TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024056340
公報種別
公開特許公報(A)
公開日
2024-04-23
出願番号
2022163142
出願日
2022-10-11
発明の名称
射出成形機のホッパ、射出装置、および射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B22D
17/30 20060101AFI20240416BHJP(鋳造;粉末冶金)
要約
【課題】加熱シリンダのメンテナンスが容易な射出成形機のホッパを提供する。
【解決手段】射出成形機(1)のホッパ(21)を、加熱シリンダ(15)を支持している加熱シリンダ支持部材(24)に対して水平に移動可能に設けられているホッパ本体(31)と、加熱シリンダ(15)とホッパ本体(31)とを接続する接続構造(32)と、から構成する。接続構造(32)は加熱シリンダ(15)に設けられている台座(38)と、台座(38)とホッパ本体(31)とを接続する接続パイプ(39)と、を備える。接続パイプ(39)をスライドすると台座(38)から離間されるように構成する。
【選択図】図3
特許請求の範囲
【請求項1】
射出装置の加熱シリンダを支持している加熱シリンダ支持部材に対して水平に移動可能に設けられているホッパ本体と、
前記加熱シリンダと前記ホッパ本体とを接続する接続構造と、を備え、
前記接続構造は、前記加熱シリンダに設けられ前記加熱シリンダの材料供給穴と連通する貫通孔が形成されている台座と、前記台座と前記ホッパ本体とを接続する接続パイプと、を備えており、
前記接続パイプは前記ホッパ本体に対してスライド自在に設けられ、スライドにより前記台座から離間が可能になっている、射出成形機のホッパ。
続きを表示(約 1,200 文字)
【請求項2】
前記ホッパ本体は前記加熱シリンダ支持部材に対して水平に旋回移動が可能に設けられている、請求項1に記載の射出成形機のホッパ。
【請求項3】
前記ホッパ本体は前記加熱シリンダ支持部材に対して水平にスライド移動が可能に設けられている、請求項1に記載の射出成形機のホッパ。
【請求項4】
前記ホッパ本体には、前記ホッパ本体の下方において開口している材料出口を開閉するシャッタが設けられている、請求項1または2に記載の射出成形機のホッパ。
【請求項5】
前記接続パイプの前記ホッパ本体に対するスライドの方向は鉛直方向になっており、前記接続パイプを鉛直方向上向きにスライドさせると前記台座から離間するようになっている、請求項1または2に記載の射出成形機のホッパ。
【請求項6】
前記接続パイプは円筒になっており、
前記ホッパ本体の下部には、その外径が前記接続パイプの内径より小径の円筒部が形成され、
前記台座には、前記貫通孔の出口近傍において前記貫通孔を拡径した環状段部が形成されており、
前記接続パイプは前記円筒部に対してスライド自在に嵌合され、前記接続パイプを一方の方向にスライドさせた状態にすると前記接続パイプの端部が前記環状段部に嵌合し、他方の方向にスライドさせると前記接続パイプの端部が前記環状段部から離間するようになっている、請求項1または2に記載の射出成形機のホッパ。
【請求項7】
前記接続パイプは透明な樹脂材料から形成されている、請求項1または2に記載の射出成形機のホッパ。
【請求項8】
前記台座は断熱部材を介して前記加熱シリンダに取り付けられている、請求項1または2に記載の射出成形機のホッパ。
【請求項9】
前記接続パイプには一方の端部にフランジ部が形成され、前記ホッパ本体には前記フランジ部を押さえるストッパが設けられ、前記接続パイプは前記ホッパ本体に対するスライドが許容されていると共に取り外しが規制されている、請求項1または2に記載の射出成形機のホッパ。
【請求項10】
加熱シリンダと、
前記加熱シリンダ内に入れられているスクリュと、
前記加熱シリンダ内に射出材料を供給するホッパと、を備え、
前記ホッパは、前記加熱シリンダを支持している加熱シリンダ支持部材に対して水平に移動可能に設けられているホッパ本体と、
前記加熱シリンダと前記ホッパ本体とを接続する接続構造と、を備え、
前記接続構造は、前記加熱シリンダに設けられ前記加熱シリンダの材料供給穴と連通する貫通孔が形成されている台座と、前記台座と前記ホッパ本体とを接続する接続パイプと、を備えており、
前記接続パイプは前記ホッパ本体に対してスライド自在に設けられ、スライドにより前記台座から離間が可能になっている、射出装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機の加熱シリンダに設けられているホッパ、ホッパが設けられている射出装置、および射出成形機に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
射出成形機の射出装置は、例えば特許文献1に記載されているように、加熱シリンダと、この加熱シリンダ内に入れられているスクリュと、スクリュを駆動するスクリュ駆動装置とを備えている。加熱シリンダは所定の部材、例えばスクリュ駆動装置の一部の部材に対して水平に支持されている。加熱シリンダには上流側にホッパが設けられ、射出材料が供給されるようになっており、下流側には射出ノズルが設けられている。
【先行技術文献】
【特許文献】
【0003】
特開2004-506997号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
射出装置において、加熱シリンダをメンテナンスする場合、クレーン等で加熱シリンダを吊り下げながら、加熱シリンダを支持している所定の部材から加熱シリンダを取り外す必要がある。しかしながら、加熱シリンダには前記したようにホッパが設けられており、取り外しの作業の妨げになる。そこで、加熱シリンダを取り外す場合、予めホッパを加熱シリンダから取り外す必要がある。ホッパを取り外すにはホッパと加熱シリンダの接続を解除し、ホッパをクレーンで吊り下げて外部に搬出しなければならない。また、メンテナンスが完了して加熱シリンダを取り付けるときも、加熱シリンダを所定の支持部材に取り付けた後にホッパを再び加熱シリンダに取り付ける必要がある。つまり加熱シリンダのメンテナンス時には、ホッパの取り外し、取り付けをしなければならず、メンテナンス作業が煩雑になる、という課題がある。
【0005】
本開示において、加熱シリンダのメンテナンスが容易な射出成形機のホッパを提供する。
【0006】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
本開示は、射出成形機のホッパを、加熱シリンダを支持している加熱シリンダ支持部材に対して水平に移動可能に設けられているホッパ本体と、加熱シリンダとホッパ本体とを接続する接続構造と、から構成する。接続構造は加熱シリンダに設けられ、加熱シリンダの材料供給穴と連通する貫通孔が形成されている台座と、台座とホッパ本体とを接続する接続パイプと、を備える。接続パイプをスライドすると台座から離間されるように構成する。
【発明の効果】
【0008】
本開示は、加熱シリンダのメンテナンスを容易に実施することができる。
【図面の簡単な説明】
【0009】
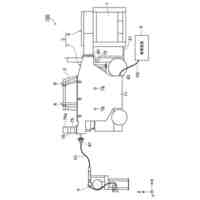
第1の実施形態に係る金属射出成形機の正面図である。
第1の実施形態に係るホッパを備えた射出装置の一部を示す斜視図である。
第1の実施形態に係るホッパを備えた射出装置の一部を示す正面断面図である。
第1の実施形態に係るホッパの一部を示す、斜視図である。
第1の実施形態に係るホッパを備えた射出装置の一部を示す斜視図である。
第1の実施形態の変形例に係るホッパを備えた射出装置の一部を示す正面断面図である。
第2の実施形態に係るホッパを備えた射出装置の一部を示す斜視図である。
第2の実施形態に係るホッパを備えた射出装置の一部を示す斜視図である。
【発明を実施するための形態】
【0010】
以下、具体的な実施の形態について、図面を参照しながら詳細に説明する。ただし、以下の実施の形態に限定される訳ではない。説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。また、図面が煩雑にならないように、ハッチングが省略されている部分がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
今日
株式会社日本製鋼所
発熱体の収容構造及び射出成形機の制御盤
6日前
株式会社日本製鋼所
射出成形システム及び射出成形機の遠隔制御方法
11日前
株式会社日本製鋼所
制御装置、産業機械システム、コンピュータ、ファイル転送方法及び制御プログラム
3日前
芝浦機械株式会社
成形機
18日前
トヨタ自動車株式会社
保持炉
20日前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
鋳造装置
13日前
トヨタ自動車株式会社
金型装置
11日前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
6日前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
複合中子の製造方法
11日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
トヨタ自動車株式会社
金型の温度制御方法
19日前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
株式会社イーエム
固形潤滑剤供給装置
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
株式会社IHI
造形方法及びサポート部材
11日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
新東工業株式会社
鋳型造型方法及び鋳型材料
20日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ