TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070504
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022181041
出願日
2022-11-11
発明の名称
靴面製造方法
出願人
仲強毅科技股分有限公司
代理人
個人
,
個人
,
個人
,
個人
主分類
A43D
8/00 20060101AFI20240516BHJP(履物)
要約
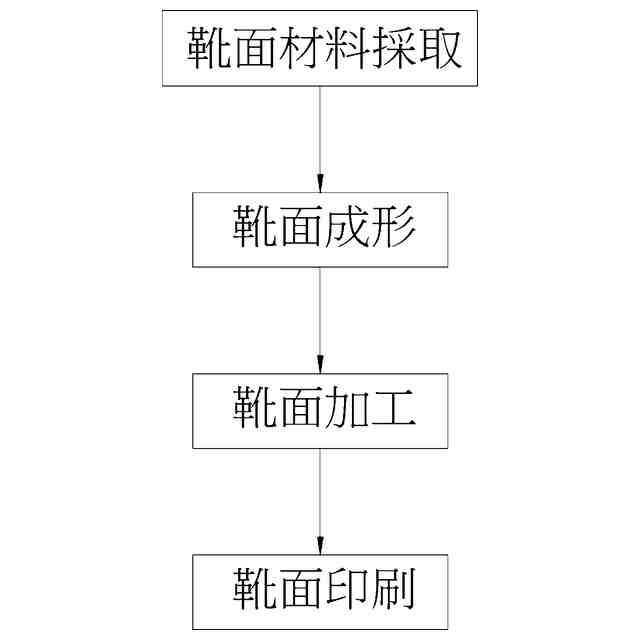
【課題】生産効率を大幅に高めてスループットを向上し、全体の使用上優れた実用的効用を奏する靴面製造方法を提供する。
【解決手段】靴面製造方法は、靴面材料採取、靴面成形、靴面加工及び靴面印刷の工程を含む。靴面製造方法により複数層複合靴面材料を製作し、複数層複合靴面材料により、完成品の靴に必要な靴面を製作する。靴面材料は、帆布、皮革、通気性メッシュ生地、光反射布のうちの少なくとも1種である。靴面成形装置は、マイクロ多孔性の低温焼結負圧熱転写の靴面成形装置である。下金型は、着脱可能であり、様々な種類の靴面パターンの靴面成形金型と置換し得る。靴面成形の工程において、放射温度計を使用して下金型の温度が設定温度に達したか否かを確認し、靴面材料と熱可塑性弾性体とを位置合わせ点で位置合わせする補正方式により靴面成形金型上に載置し、高圧送風機を使用してシリコーン負圧遮蔽用シートの温度を下げる。
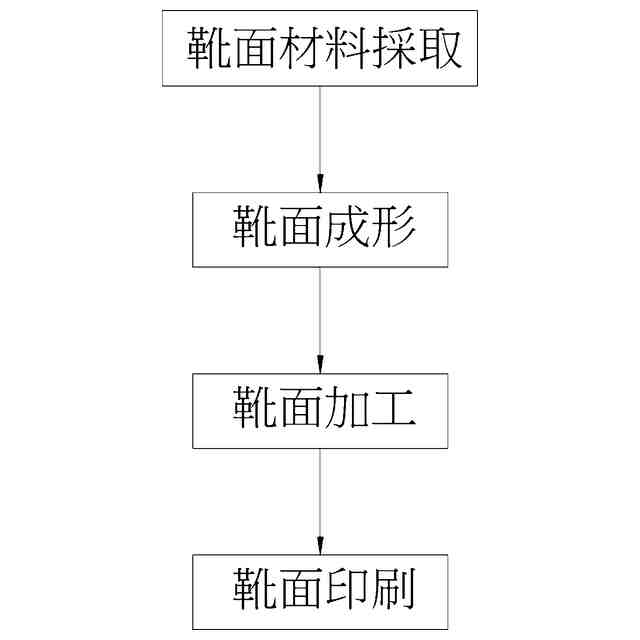
【選択図】図1
特許請求の範囲
【請求項1】
靴面材料採取:レーザ切断機を起動し、前記レーザ切断機の巻取棒を靴面材料及び熱可塑性弾性体に挿入し、原料輸送装置を巻取棒の上方に取り付け、前記原料輸送装置を介して前記靴面材料及び前記熱可塑性弾性体をレーザ切断プラットフォームに搬送し、事前に設計された靴面パターンファイルを前記レーザ切断機のホストコンピューターに入力し、前記レーザ切断機のレーザヘッドにより前記靴面材料及び前記熱可塑性弾性体の内径及び外径を切断し、切断された前記靴面材料及び前記熱可塑性弾性体を、ベルトコンベヤーを介して完成品エリアに搬送し、残った廃材を切断し、もう一つのベルトコンベヤーを介して廃材エリアに搬送する工程(A)と、
靴面成形:靴面成形装置を起動し、前記靴面成形装置は、単一の上金型及び複数の下金型を有し、靴面成形金型を前記下金型に載置し、前記上金型及び前記下金型の加熱温度及び加熱時間をそれぞれ設定し、加熱過程において、前記下金型の熱エネルギーを前記靴面成形金型上まで伝え、空気圧縮機を起動し、前記下金型の温度が基準に達したことを確認し、前記完成品エリアで準備がされた前記靴面材料及び前記熱可塑性弾性体を前記靴面成形金型上に載置し、シリコーン負圧遮蔽用シート上を施蓋して空気を隔絶し、前記下金型の負圧真空機の駆動を開始し、前記下金型の余った空気を吸い取り、前記靴面材料及び前記熱可塑性弾性体が前記靴面成形金型上で安定して平らな状態に維持され、前記下金型を前記上金型の下方に移動し、前記上金型を下降させて前記下金型に位置合わせさせて接合し、前記上金型及び前記下金型により前記靴面材料及び前記熱可塑性弾性体を設定時間に達するまで加熱し続け、前記靴面材料及び前記熱可塑性弾性体を設定温度下で熱融着して複数層複合靴面材料を形成するとともに、設計された靴面パターンを成形し、前記上金型は、自動的に上昇し、前記下金型は、元の場所に自動的に移動して放熱を行い、離型を準備し、前記下金型が放熱されるのを待つとともに、もう一つの下金型が上述した工程を自動的に繰り返し、前記下金型が放熱時間に達するまで待って、前記シリコーン負圧遮蔽用シートの温度を下げ、前記シリコーン負圧遮蔽用シートを引き起こし、前記複数層複合靴面材料の温度を下げ続け、離型を行い、前記複数層複合靴面材料をゆっくりと引っ張り上げて前記靴面成形金型を離型し、成形・接合が完了した前記複数層複合靴面材料をレーザ装置へ搬送して次の工程を行う準備をする工程(B)と、
靴面加工:前記レーザ装置を起動し、前記レーザ装置により通気穿孔、バリトリミング、余った廃材の切断などの加工を行い、加工された前記複数層複合靴面材料を印刷装置に搬送し、次の工程を行う準備をする工程(C)と、
靴面印刷:前記印刷装置を起動し、前記印刷装置の印刷プラットフォームに前記複数層複合靴面材料を載置して印刷を行い、印刷された前記複数層複合靴面材料を取出して完成品を得る工程(D)と、を含むことを特徴とする、
靴面製造方法。
続きを表示(約 590 文字)
【請求項2】
前記靴面材料は、帆布、皮革、通気性メッシュ生地、光反射布のうちの少なくとも1種であることを特徴とする請求項1に記載の靴面製造方法。
【請求項3】
前記靴面成形装置は、マイクロ多孔性の低温焼結負圧熱転写の靴面成形装置であることを特徴とする請求項1に記載の靴面製造方法。
【請求項4】
前記下金型は、着脱可能であり、様々な種類の靴面パターンの前記靴面成形金型と置換し得ることを特徴とする請求項1に記載の靴面製造方法。
【請求項5】
前記工程(B)において、放射温度計を使用して前記下金型の温度が設定温度に達したか否かを確認することを特徴とする請求項1に記載の靴面製造方法。
【請求項6】
前記工程(B)において、前記靴面材料と前記熱可塑性弾性体とを位置合わせ点で位置合わせする補正方式により前記靴面成形金型上に載置することを特徴とする請求項1に記載の靴面製造方法。
【請求項7】
前記工程(B)において、高圧送風機を使用して前記シリコーン負圧遮蔽用シートの温度を下げることを特徴とする請求項1に記載の靴面製造方法。
【請求項8】
前記工程(B)において、高圧送風機を使用して円を描く方式で前記複数層複合靴面材料の温度を下げ続けることを特徴とする請求項1に記載の靴面製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、靴面製造方法に関し、特に、使用目的、様々な材料からなる靴面材料と熱可塑性弾性体との熱融着に応じ、加熱温度、加熱時間を設定するとともに、単一の上金型に複数の下金型を組み合わせて生産効率を大幅に高めてスループットを向上し、全体の使用上優れた実用的効用を奏する靴面製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
現代の靴製造業では、靴は複数の部分に分解され、これらの部分には、靴面、靴底、ヒール、インソール、靴型、靴紐、アクセサリーなどが含まれる。各部位は、それぞれ異なる部門又は生産ラインにより製造され、材料の準備、パターン製作、裁断、縫製、成形、底付け、吊り込み、検品、包装の順に行われることが一般的であった。
【0003】
従来の靴製造業は労働集約型産業に属し、原材料の使用種類が多く、製造工程が煩雑であった。特に、靴面を製作する際、材料の靭性、接合が確実に行われているか否か、接着剤の使用が正確か否か、補強箇所が補強されているか否か確認しなければならない上、裏地、表地、補強材同士を正確に組み合わせ、縫着して靴面を製作しなければならなかった。そのため、靴の製造業界では、良い靴を作ることは容易なことではないと言われてきた。
現在の生産ラインには人工知能が応用されているが、それは一部であり全ての生産ラインに応用されているわけではなく、靴製造業は依然として大部分の工程が手作業で行われていたため、改善の余地があった。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の主な目的は、様々な加熱温度及び時間を設定することにより、熱可塑性弾性体を様々な材料の靴面材料上に熱融着させてユーザの様々な要求を満たすとともに、単一の上金型に複数の下金型を組み合わせ、生産効率を高めてスループットを向上し、人的コスト及び製造工程を減らして操作方法が簡単であるという特長を有し、様々な用途及び場面に適合する各種靴面を生産するため、使用し易い靴面製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明の靴面製造方法は、靴面材料採取、靴面成形、靴面加工及び靴面印刷の工程を含み、複数層複合靴面材料を製作し、複数層複合靴面材料により、完成品の靴に必要な靴面を製作する。
【図面の簡単な説明】
【0006】
本発明の一実施形態に係る靴面製造方法を示す流れ図である。
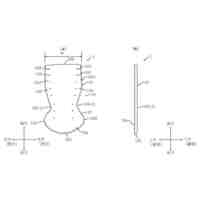
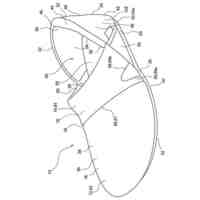
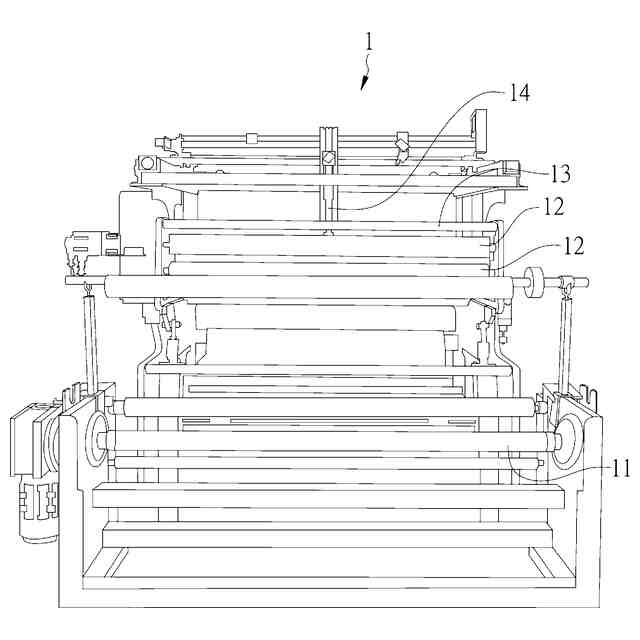
本発明の一実施形態に係るレーザ切断機を示す正面図である。
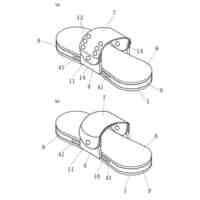
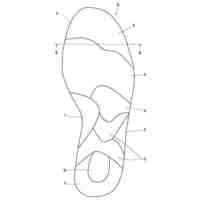
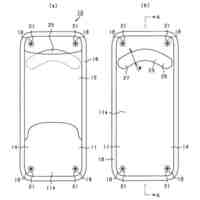
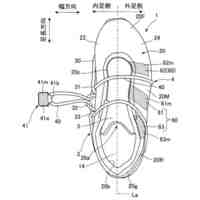
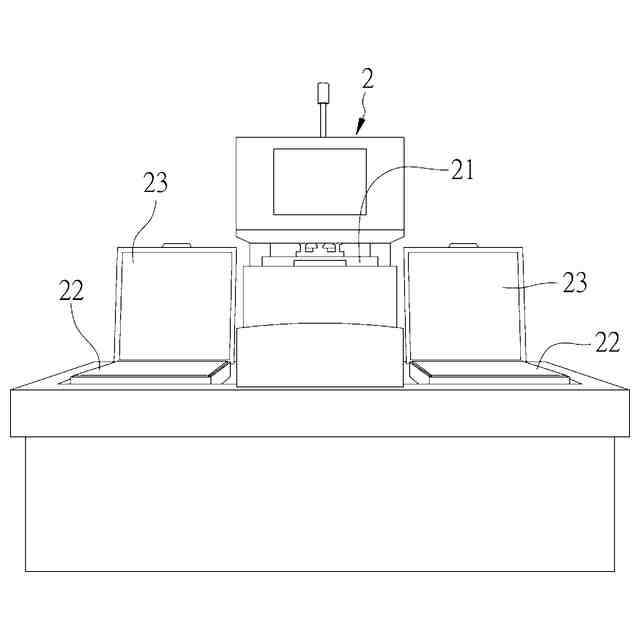
本発明の一実施形態に係る靴面成形機を示す正面図である。
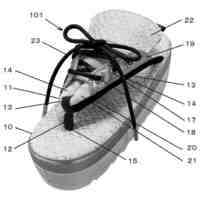
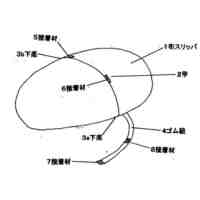
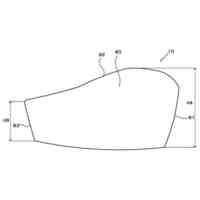
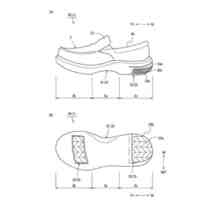
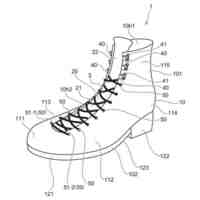
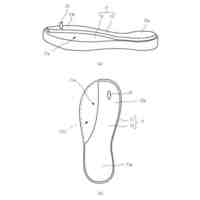
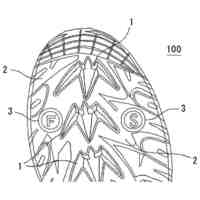
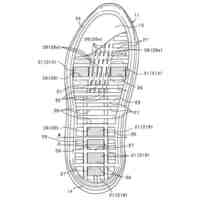
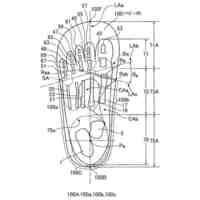
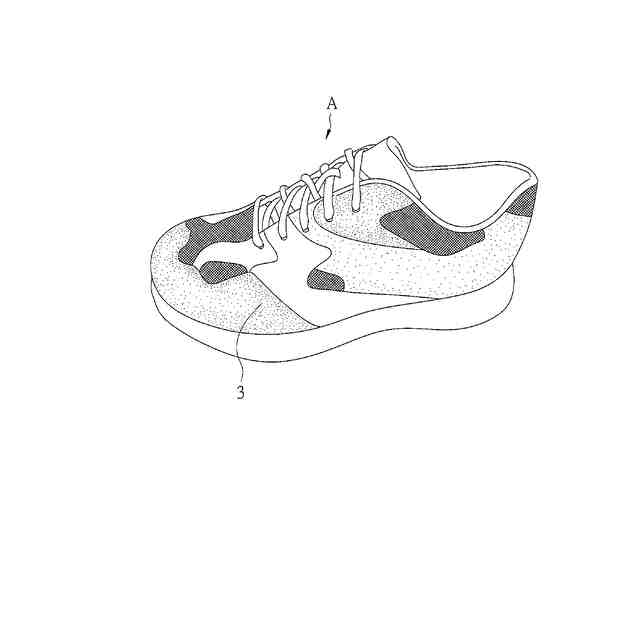
本発明の一実施形態に係る靴の完成状態を示す斜視図である。
【発明を実施するための形態】
【0007】
本発明の技術手段及びそれにより達成可能な効果を、より完全かつ明白に開示するために、開示した添付の図面及び符号と併せて本発明を以下に詳説する。
【0008】
まず、図1を参照する。図1は、本発明の一実施形態に係る靴面製造方法を示す流れ図である。図1に示すように、本発明の一実施形態に係る靴面製造方法は、以下の工程(A)~(D)を含む。
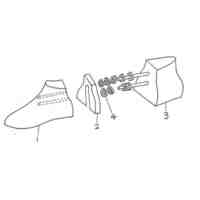
【0009】
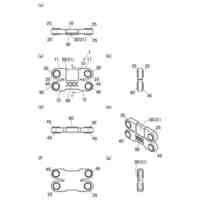
工程(A):靴面材料採取
図2を併せて参照する。図2は、本発明の一実施形態に係るレーザ切断機を示す正面図である。レーザ切断機1を起動し、レーザ切断機1の巻取棒11を靴面材料及び熱可塑性弾性体に挿入する。靴面材料は、帆布、皮革、通気性メッシュ生地、光反射布など、様々な靴面材料のうちの少なくとも1種でもよく、原料輸送装置12を巻取棒11の上方に取り付け、原料輸送装置12を介して靴面材料及び熱可塑性弾性体をレーザ切断プラットフォーム13に搬送する。事前に設計された靴面パターンファイルをレーザ切断機1のホストコンピューターに入力し、レーザ切断機1のレーザヘッド14により靴面材料及び熱可塑性弾性体の内径及び外径を切断する。切断された靴面材料及び熱可塑性弾性体は、ベルトコンベヤーを介して完成品エリアに搬送され、残った廃材を切断し、もう一つのベルトコンベヤーを介して廃材エリアに搬送する。このため、手作業による処理時間を大幅に減らして、スループットを大幅に上げることができる。
【0010】
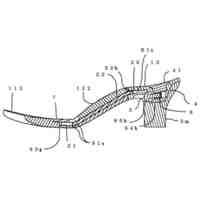
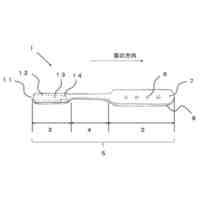
工程(B):靴面成形
図3を併せて参照する。図3は、本発明の一実施形態に係る靴面成形機を示す正面図である。図3に示すように、靴面成形装置2を起動する。靴面成形装置2は、マイクロ多孔性の低温焼結負圧熱転写の靴面成形装置である。靴面成形装置2は、単一の上金型21及び複数の下金型22を有し、靴面成形金型を下金型22に載置する。下金型22は、着脱可能であり、様々な種類の靴面パターンの靴面成形金型と置換することができる。必要な機能に応じ、帆布、皮革、通気性メッシュ生地、光反射布など、少なくとも1種の靴面材料と熱可塑性弾性体とを熱融着し、一体成形された複数層複合靴面材料3を形成する。用途に応じて複数層複合靴面材料3にそれぞれ異なる材料特性を持たせ、その熱融着の温度、時間を変えて、各混合材料に応じて上金型21及び下金型22の加熱温度及び加熱時間をそれぞれ設定する必要がある。そこで、加熱過程の際、下金型22の熱エネルギーを靴面成形金型上まで伝え、空気圧縮機を起動し、放射温度計を使用して下金型22の温度が設定温度に達したか否かを再び確認する。下金型22の温度が基準に達したことを確認すると、完成品エリアで準備がされた帆布、皮革、通気性メッシュ生地、光反射布などの少なくとも1種の靴面材料と熱可塑性弾性体とを位置合わせ点で位置合わせする補正方式により靴面成形金型上に載置し、シリコーン負圧遮蔽用シート23上を施蓋して空気を隔絶し、下金型22の負圧真空機の駆動を開始し、下金型22の余った空気を吸い取る。すると、靴面材料及び熱可塑性弾性体が靴面成形金型上で安定して平らな状態に維持され、下金型22が上金型21の下方に移動し、上金型21を下降させて下金型22に位置合わせさせて接合し、上金型21及び下金型22により靴面材料及び熱可塑性弾性体を設定時間に達するまで加熱し続け、靴面材料及び熱可塑性弾性体を設定温度下で熱融着して複数層複合靴面材料3を形成するとともに、設計された靴面パターンを成形する。
上金型21は、自動的に上昇する。下金型22は、元の場所に自動的に移動して放熱を行い、離型を準備し、下金型22が放熱されるのを待つとともに、もう一つの下金型22が上述した工程を自動的に繰り返し、放熱されるのを待つ時間と、離型を行う時間を有効利用し、生産効率を上げることができるため、オペレーター及び装置を購入するコストを増やさずにスループットを80%以上高めることができ、下金型22の放熱時間に達すると、高圧送風機を使用してシリコーン負圧遮蔽用シート23の温度を下げ、シリコーン負圧遮蔽用シート23を引き起こし、高圧送風機を使用して円を描く方式で複数層複合靴面材料3の温度を下げ続け、離型を行い、複数層複合靴面材料3をゆっくりと引っ張り上げて靴面成形金型を離型し、成形・接合が完了した複数層複合靴面材料3をレーザ装置へ搬送して次の工程を行う準備をする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
靴
12か月前
個人
靴型
6か月前
個人
履物
4か月前
個人
紐靴
10か月前
個人
靴の中敷き
10か月前
個人
連結具
7か月前
個人
布土足スリッパ
8か月前
個人
サンダル
10か月前
個人
紙製スリッパ
11か月前
個人
スポーツ用インソール
11か月前
徳武産業株式会社
靴
10か月前
山三商事株式会社
履物
7か月前
個人
インソール
1か月前
個人
インソール
8か月前
山三商事株式会社
靴紐
8か月前
株式会社サカガワ
草履
5か月前
リトルピアニスト株式会社
履物
4か月前
個人
ベロ部材ズレ防止具
11か月前
個人
インソールおよび履物
10か月前
株式会社アイリス
靴紐留具
9か月前
岸原工業株式会社
短靴
7か月前
個人
靴紐用テンションガイド
3か月前
株式会社ティーワン
シューズ
6か月前
アズマ工業株式会社
浴室用履物
5か月前
株式会社菱屋
一本歯式サンダル
10か月前
株式会社ゴールドウイン
シューズ
2か月前
株式会社ATN1
中敷き及び履物
1日前
個人
履物
7日前
美津濃株式会社
シューズのソール
4か月前
株式会社アシックス
靴
3か月前
株式会社FS・JAPAN
靴
9か月前
株式会社アメイズプラス
履物
12日前
株式会社アメイズプラス
履物
1か月前
株式会社村井
子供用中敷
7か月前
株式会社アシックス
履物
6か月前
株式会社ダイマツ
履物及び短靴用月型芯
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ