TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024072548
公報種別
公開特許公報(A)
公開日
2024-05-28
出願番号
2022183422
出願日
2022-11-16
発明の名称
パイプクランプによるパイプの保持構造
出願人
横浜ゴム株式会社
代理人
個人
主分類
F16L
3/12 20060101AFI20240521BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】パイプの保持力を向上させるとともに、容易な取り付け作業により作業効率を改善しつつコストを削減する。
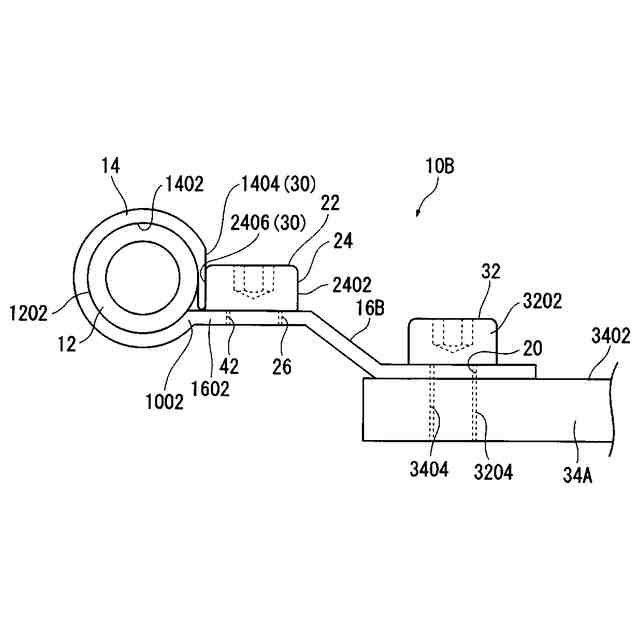
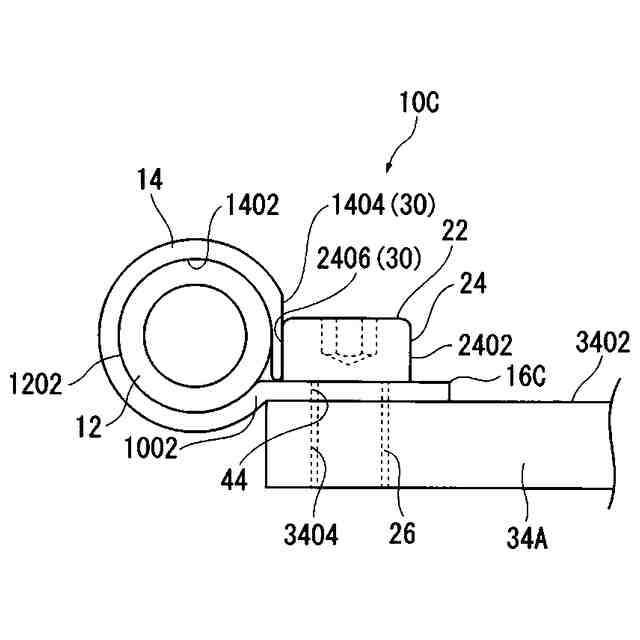
【解決手段】パイプクランプ10Aが、パイプ12の外周面1202を保持する円弧状板部14と、円弧状板部14の周方向の一端から延在し角穴付きボルト22、32が挿通される取り付け板部16Aとを備え、ボルト側平坦面部2406とパイプクランプ側平坦面部1404とを当接して角穴付きボルト22を取り付け板部16Aに締結した状態で、円弧状板部14の他端をパイプ12の外周面1202に圧接する圧接部30が、ボルト側平坦面部2406とパイプクランプ側平坦面部1404とにより構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
パイプの外周面を保持する円弧状板部と、前記円弧状板部の周方向の一端から延在しボルトが挿通される取り付け板部とを備えるパイプクランプによるパイプの保持構造であって、
前記ボルトは角穴付きボルトであり、前記角穴付きボルトの頭部は、均一径の外周面部と、前記均一径の外周面部の周方向の両端に接続され前記頭部の中心からの距離が前記外周面部の半径よりも大きく前記ボルトの軸心と平行して延在するボルト側平坦面部とを備え、
前記円弧状板部の周方向の他端は、前記取り付け板部上に位置すると共に、前記パイプの外周面と離れた前記他端の外周部に前記ボルト側平坦面部に当接可能なパイプクランプ側平坦面部が設けられ、
前記ボルト側平坦面部と前記パイプクランプ側平坦面部とを当接して前記角穴付きボルトを前記取り付け板部に締結した状態で、前記円弧状板部の他端を前記パイプの外周面に圧接する圧接部が前記ボルト側平坦面部と前記パイプクランプ側平坦面部とにより構成されている、
ことを特徴とするパイプクランプによるパイプの保持構造。
続きを表示(約 2,000 文字)
【請求項2】
前記取り付け板部にボルト挿通孔が形成され、
前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記ボルト挿通孔に挿通され、前記取り付け板部から突出する前記雄ねじ部の箇所にナットが螺合することでなされている、
ことを特徴とする請求項1記載のパイプクランプによるパイプの保持構造。
【請求項3】
前記取り付け板部に雌ねじが形成され、
前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記雌ねじに螺合することでなされている、
ことを特徴とする請求項1記載のパイプクランプによるパイプの保持構造。
【請求項4】
前記取り付け板部はブラケットに載置され、
前記角穴付きボルトが配置された箇所よりも前記パイプから離れた前記取り付け板部の箇所で、ボルトにより前記ブラケットに取り付けられている、
ことを特徴とする請求項2または3記載のパイプクランプによるパイプの保持構造。
【請求項5】
前記取り付け板部はブラケットに載置され、
前記取り付け板部にボルト挿通孔が形成されると共に、前記ブラケットに雌ねじが形成され、
前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記ボルト挿通孔に挿通され前記雌ねじに螺合することでなされている、
ことを特徴とする請求項1記載のパイプクランプによるパイプの保持構造。
【請求項6】
前記取り付け板部はブラケットに載置され、
前記取り付け板部と前記ブラケットにボルト挿通孔が形成され、
前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記取り付け板部と前記ブラケットの前記ボルト挿通孔に挿通され前記ブラケットから突出する前記雄ねじ部の箇所にナットが螺合することでなされている、
ことを特徴とする請求項1記載のパイプクランプによるパイプの保持構造。
【請求項7】
パイプの外周面を保持する円弧状板部と、前記円弧状板部の周方向の両端から延在し互いに重ね合わされる一対の取り付け板部とを備え、前記一対の取り付け板部の一方は下取り付け板部であり、他方は前記下取り付け板部の上に重ね合わされる上取り付け板部であるパイプクランプによるパイプの保持構造であって、
前記上取り付け板部から前記下取り付け板部に角穴付きボルトが挿通され、
前記角穴付きボルトの頭部は、均一径の外周面部と、前記均一径の外周面部の周方向の両端に接続され前記頭部の中心からの距離が前記外周面部の半径よりも大きく前記ボルトの軸心と平行して延在するボルト側平坦面部とを備え、
前記上取り付け板部に接続する前記円弧状板部の端部の外周部に前記ボルト側平坦面部に当接可能なパイプクランプ側平坦面部が設けられ、
前記ボルト側平坦面部と前記パイプクランプ側平坦面部とを当接して前記角穴付きボルトで前記上取り付け板部と前記下取り付け板部とを締結した状態で、前記円弧状板部の端部を前記パイプの外周面に圧接する圧接部が前記ボルト側平坦面部と前記パイプクランプ側平坦面部とにより構成されている、
ことを特徴とするパイプクランプによるパイプの保持構造。
【請求項8】
前記上取り付け板部にボルト挿通孔が形成され、
前記下取り付け板部に雌ねじが形成され、
前記角穴付きボルトによる前記上取り付け板部と前記下取り付け板部との締結は、前記角穴付きボルトの雄ねじ部が前記ボルト挿通孔に挿通されて前記雌ねじに螺合することでなされている、
ことを特徴とする請求項7記載のパイプクランプによるパイプの保持構造。
【請求項9】
前記上取り付け板部と前記下取り付け板部とにボルト挿通孔が形成され、
前記角穴付きボルトによる前記上取り付け板部と前記下取り付け板部との締結は、前記角穴付きボルトの雄ねじ部が前記上取り付け板部と前記下取り付け板部の前記ボルト挿通孔に挿通され、前記下取り付け板部から突出する前記雄ねじ部の箇所にナットが螺合することでなされている、
ことを特徴とする請求項7記載のパイプクランプによるパイプの保持構造。
【請求項10】
前記下取り付け板部は前記上取り付け板部よりも長く形成され、
少なくとも前記上取り付け板部から突出する前記下取り付け板部の箇所がブラケットに載置され、ボルトにより前記ブラケットに取り付けられている、
ことを特徴とする請求項8または9記載のパイプクランプによるパイプの保持構造。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、パイプクランプによるパイプの保持構造に関する。
続きを表示(約 7,700 文字)
【背景技術】
【0002】
車両には様々な流体を流通させるためのパイプ(流体配管)が設けられている。
例えば、車室内空調用のエアコンに設けられたパイプには熱交換用の流体である熱媒体が流通している。
あるいは、エンジンに設けられたパイプにはオイルや冷却水、EGRガスなどの液体や気体が流通している。
このようなパイプをエンジンルームに配置する場合、パイプの中間部を、パイプクランプを介して車体に保持することになる。
例えば、パイプクランプの円弧状板部をパイプに巻き付けた後に、円弧状板部の両端から延在する一対の取り付け板部を重ね合わせ、エンジンルーム内に設けられた基台に締結具を用いて締め付けて固定する技術が開示されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平11-210935号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1では、パイプクランプをパイプに巻き付けた際に、パイプの外周面とパイプクランプの内面との間に大きな隙間が形成されてしまい、クランプによるパイプの保持力が低下してしまう。そうすると、走行時に車両が振動したり内燃機関が振動すると、パイプがガタついてしまうことがある。
このため、パイプの取り付けの際に溶接やろう付けを行ったり、パイプとクランプの間にゴムパッキンやゴムブッシュを充填していたが、溶接やろう付けを用いた取り付けは、技術力を有する作業であるため容易に行えず、また、ゴムパッキンやゴムブッシュを用いた取り付けは、部品数が増加してコストが上昇してしまう。
本発明は、上記事情に鑑みてなされたものであり、パイプの保持力を向上させるとともに、容易な取り付け作業により作業効率を改善しつつコストを削減するパイプクランプを用いたパイプの取り付け構造を提供することを目的とする。
【課題を解決するための手段】
【0005】
上述した目的を達成するため本発明の一実施の形態は、パイプの外周面を保持する円弧状板部と、前記円弧状板部の周方向の一端から延在しボルトが挿通される取り付け板部とを備えるパイプクランプによるパイプの保持構造であって、前記ボルトは角穴付きボルトであり、前記角穴付きボルトの頭部は、均一径の外周面部と、前記均一径の外周面部の周方向の両端に接続され前記頭部の中心からの距離が前記外周面部の半径よりも大きく前記ボルトの軸心と平行して延在するボルト側平坦面部とを備え、前記円弧状板部の周方向の他端は、前記取り付け板部上に位置すると共に、前記パイプの外周面と離れた前記他端の外周部に前記ボルト側平坦面部に当接可能なパイプクランプ側平坦面部が設けられ、前記ボルト側平坦面部と前記パイプクランプ側平坦面部とを当接して前記角穴付きボルトを前記取り付け板部に締結した状態で、前記円弧状板部の他端を前記パイプの外周面に圧接する圧接部が前記ボルト側平坦面部と前記パイプクランプ側平坦面部とにより構成されていることを特徴とする。
また、本発明の一実施の形態は、前記取り付け板部にボルト挿通孔が形成され、前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記ボルト挿通孔に挿通され、前記取り付け板部から突出する前記雄ねじ部の箇所にナットが螺合することでなされていることを特徴とする。
また、本発明の一実施の形態は、前記取り付け板部に雌ねじが形成され、前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記雌ねじに螺合することでなされていることを特徴とする。
また、本発明の一実施の形態は、前記取り付け板部はブラケットに載置され、前記角穴付きボルトが配置された箇所よりも前記パイプから離れた前記取り付け板部の箇所で、ボルトにより前記ブラケットに取り付けられていることを特徴とする。
また、本発明の一実施の形態は、前記取り付け板部はブラケットに載置され、前記取り付け板部にボルト挿通孔が形成されると共に、前記ブラケットに雌ねじが形成され、前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記ボルト挿通孔に挿通され前記雌ねじに螺合することでなされていることを特徴とする。
また、本発明の一実施の形態は、前記取り付け板部はブラケットに載置され、前記取り付け板部と前記ブラケットにボルト挿通孔が形成され、前記角穴付きボルトの前記取り付け板部への締結は、前記角穴付きボルトの雄ねじ部が前記取り付け板部と前記ブラケットの前記ボルト挿通孔に挿通され前記ブラケットから突出する前記雄ねじ部の箇所にナットが螺合することでなされていることを特徴とする。
また、本発明の一実施の形態は、パイプの外周面を保持する円弧状板部と、前記円弧状板部の周方向の両端から延在し互いに重ね合わされる一対の取り付け板部とを備え、前記一対の取り付け板部の一方は下取り付け板部であり、他方は前記下取り付け板部の上に重ね合わされる上取り付け板部であるパイプクランプによるパイプの保持構造であって、前記上取り付け板部から前記下取り付け板部に角穴付きボルトが挿通され、前記角穴付きボルトの頭部は、均一径の外周面部と、前記均一径の外周面部の周方向の両端に接続され前記頭部の中心からの距離が前記外周面部の半径よりも大きく前記ボルトの軸心と平行して延在するボルト側平坦面部とを備え、前記上取り付け板部に接続する前記円弧状板部の端部の外周部に前記ボルト側平坦面部に当接可能なパイプクランプ側平坦面部が設けられ、前記ボルト側平坦面部と前記パイプクランプ側平坦面部とを当接して前記角穴付きボルトで前記上取り付け板部と前記下取り付け板部とを締結した状態で、前記円弧状板部の端部を前記パイプの外周面に圧接する圧接部が前記ボルト側平坦面部と前記パイプクランプ側平坦面部とにより構成されていることを特徴とする。
また、本発明の一実施の形態は、前記上取り付け板部にボルト挿通孔が形成され、前記下取り付け板部に雌ねじが形成され、前記角穴付きボルトによる前記上取り付け板部と前記下取り付け板部との締結は、前記角穴付きボルトの雄ねじ部が前記ボルト挿通孔に挿通されて前記雌ねじに螺合することでなされていることを特徴とする。
また、本発明の一実施の形態は、前記上取り付け板部と前記下取り付け板部とにボルト挿通孔が形成され、前記角穴付きボルトによる前記上取り付け板部と前記下取り付け板部との締結は、前記角穴付きボルトの雄ねじ部が前記上取り付け板部と前記下取り付け板部の前記ボルト挿通孔に挿通され、前記下取り付け板部から突出する前記雄ねじ部の箇所にナットが螺合することでなされていることを特徴とする。
また、本発明の一実施の形態は、前記下取り付け板部は前記上取り付け板部よりも長く形成され、少なくとも前記上取り付け板部から突出する前記下取り付け板部の箇所がブラケットに載置され、ボルトにより前記ブラケットに取り付けられていることを特徴とする。
また、本発明の一実施の形態は、前記下取り付け板部はブラケットに載置され、前記上取り付け板部と前記下取り付け板部とにボルト挿通孔が形成され、前記ブラケットに雌ねじが形成され、前記角穴付きボルトによる前記上取り付け板部と前記下取り付け板部との締結は、前記角穴付きボルトの雄ねじ部が前記上取り付け板部と前記下取り付け板部の前記ボルト挿通孔に挿通されて前記ブラケットの前記雌ねじに螺合することでなされていることを特徴とする。
また、本発明の一実施の形態は、前記下取り付け板部はブラケットに載置され、前記上取り付け板部と前記下取り付け板部と前記ブラケットとにボルト挿通孔が形成され、前記角穴付きボルトによる前記上取り付け板部と前記下取り付け板部との締結は、前記角穴付きボルトの雄ねじ部が前記上取り付け板部と前記下取り付け板部と前記ブラケットの前記ボルト挿通孔に挿通され、前記ブラケットから突出する前記雄ねじ部の箇所にナットが螺合することでなされていることを特徴とする。
【発明の効果】
【0006】
本発明の一実施の形態によれば、パイプクランプが、パイプの外周面を保持する円弧状板部と、円弧状板部の周方向の一端から延在し角穴付きボルトが挿通される取り付け板部とを備え、ボルト側平坦面部とパイプクランプ側平坦面部とを当接して角穴付きボルトを取り付け板部に締結した状態で、円弧状板部の他端をパイプの外周面に圧接する圧接部がボルト側平坦面部とパイプクランプ側平坦面部とにより構成されている。したがって、パイプクランプの円弧状板部をパイプの外周面に圧接させてパイプの保持力を向上させるとともに、容易な取り付け作業により作業効率を改善しつつコストを削減する上で有利となる。
また、角穴付きボルトの取り付け板部への締結を、角穴付きボルトの雄ねじ部を、取り付け板部に形成されたボルト挿通孔に挿通し、取り付け板部から突出する雄ねじ部の箇所にナットを螺合する構成とすれば、ボルト側平坦面部をパイプクランプ側平坦面部に圧接させるための角穴付きボルトの回転操作が1回で済み、作業効率を高めるうえで有利となる。
また、角穴付きボルトの取り付け板部への締結を、角穴付きボルトの雄ねじ部を、取り付け板部に形成された雌ねじに螺合する構成とすれば、角穴付きボルトを取り付け板部に締結するためのナットなどの部品が不要となり、コストを削減する上で有利となる。
また、取り付け板部をブラケットに載置し、角穴付きボルトが配置された箇所よりもパイプから離れた取り付け板部の箇所で、ボルトによりブラケットに取り付ける構成とすれば、円弧状板部とボルトとの間で所定の距離を確保できるため、ブラケットから離れた位置にパイプを配置する上で有利となる。
また、取り付け板部をブラケットに載置し、角穴付きボルトの取り付け板部への締結を、角穴付きボルトの雄ねじ部を、取り付け板部に形成されたボルト挿通孔に挿通し、ブラケットに形成された雌ねじに螺合する構成とすれば、角穴付きボルトの取り付け板部への締結とともにパイプクランプをブラケットに取り付けることができ、作業効率を高める上で有利となる。また、パイプクランプをブラケットに取り付けるためのボルトなどの部品が不要となり、コストを削減する上で有利となる。
また、取り付け板部をブラケットに載置し、角穴付きボルトの取り付け板部への締結を、角穴付きボルトの雄ねじ部と、取り付け板部とブラケットに形成されたボルト挿通孔に挿通し、ブラケットから突出する雄ねじ部の箇所にナットを螺合する構成とすれば、角穴付きボルトの取り付け板部への締結とともにパイプクランプをブラケットに取り付けることができ、作業効率を高める上で有利となる。また、ナットを用いることで、ボルト側平坦面部をパイプクランプ側平坦面部に圧接させるための角穴付きボルトの回転操作が1回で済み、作業効率を高めるうえで有利となる。
また、本発明の一実施の形態によれば、パイプクランプが、パイプの外周面を保持する円弧状板部と、円弧状板部の周方向の両端から延在し互いに重ね合わされる一対の取り付け板部とを備え、ボルト側平坦面部とパイプクランプ側平坦面部とを当接して角穴付きボルトで上取り付け板部と下取り付け板部とを締結した状態で、円弧状板部の他端をパイプの外周面に圧接する圧接部がボルト側平坦面部とパイプクランプ側平坦面部とにより構成されている。したがって、パイプクランプの円弧状板部をパイプの外周面に圧接させてパイプの保持力を向上させるとともに、容易な取り付け作業により作業効率を改善しつつコストを削減する上で有利となる。
また、角穴付きボルトによる上取り付け板部と下取り付け板部との締結を、角穴付きボルトの雄ねじ部を、上取り付け板部に形成されたボルト挿通孔に挿通し、下取り付け板部に形成された雌ねじに螺合する構成とすれば、角穴付きボルトを一対の取り付け板部に締結するためのナットなどの部品が不要となり、コストを削減する上で有利となる。
また、角穴付きボルトによる上取り付け板部と下取り付け板部との締結を、角穴付きボルトの雄ねじ部を、上取り付け板部と下取り付け板部に形成されたボルト挿通孔に挿通し、下取り付け板部から突出する雄ねじ部の箇所にナットが螺合する構成とすれば、ボルト側平坦面部をパイプクランプ側平坦面部に圧接させるための角穴付きボルトの回転操作が1回で済み、作業効率を高めるうえで有利となる。
また、下取り付け板部が上取り付け板部よりも長く形成され、少なくとも上取り付け板部から突出する下取り付け板部の箇所をブラケットに載置し、ボルトによりブラケットに取り付ける構成とすれば、円弧状板部とボルトとの間で所定の距離を確保できるため、ブラケットから離れた位置にパイプを配置する上で有利となる。
また、下取り付け板部をブラケットに載置し、角穴付きボルトによる上取り付け板部と下取り付け板部との締結を、角穴付きボルトの雄ねじ部を、上取り付け板部と下取り付け板部に形成されたボルト挿通孔に挿通し、ブラケットに形成された雌ねじに螺合する構成とすれば、角穴付きボルトの一対の取り付け板部への締結とともにパイプクランプをブラケットに取り付けることができ、作業効率を高める上で有利となる。また、パイプクランプをブラケットに取り付けるためのボルトなどの部品が不要となり、コストを削減する上で有利となる。
また、下取り付け板部をブラケットに載置し、角穴付きボルトによる上取り付け板部と下取り付け板部との締結を、角穴付きボルトの雄ねじ部を、上取り付け板部と下取り付け板部とブラケットに形成されたボルト挿通孔に挿通し、ブラケットから突出する雄ねじ部の箇所にナットを螺合する構成とすれば、角穴付きボルトの一対の取り付け板部への締結とともにパイプクランプをブラケットに取り付けることができ、作業効率を高める上で有利となる。また、ナットを用いることで、ボルト側平坦面部をパイプクランプ側平坦面部に圧接させるための角穴付きボルトの回転操作が1回で済み、作業効率を高めるうえで有利となる。
【図面の簡単な説明】
【0007】
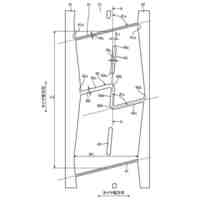
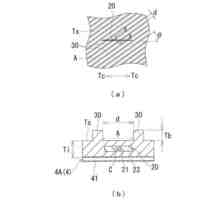
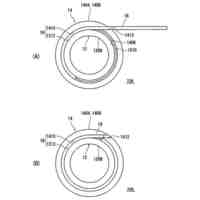
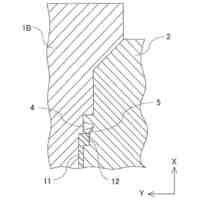
(A)は第1の実施の形態のパイプクランプによるパイプの保持構造の平面図であり、(B)は第1の実施の形態のパイプクランプによるパイプ保持構造の正面図である。
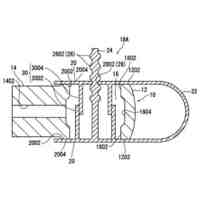
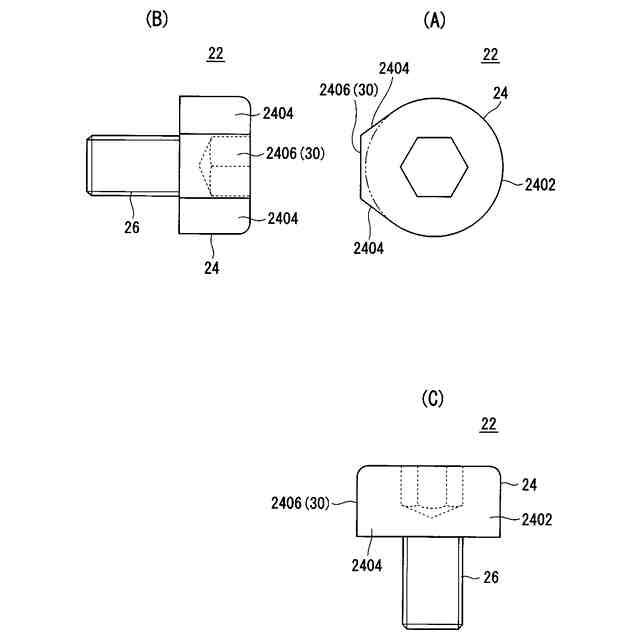
(A)は角穴付きボルトの平面図であり、(B)は角穴付きボルトの側面図であり、(C)は角穴付きボルトの正面図である。
(A)は金型による成型前のパイプクランプを示す図であり、(B)は金型がパイプクランプを押圧し始めた状態を示す図である。
(C)は金型がパイプクランプをさらに押圧している状態を示す図であり、(D)は金型により成型されたパイプクランプを示す図である。
第1の実施の形態の変形例1のパイプクランプによるパイプ保持構造の正面図である。
第1の実施の形態の変形例2のパイプクランプによるパイプ保持構造の正面図である。
第1の実施の形態の変形例3のパイプクランプによるパイプ保持構造の正面図である。
(A)は第2の実施の形態のパイプクランプによるパイプの保持構造の平面図であり、(B)は第2の実施の形態のパイプクランプによるパイプ保持構造の正面図である。
(A)は金型による成型前のパイプクランプを示す図であり、(B)は金型がパイプクランプを押圧し始めた状態を示す図である。
(C)は金型がパイプクランプをさらに押圧している状態を示す図であり、(D)は金型により成型されたパイプクランプを示す図である。
第2の実施の形態の変形例1のパイプクランプによるパイプ保持構造の正面図である。
第2の実施の形態の変形例2のパイプクランプによるパイプ保持構造の正面図である。
第2の実施の形態の変形例3のパイプクランプによるパイプ保持構造の正面図である。
【発明を実施するための形態】
【0008】
(第1の実施の形態)
まず、図1~図4を参照して第1の実施の形態から説明する。
本実施の形態のパイプクランプ10Aにより保持されて取り付けられるパイプ12は、例えば、車室内空調用のエアコンに用いられる熱交換用の流体が流通するパイプであり、エンジンルーム内に配置されている。
本実施の形態のパイプ12は金属製であるが、合成樹脂製やゴム製(ゴムホース)であっても取り付け可能となっている。
また、パイプクランプ10Aは金属製であって、例えば炭素鋼STKMなど従来公知の様々な材料が適用可能となっている。
【0009】
パイプクランプ10Aは、図1に示すように、パイプ12の外周面1202を保持する円弧状板部14と、円弧状板部14の周方向の一端から延在しボルトが挿通される取り付け板部16Aとを備えており、パイプ12を保持するものである。
取り付け板部16Aと、円弧状板部14の一端とは、屈曲接続部1002を介して接続されている。
【0010】
図1(B)に示すように、円弧状板部14の周方向の一端から他端に至るまでの内周面1402は、パイプ12の外周面1202に圧接している。
円弧状板部14の周方向の他端は、取り付け板部16A上に位置すると共に、パイプ12の外周面1202と離れた他端の外周部に、後述する角穴付きボルト22のボルト側平坦面部2406に当接可能で平坦に形成されたパイプクランプ側平坦面部1404が設けられている。
パイプクランプ側平坦面部1404は、取り付け板部16Aに向かうにつれて厚さが小さくなるように形成され、円弧状板部14の周方向の長さが、角穴付きボルト22のボルト側平坦面部2406の高さより長い寸法で形成されている。
また、図1(B)に示すように、円弧状板部14の周方向の他端を通り角穴付きボルト22の軸方向に直交する仮想平面と交差するパイプ12の外周面1202の両側の箇所は、パイプ12の全周の1/2以上の長さで延在し、パイプ12の直径上を跨ぐようにパイプクランプ側平坦面部1404が位置している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
管継手
22日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
ゴム組成物
29日前
横浜ゴム株式会社
重荷重用タイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
22日前
横浜ゴム株式会社
タイヤ用ゴム組成物
4日前
横浜ゴム株式会社
タイヤ用ゴム組成物
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
29日前
横浜ゴム株式会社
タイヤ用ゴム組成物
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
8日前
横浜ゴム株式会社
ゴム組成物及びホース
8日前
横浜ゴム株式会社
タイヤ及びその製造方法
22日前
横浜ゴム株式会社
タイヤ及びその製造方法
8日前
横浜ゴム株式会社
タイヤ及びその製造方法
22日前
横浜ゴム株式会社
管継手およびその生産方法
22日前
横浜ゴム株式会社
サイドトレッド用ゴム組成物
1か月前
横浜ゴム株式会社
アイジョイント用ダストキャップ
1か月前
横浜ゴム株式会社
ソリッドタイヤ及びその製造方法
8日前
横浜ゴム株式会社
アイジョイント用ダストキャップ
1か月前
横浜ゴム株式会社
タイヤ加硫方法及びタイヤ加硫装置
8日前
横浜ゴム株式会社
タイヤ管理装置及びタイヤ管理方法
1か月前
横浜ゴム株式会社
未加硫の環状ゴム部材の製造装置および方法
8日前
横浜ゴム株式会社
タイヤ加硫用ブラダーの製造装置及び製造方法
25日前
横浜ゴム株式会社
シェーピングブラダ組立体の製造方法および装置
19日前
横浜ゴム株式会社
ホース製造用マンドレルおよびホースの製造方法
1か月前
横浜ゴム株式会社
ゴム組成物およびそれを用いたスタッドレスタイヤ
9日前
横浜ゴム株式会社
ゴム組成物およびそれを用いたスタッドレスタイヤ
9日前
横浜ゴム株式会社
ゴム組成物およびそれを用いたスタッドレスタイヤ
9日前
横浜ゴム株式会社
設計支援システム、設計支援装置及び設計支援方法
16日前
横浜ゴム株式会社
未加硫ゴムシート部材の製造方法および製造システム
26日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ