TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024049694
公報種別
公開特許公報(A)
公開日
2024-04-10
出願番号
2022156084
出願日
2022-09-29
発明の名称
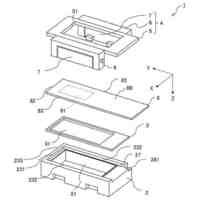
隔膜真空計の製造方法
出願人
アズビル株式会社
代理人
個人
主分類
G01L
19/12 20060101AFI20240403BHJP(測定;試験)
要約
【課題】隔膜真空計1の真空室異常検査を製造工程の初期に行うことができ、生産管理が簡単で、しかも、真空室異常検査で滞留が生じることがなく、製造リードタイムが短縮される隔膜真空計1の製造方法を提供する。
【解決手段】センサのハウジング内を被測定圧室と真空室とに隔成し、外部接続用のピンをセンサチップに電気的に接続するとともに真空室を真空状態で封止してセンサを形成するセンサ形成ステップS21を有する。センサを予め定めた検査温度に昇温させた状態で静電容量の値を測定する真空室異常検査をセンサ単体で行う検査ステップS22を有する。真空室異常検査の後に断熱材および基板を含む付属部品をセンサに組み付ける部品組付ステップS23とを有する。
【選択図】 図26
特許請求の範囲
【請求項1】
静電容量型圧力センサのセンサチップを収容するハウジングの内部を被測定流体が導入される被測定圧室と真空室とに隔成し、前記ハウジングから突出する外部接続用のピンを前記センサチップに電気的に接続するとともに前記真空室を真空状態で封止して静電容量型圧力センサを形成するセンサ形成ステップと、
前記静電容量型圧力センサを予め定めた検査温度に昇温させた状態で静電容量の値を測定する真空室異常検査を前記静電容量型圧力センサ単体で行う検査ステップと、
前記真空室異常検査の後に断熱材および基板を含む付属部品を前記静電容量型圧力センサに組み付ける部品組付ステップとによって実施することを特徴とする隔膜真空計の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の隔膜真空計の製造方法において、
前記付属部品には更に、前記被測定圧室を加熱するヒータが含まれることを特徴とする
隔膜真空計の製造方法。
【請求項3】
請求項1または2の何れかに記載の隔膜真空計の製造方法において、
前記検査ステップは、
前記被測定圧室を真空状態とする機能と、前記静電容量型圧力センサを前記検査温度に加熱する機能と、前記静電容量の値を測定する機能とを有する検査治具に前記静電容量型圧力センサを装填して実施することを特徴とする隔膜真空計の製造方法。
【請求項4】
請求項1または2の何れかに記載の隔膜真空計の製造方法において、
前記センサ形成ステップは、
前記ハウジングの一部を構成する円板状の第1の部品に前記外部接続用のピンを組付けるとともに、前記真空室で生じたガスを吸収するゲッタを組付けるステップと、
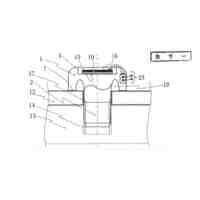
前記センサチップを支持ダイアフラムに接合してセンサチップ組立体を形成するステップと、
前記ハウジングの一部を構成する円筒状の第2の部品と第3の部品とをこれらの部品の間に前記センサチップ組立体を挟んで溶接し、筒状体を形成するステップと、
前記筒状体の一端に前記第1の部品を溶接して前記被測定圧室と前記真空室とを有する前記ハウジングを形成するステップと、
前記真空室を所定の真空度の真空状態として封止するステップと、
複数の前記ハウジングを加熱炉内で昇温させて前記ゲッタを活性化させるステップとによって実施することを特徴とする隔膜真空計の製造方法。
【請求項5】
請求項1または2の何れかに記載の隔膜真空計の製造方法において、
前記部品組付ステップは、
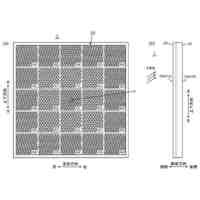
被測定流体導入用の配管を接続するための継手部材に、被測定流体に含まれる不要物質を捕捉するバッフルを溶接するステップと、
前記検査ステップで良品と判定された前記静電容量型圧力センサの前記ハウジングを前記継手部材に溶接するステップと、
前記ハウジングの周囲を覆う筐体を前記継手部材に溶接するステップと、
前記ハウジングを囲むヒータを前記筐体の内部に挿入し、前記継手部材に溶接するステップと、
前記ハウジングの前記外部接続用のピンに、基板接続用のリード線に設けられた端子を溶接するステップと、
前記ヒータを覆う断熱材を前記筐体の内部に挿入し、前記筐体に保持させるステップと、
前記基板が収容されるケースを前記筐体に取り付け、前記基板に前記リード線を接続するステップとによって実施することを特徴とする隔膜真空計の製造方法。
【請求項6】
請求項1または2の何れかに記載の隔膜真空計の製造方法において、
前記センサ形成ステップと前記部品組付ステップとを実施するにあたり行われる溶接は、全てのステップにおいて共通の溶接設備によって実施されることを特徴とする隔膜真空計の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、真空室異常検査を行うステップを含む隔膜真空計の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
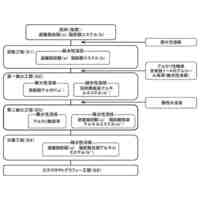
従来の隔膜真空計としては、例えば特許文献1に記載されているものがある。特許文献1に開示された隔膜真空計は、品質を決める真空室異常検査を組立状態で行う構成が採られている。組立状態とは、センサチップを有する静電容量型圧力センサにヒータおよび断熱材と、圧力検出用回路、被測定流体導入用の配管などを組み付けた状態である。特許文献1に示す隔膜真空計を含めて従来の隔膜真空計の製造は、図27に示すように行われることが多い。ここで、従来の隔膜真空計の製造方法を図27を参照して説明する。
【0003】
従来、隔膜真空計の製造は、図27に示すステップS1~ステップS12をこの順序で実施して行われている。
ステップS1は、バッフル組付ステップである。バッフルは、被測定流体に含まれる不要物質を捕捉するためのもので、隔膜真空計を構成する静電容量型センサのハウジングに溶接されている。
ステップS2は、ゲッタ組付ステップである。ゲッタは、静電容量型センサの真空室内のガスを吸収するもので、隔膜真空計を構成する静電容量型センサのハウジングに溶接されている。
【0004】
ステップS3は、ガス導入管組付ステップである。ガス導入管は、被測定流体を導入するための管で、静電容量型センサのハウジングに溶接されている。
ステップS4は、真空室組立ステップである。真空室は、静電容量型センサのハウジングにセンサチップを有する支持ダイアフラムを溶接し、ハウジングを組立てることによって形成される。このステップでハウジング内に被測定流体室と真空室とが隔成される。
ステップS5は、真空封止ステップである。このステップにおいては、真空室内を所定の真空度の真空状態とし、真空室を封止する。
【0005】
ステップS6は、電極組付ステップである。このステップにおいては、静電容量型センサのハウジングに設けられているピンにケーブルが組付けられる。
ステップS7は、ヒータ、断熱材組付ステップである。ヒータは静電容量型センサのハウジングを所定の温度に加熱するためのもので、断熱材によって覆われた状態で静電容量型センサのハウジングに組付けられる。
ステップS6は、筐体組立ステップである。このステップにおいては、断熱材を囲む筐体が静電容量型センサのハウジングに組付けられる。
【0006】
ステップS9は、回路組付ステップである。このステップにおいては、圧力を検出する回路を有する回路基板に上述したケーブルが接続され、回路基板を囲むケースが筐体に取り付けられる。回路組付ステップが終了することにより、未検査の状態の隔膜真空計が完成する。
ステップS10は、真空室異常検査ステップである。このステップにおいては、ヒータを動作させてハウジングを加熱するとともに、ガス導入管に真空ポンプを接続して被測定流体室を真空状態とし、静電容量型圧力センサを例えばArガス雰囲気の中に設置してケース内の回路基板を用いて真空室内の圧力が検出される。この真空室異常検査を実施することにより、真空室のリーク箇所の有無を判別することができるとともに、センサチップの良否を判定することができる。
【0007】
真空室異常検査ステップで異常がないと判定された隔膜真空計は、中間在庫として保管され、ステップS11およびステップS12を経て出荷される。
ステップS11は、継手組付ステップである。継手は、納品先の設備に適合するものが選択され、圧力導入管の先端部に溶接される。
ステップS12は、調整検査ステップである。この調整検査ステップにおいては、隔膜真空計の最終的な検査が実施される。
【0008】
このように、従来の隔膜真空計の製造方法は、隔膜真空計をセンサから一貫して生産する方法である。この製造方法では、真空室異常検査が製造工程の終盤で行われることが原因で製造リードタイムが長く複雑となる。
従来の隔膜真空計は、販売型番が多くかつ販売される数量の変動が大きい、製品単価が高く在庫も多く持てない等の実情があり、また半導体市場向けのものが多いために、生産量の予測が難しく大量生産することができなかった。このため、生産量を臨機応変に変えることが可能な製造方法が要請されている。
【0009】
隔膜真空計の製品品質のキーポイントとして、真空室の検査工程である真空室異常検査(Arエージング検査)において温度安定・圧力安定状態で、静電容量値を低ノイズで測定する必要がある。そのため、上述したようにヒータ・継手・回路基板を実装した組立後でしか検査を実施することができなかった。また、真空室異常検査を行うにあたっては、検査日数が1~4日必要で、しかも検査のリトライが必要になることもある。この真空室異常検査の日程に応じて出荷時期が変動してしまうため、検査の遅れを補填するために生産量・在庫量を増やす等の処置が必要であった。
【0010】
また、従来の隔膜真空計の一つであるサファイア真空計は、生産能力が販売側要求数に達することが難しくなることがあり、安定した生産を行うとともに生産量を増やすことが要請されている。
さらに、従来の隔膜真空計においては、真空室異常検査を実施する以前の静電容量型センサ(センサ単体)の機種数が多いため、中間の在庫がなくなるとセンサチップを製造するためのウェハから製作を開始しなければならず、顧客要求(例えば受注から10日で出荷)に対して大幅に遅延することがあった。
従来の隔膜真空計の製造方法を実施するうえでボトルネックとなる設備(例えば加熱を行うバッチ装置)は多くあり、1つ潰しても根本解決にはならず抜本的な解決策が求められていた。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
枠部材
2日前
株式会社SUBARU
車両
1日前
個人
交差点形状表現アルゴリズム
15日前
テクノス株式会社
反射装置
18日前
日本電波工業株式会社
感知センサ
1日前
個人
多元作用力検出機能性締結金具
8日前
住江織物株式会社
排尿検知システム
3日前
日本無線株式会社
レーダ装置
8日前
月島食品工業株式会社
分析方法
18日前
ミツミ電機株式会社
測距装置
17日前
株式会社昭和測器
ロードセル
17日前
中国電力株式会社
不良碍子検出装置
18日前
ローム株式会社
磁気検出装置
17日前
株式会社 キョーワ
食品秤量搬送装置
2日前
サンコール株式会社
電流検出器
18日前
サンコール株式会社
電流検出器
18日前
株式会社ビードットメディカル
計測装置
1日前
キヤノン株式会社
検査装置及び検査方法
2日前
株式会社イシダ
X線検査装置
17日前
バイオニクス株式会社
光学測定装置
9日前
株式会社デンソーウェーブ
携帯端末
17日前
住友金属鉱山株式会社
異物検査装置
1日前
トヨタ自動車株式会社
回路基板の検査方法
3日前
株式会社バンダイ
検査プログラム及び検査システム
2日前
株式会社東芝
センサ及び電子装置
10日前
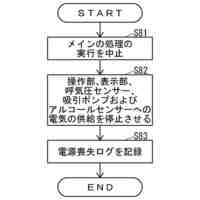
東海電子株式会社
電子機器およびプログラム
10日前
株式会社寺岡精工
計量装置、システム
18日前
北川工業株式会社
測色装置
17日前
NTN株式会社
ワークの寸法取得方法
1日前
日本特殊陶業株式会社
センサの取付構造
4日前
日産自動車株式会社
ナビゲーション装置
4日前
株式会社ユピテル
システムおよびプログラム等
2日前
株式会社テイエルブイ
センサ回路
18日前
横河電機株式会社
力検出器
18日前
株式会社東芝
画像処理装置
4日前
株式会社東設土木コンサルタント
浮体装置
3日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ