TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058089
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022165232
出願日
2022-10-14
発明の名称
のど厚測定器及びのど厚測定方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
主分類
G01B
3/20 20060101AFI20240418BHJP(測定;試験)
要約
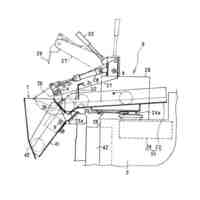
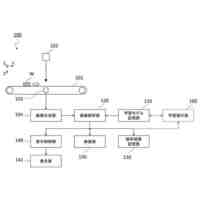
【課題】入隅角度が直角でない入隅に形成された隅肉溶接におけるのど厚を測定できるのど厚測定器およびのど厚測定方法を提供することを目的とする。
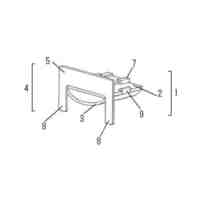
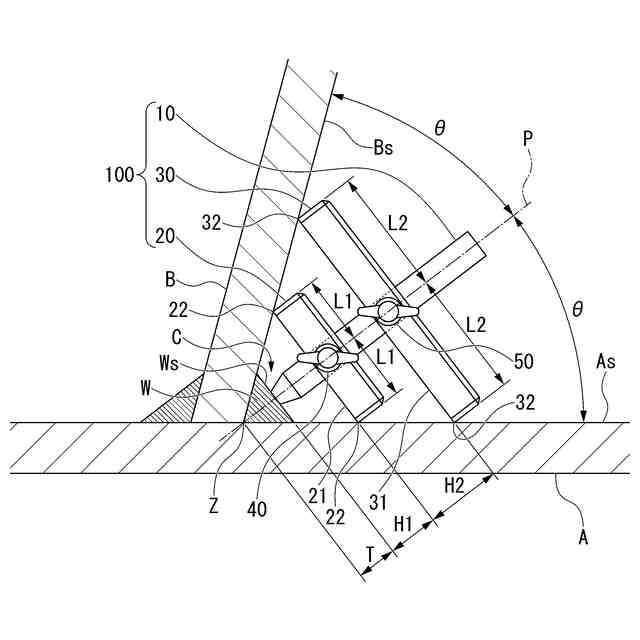
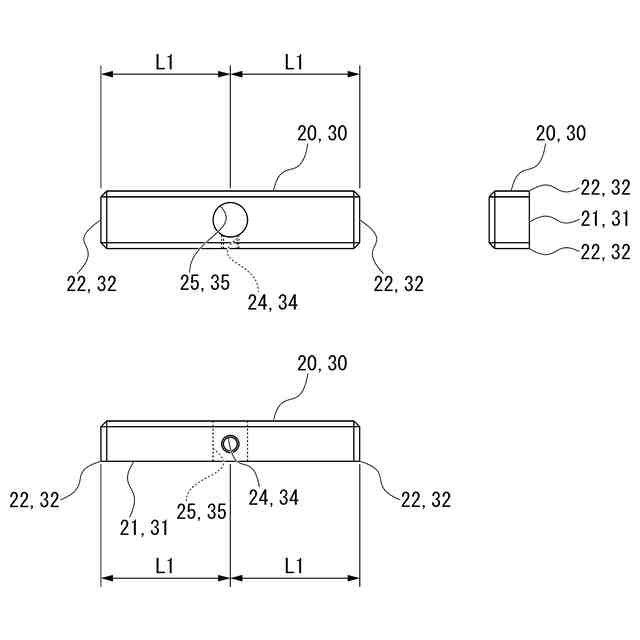
【解決手段】のど厚測定器100は、直線状の基準軸Pに沿って延びるピンゲージ10と、基準軸Pに垂直な第1基準面21の面上に、基準軸Pから第1基準距離L1で等しく離れる一対の第1エッジ22,22を有する第1ゲージ20と、第1基準面21から離間して第1基準面21と平行な第2基準面31の面上に、基準軸Pから第2基準距離L2で等しく離れる一対の第2エッジ32,32を有する第2ゲージ30と、を備えている。第1ゲージ20及び第2ゲージ30は、ピンゲージ10に対して基準軸Pに沿って平行移動自在に支持される。
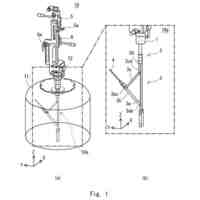
【選択図】図1
特許請求の範囲
【請求項1】
直線状の基準軸に沿って延びるピンゲージと、
前記基準軸に垂直な第1基準面の面上に、前記基準軸から第1基準距離で等しく離れる一対の第1エッジを有する第1ゲージと、
前記第1基準面から離間して前記第1基準面と平行な第2基準面の面上に、前記基準軸から第2基準距離で等しく離れる一対の第2エッジを有する第2ゲージと、を備え、
前記第1ゲージ及び前記第2ゲージは、前記ピンゲージに対して前記基準軸に沿って平行移動自在に支持される
のど厚測定器。
続きを表示(約 980 文字)
【請求項2】
前記ピンゲージと前記第1ゲージとを位置決め自在に締結する第1ロックと、
前記ピンゲージと前記第2ゲージとを位置決め自在に締結する第2ロックと、を備える
請求項1に記載ののど厚測定器。
【請求項3】
前記ピンゲージは、前記第1ロック及び前記第2ロックを嵌合してガイドし、前記基準軸に沿って形成されるキー溝を有する
請求項2に記載ののど厚測定器。
【請求項4】
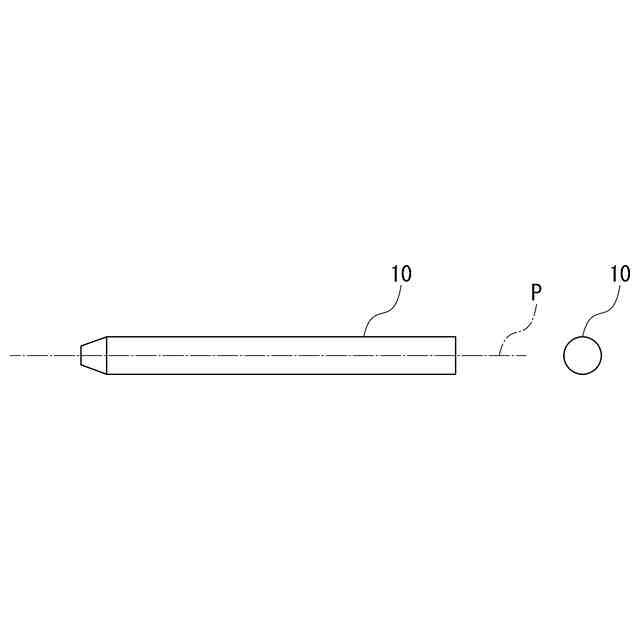
前記ピンゲージは、先端に向けて凸の球面を有する
請求項1または2に記載ののど厚測定器。
【請求項5】
前記第1ゲージは、前記第1基準距離を示す第1基準マークを有し、
前記第2ゲージは、前記第2基準距離を示す第2基準マークを有する
請求項1または2に記載ののど厚測定器。
【請求項6】
前記ピンゲージは、先端から前記第1基準面までの第1測定距離を示す第1測定マークと、
前記第1基準面から前記第2基準面までの第2測定距離を示す第2測定マークと、を有する
請求項1または2に記載ののど厚測定器。
【請求項7】
前記第1エッジ及び前記第2エッジは、前記基準軸を中心とする円形状である
請求項1または2に記載ののど厚測定器。
【請求項8】
前記ピンゲージの先端を第1母材と第2母材との間に形成された隅肉溶接の表面に当て、前記第1エッジを前記第1母材及び前記第2母材に当て、前記第2エッジを前記第1母材及び前記第2母材に当てるセット工程と、
前記先端から前記第1基準面までの第1測定距離及び前記先端から前記第2基準面までの第2測定距離を測定する測定工程と、
前記第1基準距離、前記第2基準距離、前記第1測定距離及び前記第2測定距離に基づいて、前記隅肉溶接ののど厚を演算する演算工程と、を含む
請求項1または2に記載ののど厚測定器を用いたのど厚測定方法。
【請求項9】
前記測定工程は、前記基準軸の垂直方向から前記のど厚測定器を撮像した画像を取得し、前記画像から前記第1測定距離及び前記第2測定距離を演算することを含む
請求項8に記載ののど厚測定器を用いたのど厚測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、のど厚測定器及びのど厚測定方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、溶接サイズを測定する測定器があった。
【先行技術文献】
【特許文献】
【0003】
特開2020-180904号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の測定器は、一方の母材と、その母材の表面に対して垂直な方向に延びる表面を有する他方の母材との間の入隅角度が直角となる入隅に形成された隅肉溶接の溶接サイズを測定するものであった。そのため、入隅角度が直角でない入隅に形成された隅肉溶接におけるのど厚を測定できなかった。
【0005】
本発明は、入隅角度が直角でない入隅に形成された隅肉溶接におけるのど厚を測定できるのど厚測定器及びのど厚測定方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、以下の態様を有する。
(1)本発明に係る一態様ののど厚測定器は、直線状の基準軸に沿って延びるピンゲージと、前記基準軸に垂直な第1基準面の面上に、前記基準軸から第1基準距離で等しく離れる一対の第1エッジを有する第1ゲージと、前記第1基準面から離間して前記第1基準面と平行な第2基準面の面上に、前記基準軸から第2基準距離で等しく離れる一対の第2エッジを有する第2ゲージと、を備え、前記第1ゲージ及び前記第2ゲージは、前記ピンゲージに対して前記基準軸に沿って平行移動自在に支持される。
(2)上記(1)において、前記ピンゲージと前記第1ゲージとを位置決め自在に締結する第1ロックと、前記ピンゲージと前記第2ゲージとを位置決め自在に締結する第2ロックと、を備えてよい。
(3)上記(2)において、前記ピンゲージは、前記第1ロック及び前記第2ロックを嵌合してガイドし、前記基準軸に沿って形成されるキー溝を有してよい。
(4)上記(1)から(3)のいずれかにおいて、前記ピンゲージは、先端に向けて凸の球面を有してよい。
(5)上記(1)から(4)のいずれかにおいて、前記第1ゲージは、前記第1基準距離を示す第1基準マークを有し、前記第2ゲージは、前記第2基準距離を示す第2基準マークを有してよい。
(6)上記(1)から(5)のいずれかにおいて、前記ピンゲージは、先端から前記第1基準面までの第1測定距離を示す第1測定マークと、前記第1基準面から前記第2基準面までの第2測定距離を示す第2測定マークと、を有してよい。
(7)上記(1)から(6)のいずれかにおいて、前記第1エッジ及び前記第2エッジは、前記基準軸を中心とする円形状であってよい。
(8)本発明に係る一態様ののど厚測定方法は、上記(1)から(7)のいずれかののど厚測定器を用い、前記ピンゲージの先端を第1母材と第2母材との間に形成された隅肉溶接の表面に当て、前記第1エッジを前記第1母材及び前記第2母材に当て、前記第2エッジを前記第1母材及び前記第2母材に当てるセット工程と、前記先端から前記第1基準面までの第1測定距離及び前記先端から前記第2基準面までの第2測定距離を測定する測定工程と、前記第1基準距離、前記第2基準距離、前記第1測定距離及び前記第2測定距離に基づいて、前記隅肉溶接ののど厚を演算する演算工程と、を含む。
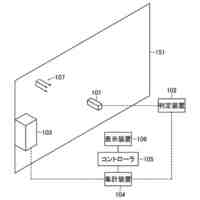
(9)上記(8)において、前記測定工程は、前記基準軸の垂直方向から前記のど厚測定器を撮像した画像を取得し、前記画像から前記第1測定距離及び前記第2測定距離を演算することを含んでよい。
【発明の効果】
【0007】
本発明によれば、入隅角度が直角でない入隅に形成された隅肉溶接におけるのど厚を測定できるのど厚測定器およびのど厚測定方法を提供できる。
【図面の簡単な説明】
【0008】
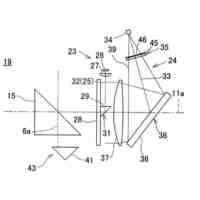
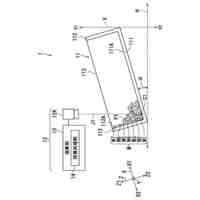
実施形態に係るのど厚測定器の説明図である。
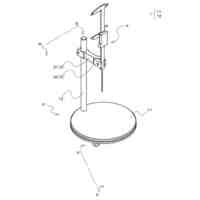
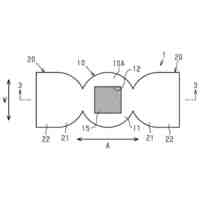
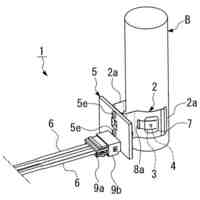
ピンゲージの正面図(左)及び右側面図(右)である。
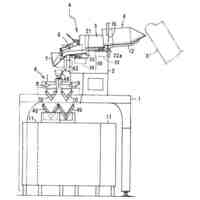
第1ゲージ及び第2ゲージの平面図(上)、正面図(下)及び右側面図(右)である。
【発明を実施するための形態】
【0009】
[実施形態]
以下、実施形態に係るのど厚測定器100を説明する。
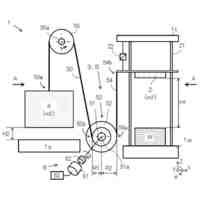
図1は、実施形態に係るのど厚測定器100の説明図である。なお、図1は、隅肉溶接Wの延在方向に対して垂直な任意の断面を表している。
【0010】
図1に示すように、実施形態に係るのど厚測定器100は、一方の第1母材Aと、第1母材Aの表面Asに対して交差する方向に延びる表面Bsを有する他方の第2母材Bとの間の入隅Cに、表面Asと表面Bsとの間を跨るように形成された隅肉溶接Wの溶接サイズ、特に、のど厚Tを測定するものである。なお、ここで、のど厚Tは、理論のど厚ではなく、実際のど厚を意味している。なお、のど厚Tは、隅肉溶接の延在方向に垂直な任意の断面において、表面Asと表面Bsとから等距離にある位置(表面Asと表面Bsとがなす入隅角度2θを二分割した位置)での、表面Asと表面Bsとの交点Zから隅肉溶接の表面Wsまでの距離である。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
健康状態検査材
20日前
株式会社CCT
表示装置
19日前
株式会社SUBARU
車両
27日前
株式会社トプコン
測定装置
26日前
日本精機株式会社
車両用表示装置
26日前
株式会社トプコン
測量装置
25日前
ニデック株式会社
検出装置
26日前
株式会社SUBARU
車両
27日前
株式会社チノー
放射温度計
12日前
株式会社トプコン
測量装置
25日前
日本精機株式会社
センサユニット
11日前
個人
コンベックスルール用測定部品
18日前
本多電子株式会社
水中探知装置
26日前
株式会社XMAT
点検システム
27日前
株式会社テイエルブイ
処理装置
5日前
トヨタ自動車株式会社
給水治具
17日前
大和製衡株式会社
組合せ計量装置
10日前
東将精工株式会社
測定器具補助具
19日前
大和製衡株式会社
組合せ計量装置
10日前
TDK株式会社
ガスセンサ
3日前
大和製衡株式会社
組合せ計量装置
10日前
東レエンジニアリング株式会社
衝撃試験機
20日前
株式会社ミツトヨ
光学式エンコーダ
20日前
中部電力株式会社
スミヤ濾紙
25日前
三菱マテリアル株式会社
温度センサ
17日前
日立建機株式会社
作業機械
24日前
株式会社 システムスクエア
検査装置
19日前
住友金属鉱山株式会社
セレン評価方法
10日前
株式会社ティアンドデイ
温度測定装置
17日前
ニシム電子工業株式会社
液位検出装置
11日前
住友金属鉱山株式会社
検査装置
10日前
トヨタ自動車株式会社
表示装置
11日前
東レ株式会社
センサー素子及びガスセンサー
24日前
豊田合成株式会社
重量測定装置
17日前
太陽誘電株式会社
匂いセンサシステム
3日前
アズビル株式会社
隔膜真空計の製造方法
25日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ