TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024066693
公報種別
公開特許公報(A)
公開日
2024-05-16
出願番号
2022176276
出願日
2022-11-02
発明の名称
パイプクランプを用いたパイプの取り付け構造
出願人
横浜ゴム株式会社
代理人
個人
主分類
F16L
3/12 20060101AFI20240509BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】作業効率を改善しつつコストを削減するとともに、パイプの保持力を向上させる。
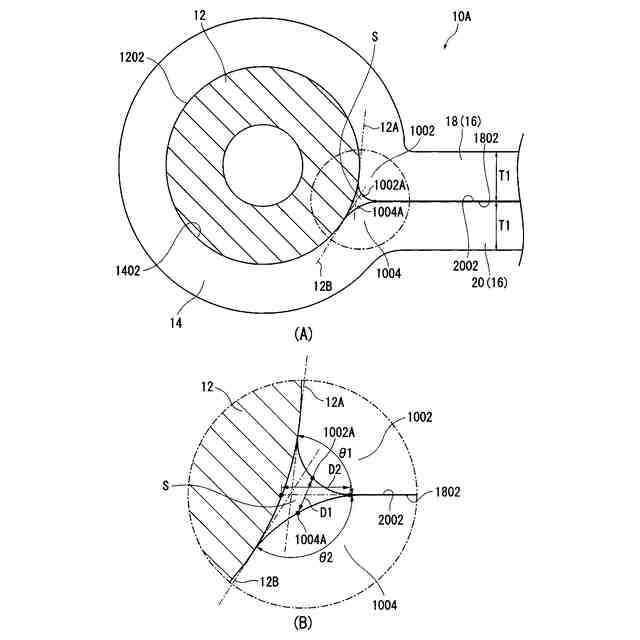
【解決手段】金属製のパイプクランプ10Aは、パイプ12の外周面1202を保持する円弧状板部14と、円弧状板部14の周方向の両端から延在しそれらの内面が重ね合わされる一対の取り付け板部16とを備え、一方の取り付け板部18の内面1802と、この一方の取り付け板部18が接続する円弧状板部14の一端で円弧状板部14の内周面1402が接触するパイプ12の外周面1202の箇所における接線12Aとがなす角度θ1は90度以下であり、他方の取り付け板部20の内面2002と、この他方の取り付け板部20が接続する円弧状板部14の他端で円弧状板部14の内周面1402が接触するパイプ12の外周面1202の箇所における接線12Bとがなす角度θ2は鈍角である。
【選択図】図6
特許請求の範囲
【請求項1】
金属製のパイプクランプを用いたパイプの取り付け構造であって、
前記パイプクランプは、パイプの外周面を保持する円弧状板部と、前記円弧状板部の周方向の両端から延在しそれらの内面が重ね合わされる一対の取り付け板部と備え、
前記一対の取り付け板部のうちの一方の取り付け板部の内面と、この一方の取り付け板部が接続する前記円弧状板部の両端のうちの一端で前記円弧状板部の内周面が接触する前記パイプの外周面の箇所における接線とがなす角度は90度以下であり、
前記一対の取り付け板部のうちの他方の取り付け板部の内面と、この他方の取り付け板部が接続する前記円弧状板部の両端のうちの他端で前記円弧状板部の内周面が接触する前記パイプの外周面の箇所における接線とがなす角度は鈍角である、
ことを特徴とするパイプクランプを用いたパイプの取り付け構造。
続きを表示(約 550 文字)
【請求項2】
前記一方の取り付け板部と、前記円弧状板部の両端のうちの一端とは第1湾曲部を介して接続され、
前記他方の取り付け板部と、前記円弧状板部の両端のうちの他端とは第2湾曲部を介して接続され、
前記第1取り付け板部と前記第2取り付け板部の厚さを共にT1とすると、
前記第1湾曲部の頂部と前記第2湾曲部の頂部との間の距離は前記T1よりも小さい値で形成されている、
ことを特徴とする請求項1記載のパイプクランプを用いたパイプの取り付け構造。
【請求項3】
前記一対の取り付け板部の内面が重ね合わされた箇所のうち前記パイプの外周面に最も近い箇所と前記パイプの外周面との距離は、前記T1よりも小さい値で形成されている、
ことを特徴とする請求項2記載のパイプクランプを用いたパイプの取り付け構造。
【請求項4】
前記一対の取り付け板部の前記円弧状板部から離れた端部にボルト挿通孔が形成され、
前記一対の取り付け板部の前記ボルト挿通孔に挿通されたボルトが被取り付け面に締結されることで前記パイプクランプを前記被取り付け面に取り付ける、
ことを特徴とする請求項1記載のパイプクランプを用いたパイプの取り付け構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パイプを保持するパイプクランプを用いたパイプの取り付け構造に関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
車両には様々な流体を流通させるためのパイプ(流体配管)が設けられている。
例えば、車室内空調用のエアコンに設けられたパイプには熱交換用の流体である熱媒体が流通している。
あるいは、エンジンに設けられたパイプにはオイルや冷却水、EGRガスなどの液体や気体が流通している。
このようなパイプをエンジンルームに配置する場合、パイプの中間部を、パイプクランプを介して車体に保持することになる。
例えば、パイプクランプの円弧状板部をパイプに巻き付けた後に、円弧状板部の両端から延在する一対の取り付け板部を重ね合わせ、エンジンルーム内に設けられた基台に締結具を用いて締め付けて固定する技術が開示されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平11-210935号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1では、パイプクランプをパイプに巻き付けた際に、パイプの外周面とパイプクランプの内面との間に大きな隙間が形成されてしまい、クランプによるパイプの保持力が低下してしまう。そうすると、走行時に車両が振動したり内燃機関が振動すると、パイプがガタついてしまうことがある。
このため、パイプの取り付けの際に溶接やろう付けを行ったり、パイプとクランプの間にゴムパッキンやゴムブッシュを充填していたが、溶接やろう付けを用いた取り付けは、技術力を有する作業であるため容易に行えず、また、ゴムパッキンやゴムブッシュを用いた取り付けは、部品数が増加してコストが上昇してしまう。
本発明は、上記事情に鑑みてなされたものであり、パイプの保持力を向上させるとともに、容易な取り付け作業により作業効率を改善しつつコストを削減するパイプクランプを用いたパイプの取り付け構造を提供することを目的とする。
【課題を解決するための手段】
【0005】
上述した目的を達成するため本発明の一実施の形態は、金属製のパイプクランプを用いたパイプの取り付け構造であって、前記パイプクランプは、パイプの外周面を保持する円弧状板部と、前記円弧状板部の周方向の両端から延在しそれらの内面が重ね合わされる一対の取り付け板部と備え、前記一対の取り付け板部のうちの一方の取り付け板部の内面と、この一方の取り付け板部が接続する前記円弧状板部の両端のうちの一端で前記円弧状板部の内周面が接触する前記パイプの外周面の箇所における接線とがなす角度は90度以下であり、前記一対の取り付け板部のうちの他方の取り付け板部の内面と、この他方の取り付け板部が接続する前記円弧状板部の両端のうちの他端で前記円弧状板部の内周面が接触する前記パイプの外周面の箇所における接線とがなす角度は鈍角であることを特徴とする。
また、本発明の一実施の形態は、前記一方の取り付け板部と、前記円弧状板部の両端のうちの一端とは第1湾曲部を介して接続され、前記他方の取り付け板部と、前記円弧状板部の両端のうちの他端とは第2湾曲部を介して接続され、前記第1取り付け板部と前記第2取り付け板部の厚さを共にT1とすると、前記第1湾曲部の頂部と前記第2湾曲部の頂部との間の距離は前記T1よりも小さい値で形成されていることを特徴とする。
また、本発明の一実施の形態は、前記一対の取り付け板部の内面が重ね合わされた箇所のうち前記パイプの外周面に最も近い箇所と前記パイプの外周面との距離は、前記T1よりも小さい値で形成されていることを特徴とする。
また、本発明の一実施の形態は、前記一対の取り付け板部の前記円弧状板部から離れた端部にボルト挿通孔が形成され、前記一対の取り付け板部の前記ボルト挿通孔に挿通されたボルトが被取り付け面に締結されることで前記パイプクランプを前記被取り付け面に取り付けることを特徴とする。
【発明の効果】
【0006】
本発明の一実施の形態によれば、金属製のパイプクランプが、パイプの外周面を保持する円弧状板部と、円弧状板部の周方向の両端から延在しそれらの内面が重ね合わされる一対の取り付け板部とを備え、一方の取り付け板部の内面と、この一方の取り付け板部が接続する円弧状板部の一端で円弧状板部の内周面が接触するパイプの外周面の箇所における接線とがなす角度は90度以下であり、他方の取り付け板部の内面と、この他方の取り付け板部が接続する円弧状板部の他端で円弧状板部の内周面が接触するパイプの外周面の箇所における接線とがなす角度は鈍角であるため、パイプの外周面とパイプクランプの内面との間の隙間を減少させてパイプを取り付けることができる。したがって、円弧状板部の内周面とパイプの外周面との接触面積を大きく確保し、パイプの保持力を向上させるとともに、容易な取り付け作業により作業効率を改善しつつコストを削減する上で有利となる。
また、第1湾曲部の頂部と第2湾曲部の頂部との間の距離を、一方の取り付け板部と他方の取り付け板部の厚さT1よりも小さい値で形成すれば、パイプの外周面とパイプクランプの内面との間の隙間を確実に減少させるため、円弧状板部の内周面とパイプの外周面との接触面積を大きく確保し、パイプの保持力を向上させる上で有利となる。
また、一対の取り付け板部の内面が重ね合わされた箇所のうちパイプの外周面に最も近い箇所と、パイプの外周面との距離を、一方の取り付け板部と他方の取り付け板部の厚さT1よりも小さい値で形成すれば、パイプの外周面とパイプクランプの内面との間の隙間を確実に減少させるため、円弧状板部の内周面とパイプの外周面との接触面積を大きく確保し、パイプの保持力を向上させる上で有利となる。
また、一対の取り付け板部の円弧状板部から離れた端部にボルト挿通孔が形成され、一対の取り付け板部のボルト挿通孔に挿通されたボルトが被取り付け面に締結されることでパイプクランプを被取り付け面に取り付ける構成とすれば、円弧状板部とボルトとの間で所定の距離を確保できるため、近傍に配置された他のパイプとの接触を回避する上で有利となる。
【図面の簡単な説明】
【0007】
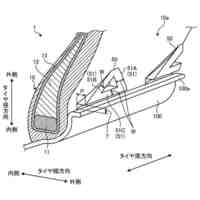
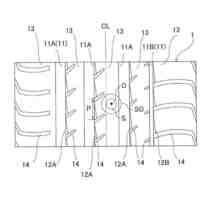
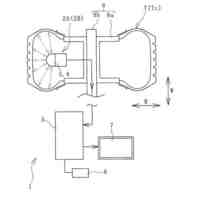
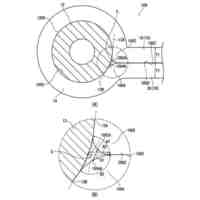
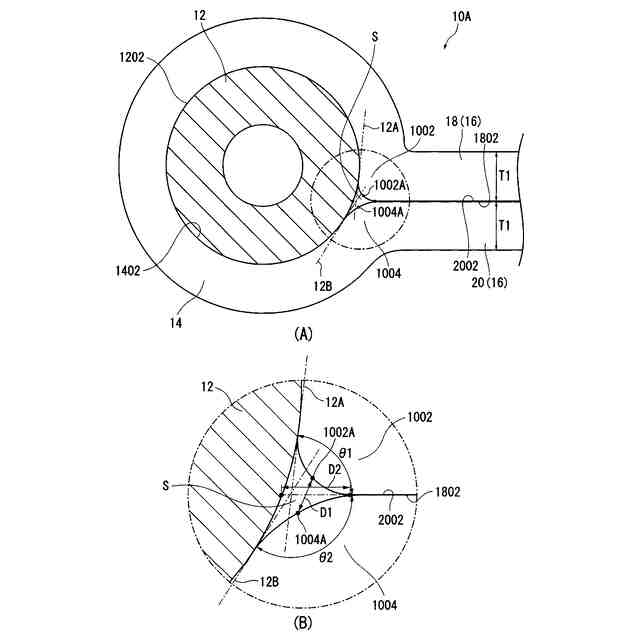
(A)は第1の実施の形態のパイプクランプを用いたパイプの取り付け構造の平面図であり、(B)は第1の実施の形態のパイプクランプを用いたパイプの取り付け構造の正面図である。
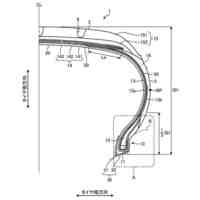
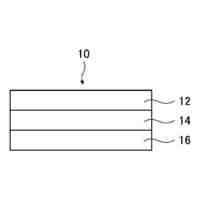
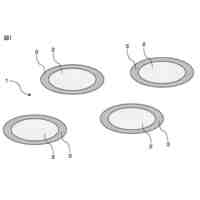
金型による成型前のパイプクランプを示す説明図である。
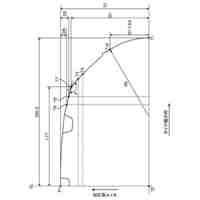
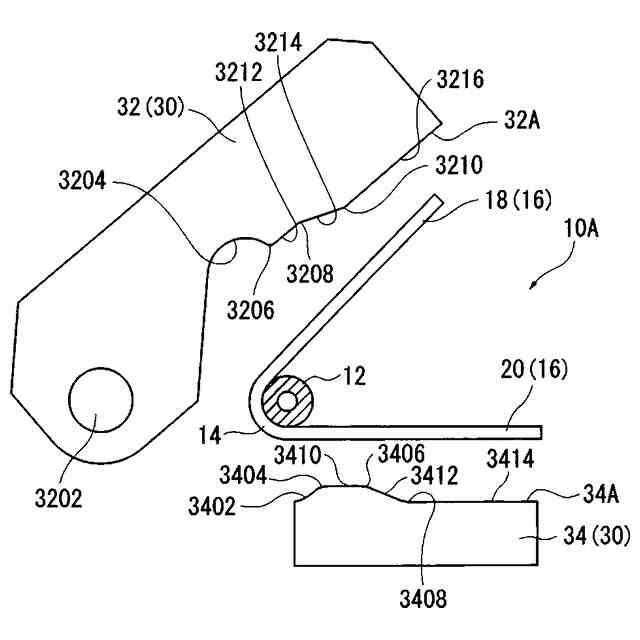
金型がパイプクランプに接した状態を示す説明図である。
金型がパイプクランプを押圧している状態を示す図である。
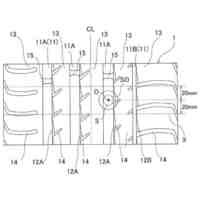
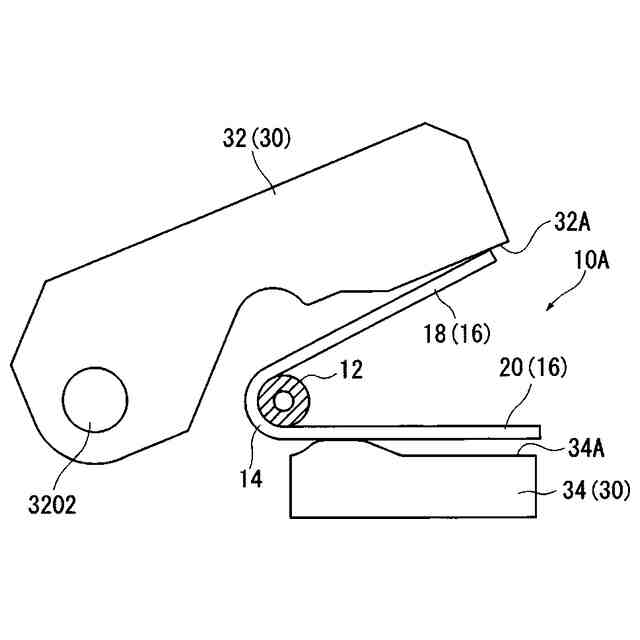
金型により成型されたパイプクランプを示す説明図である。
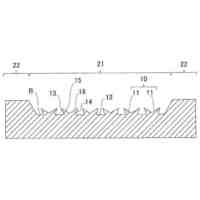
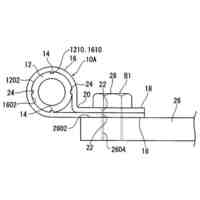
一対の取り付け板部が重ね合わされた箇所の拡大図である。
第2の実施の形態のパイプクランプを用いたパイプの取り付け構造の正面図である。
【発明を実施するための形態】
【0008】
(第1の実施の形態)
以下、本発明の実施の形態について図面を参照して説明する。
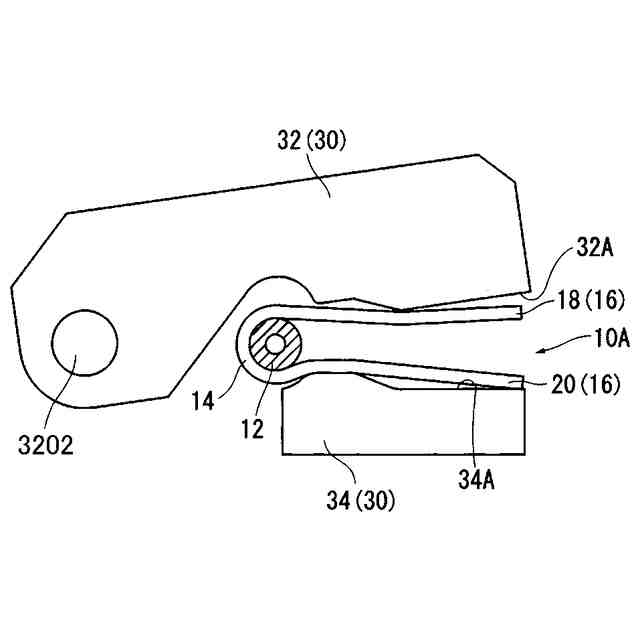
本実施の形態のパイプクランプ10Aにより保持されて取り付けられるパイプ12は、例えば、車室内空調用のエアコンに用いられる熱交換用の流体が流通するパイプであり、エンジンルーム内に配置されている。
本実施の形態のパイプ12は金属製であるが、合成樹脂製やゴム製(ゴムホース)であっても取り付け可能となっている。
また、パイプクランプ10Aは金属製であって、例えば炭素鋼STKMなど従来公知の様々な材料が適用可能となっている。
【0009】
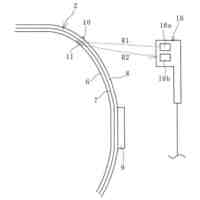
パイプクランプ10Aは、図1に示すように、パイプ12の外周面1202を保持する円弧状板部14と、円弧状板部14の周方向の両端から延在しそれらの内面が重ね合わされる一対の取り付け板部16とを備えている。
一対の取り付け板部16のうちの一方の取り付け板部18と、一方の取り付け板部18が接続する円弧状板部14の両端のうちの一端とは、第1湾曲部1002を介して接続されている。
また、一対の取り付け板部16のうちの他方の取り付け板部20と、他方の取り付け板部20が接続する円弧状板部14の両端のうちの他端とは第2湾曲部1004を介して接続されている。
【0010】
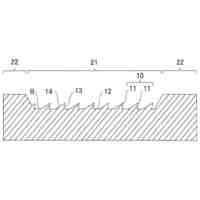
図1、図6に示すように、円弧状板部14の一端から他端に至るまでの内周面1402は、パイプ12の外周面1202に圧接している。
そして、パイプクランプ10Aの内面(パイプクランプ10Aの第1湾曲部1002の内面および第2湾曲部1004の内面)と、パイプ12の外周面1202とにより囲まれた箇所には、隙間Sが形成されている。
図1(B)に示すように、一対の取り付け板部16は、パイプ12側の端部から、後述するボルトB側の端部までの内面が重ね合わされており、それらの長手方向の中間部には第1屈曲部1602および第2屈曲部1604が形成されている。
したがって、図1(B)に示すように、一方の取り付け板部18は、パイプ12側の端部から順に、第1上平坦部1804、第1屈曲部1602、上傾斜部1806、第2屈曲部1604、および第2上平坦部1808が形成されている。
また、他方の取り付け板部20は、パイプ12側の端部から順に、第1下平坦部2004、第1屈曲部1602、下傾斜部2006、第2屈曲部1604、第2下平坦部2008が形成されている。
一対の取り付け板部16の円弧状板部14から離れた端部には、ボルトBを挿通するボルト挿通孔22が形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
19日前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
26日前
横浜ゴム株式会社
タイヤ
26日前
横浜ゴム株式会社
ゴム組成物
16日前
横浜ゴム株式会社
タイヤ用ゴム組成物
2か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
2か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
2か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
6日前
横浜ゴム株式会社
タイヤ及びタイヤ金型
6日前
横浜ゴム株式会社
タイヤ及びタイヤ金型
6日前
横浜ゴム株式会社
管継手用加締めナット
26日前
横浜ゴム株式会社
積層体及びコンベヤベルト
2か月前
横浜ゴム株式会社
ゴム組成物及びマリンホース
27日前
横浜ゴム株式会社
ゴム押出物の製造方法および装置
1か月前
横浜ゴム株式会社
タイヤの管理方法およびシステム
2か月前
横浜ゴム株式会社
ゴム材料の設計方法およびシステム
29日前
横浜ゴム株式会社
タイヤの管理方法および管理システム
1か月前
横浜ゴム株式会社
空気圧管理装置および空気圧管理方法
2か月前
横浜ゴム株式会社
ゴム組成物およびそれを用いたタイヤ
13日前
横浜ゴム株式会社
冷媒輸送用ホースおよびその製造方法
1か月前
横浜ゴム株式会社
空気式防舷材の管理システムおよび方法
1か月前
横浜ゴム株式会社
樹脂組成物、架橋物およびその製造方法
1か月前
横浜ゴム株式会社
パイプクランプによるパイプの保持構造
29日前
横浜ゴム株式会社
タイヤ用ゴム組成物及びスタッドレスタイヤ
1か月前
横浜ゴム株式会社
パイプクランプを用いたパイプの取り付け構造
1か月前
横浜ゴム株式会社
パイプクランプを用いたパイプの取り付け構造
1か月前
横浜ゴム株式会社
冷媒輸送ホース用樹脂組成物及び冷媒輸送ホース
2か月前
横浜ゴム株式会社
樹脂組成物、その製造方法および冷媒輸送用ホース
1か月前
横浜ゴム株式会社
架橋材料の架橋状態の評価方法および評価システム
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ