因となる樹脂基板においては正確な長期信頼性を評価することができないという問題がある。
また、特許文献1で提案されている検査方法では、検査対象である基板にX線を照射することを要するので、X線を照射する装置を備えなければならなかったり、X線を照射する制御を行ったりするなど煩雑となってしまう問題がある。
【先行技術文献】
【特許文献】
【0007】
特開2011-209266号公報
【非特許文献】
【0008】
柳瀬 直人,他5名,「マイクロ発泡皮膜を適用したモータ巻線の部分放電特性」,電気学会 誘電・絶縁材料研究会,No. DEI16036, pp.23-27,2016年1月28日
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明は、微小なボイドが欠陥原因となる樹脂基板においても、非破壊の簡易な方法で長期信頼性を評価することが可能な欠陥検査方法を提供することである。
【課題を解決するための手段】
【0010】
本発明の要旨は、以下のとおりである。
[1]被検査体である樹脂基板に対して絶縁破壊電圧よりも低い交流電圧を印加する印加工程と、前記印加工程における前記樹脂基板に対する前記交流電圧の印加開始から印加終了までの印加時間に、前記樹脂基板から発生する部分放電を計測する計測工程と、前記印加時間に計測された前記部分放電の積算電荷量を算出する第1算出工程と、前記積算電荷量(pC)を前記印加時間(sec)で除算し、単位時間当たりの積算電荷量(pC/sec)を算出する第2算出工程と、算出された前記単位時間当たりの積算電荷量(pC/sec)に基づいて、前記樹脂基板の絶縁欠陥の有無を検出する検出工程とを含む、欠陥検査方法。
[2]判断基準となる所定の閾値を設定する設定工程をさらに含み、前記検出工程では、前記単位時間当たりの積算電荷量(pC/sec)と前記閾値とを比較することで絶縁欠陥の有無を検出する、[1]に記載の欠陥検査方法。
[3]前記印加時間は、1,800秒以下である、[1]又は[2]に記載の欠陥検査方法。
[4]前記樹脂基板は、バインダー樹脂と無機フィラーとを含有する、[1]~[3]のいずれかに記載の欠陥検査方法。
[5]前記交流電圧は、前記樹脂基板の定格電圧をV
0
(kV
rms
)としたときに2・V
0
(kV
rms
)以上3・V
0
(kV
rms
)以下である、[1]~[4]のいずれかに記載の欠陥検査方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オンキヨー株式会社
システム
11日前
横河電機株式会社
光学プローブ
11日前
個人
歩行者音声ガイドシステム
22日前
株式会社ヨコオ
検査治具
23日前
昭電工業株式会社
測定装置
24日前
太陽誘電株式会社
検出装置
18日前
株式会社豊田自動織機
無人走行体
26日前
大和製衡株式会社
重量選別機
16日前
キーコム株式会社
試験システム
29日前
トヨタ自動車株式会社
測定治具
26日前
キーコム株式会社
試験システム
29日前
株式会社東芝
センサ
3日前
株式会社ニシヤマ
物品取付装置
19日前
村田機械株式会社
変位検出装置
26日前
株式会社ニシヤマ
物品取付装置
19日前
矢崎総業株式会社
センサ
18日前
大同特殊鋼株式会社
形状検出装置
18日前
個人
氷河融雪水流出量の推定方法
10日前
TDK株式会社
磁気センサ
23日前
日立Astemo株式会社
測定装置
1か月前
三菱マテリアル株式会社
温度センサ
19日前
オムロン株式会社
スイッチング装置
29日前
大同特殊鋼株式会社
超音波探傷方法
1か月前
株式会社島津製作所
分析装置
18日前
トヨタ自動車株式会社
劣化推定装置
19日前
株式会社不二越
X線測定装置
26日前
三菱マテリアル株式会社
温度センサ
1か月前
株式会社ミツトヨ
光学式エンコーダ
24日前
三晶エムイーシー株式会社
試料容器
4日前
三菱マテリアル株式会社
温度センサ
11日前
トヨタ自動車株式会社
電気機器
22日前
マレリ株式会社
推定装置
2日前
東海電子株式会社
アルコール測定装置
11日前
日本メクトロン株式会社
部品実装基板
29日前
トヨタ自動車株式会社
空燃比算出装置
26日前
株式会社フジキン
濃度測定装置
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ