TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024051549
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022157772
出願日
2022-09-30
発明の名称
ダイカスト品の不要部の切断方法及びダイカスト品
出願人
リョービ株式会社
代理人
個人
主分類
B22D
31/00 20060101AFI20240404BHJP(鋳造;粉末冶金)
要約
【課題】ダイカスト品から容易に不要部を切断できるようにする。
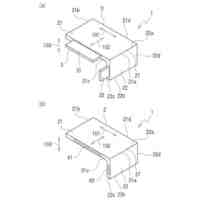
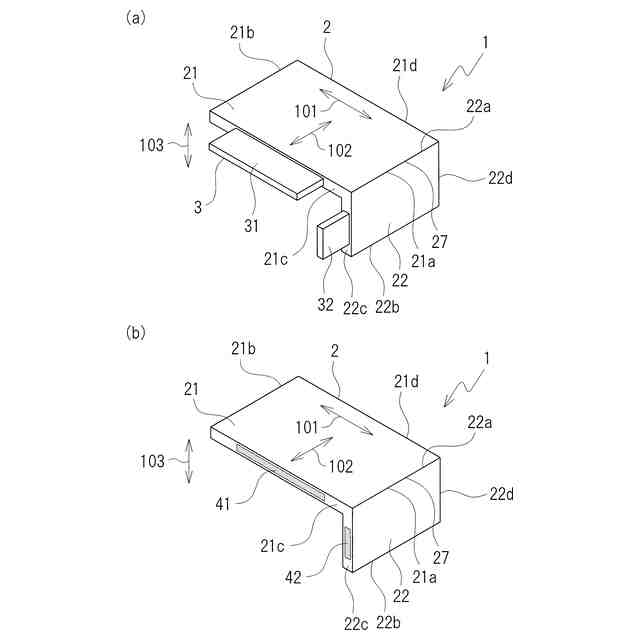
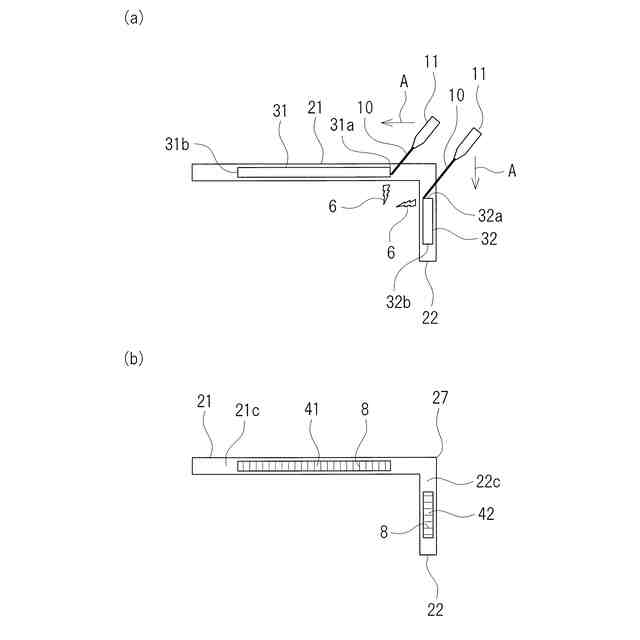
【解決手段】鋳造されたダイカスト品1の製品部2から不要部3を切断する方法であって、製品部2は、第一片21と、第一片21に対して山折りに折れ曲がって第一片21の第一方向101の一端部から延びる第二片22と、を有し、不要部3は、第一片21における第一方向101と直交する第二方向102の一端部と、第二片22における第二方向102の一端部のうち少なくとも一方に、第二方向に突出する突出片31,32を有し、レーザ10を山折り側から照射して不要部3を切断する切断工程を備え、切断工程は、レーザ10を第一片21と第二片22の接続部27に近づく方向に進行させて突出片31,32を切断する工程を含む。
【選択図】図5
特許請求の範囲
【請求項1】
鋳造されたダイカスト品の製品部から不要部を切断する方法であって、
製品部は、第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を有し、
不要部は、第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部のうち少なくとも一方に、第二方向に突出する突出片を有し、
レーザを山折り側から照射して不要部を切断する切断工程を備え、
切断工程は、レーザを第一片と第二片の接続部に近づく方向に進行させて突出片を切断する工程を含む、ダイカスト品の不要部の切断方法。
続きを表示(約 1,100 文字)
【請求項2】
鋳造されたダイカスト品の製品部から不要部を切断する方法であって、
製品部は、第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を有し、
不要部は、第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部のうち少なくとも一方に、第二方向に突出する突出片を有し、
レーザを山折り側から照射して不要部を切断する切断工程を備え、
切断工程は、レーザを第一片と第二片の接続部から離れる方向に進行させると共にレーザを進行方向の後側から前側に向けて斜めに照射して突出片を切断する工程を含む、ダイカスト品の不要部の切断方法。
【請求項3】
鋳造されたダイカスト品の製品部から不要部を切断する方法であって、
製品部は、第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、第一片に対して山折りに折れ曲がって第一片の第一方向の他端部から延びる第三片と、を有し、
不要部は、第一片における第一方向と直交する第二方向の一端部から第二方向に突出する第一突出片を有し、
レーザを山折り側から照射して不要部を切断する切断工程を備え、
切断工程は、レーザを進行方向の後側から前側に向けて斜めに照射して第一突出片を切断する工程を含む、ダイカスト品の不要部の切断方法。
【請求項4】
不要部は、第二片における第二方向の一端部から第二方向に突出する第二突出片を有し、
切断工程は、レーザを第一片と第二片の接続部に近づく方向に進行させて第二突出片を切断する工程を含む、請求項3記載のダイカスト品の不要部の切断方法。
【請求項5】
不要部は、第二片における第二方向の一端部から第二方向に突出する第二突出片を有し、
切断工程は、レーザを第一片と第二片の接続部から離れる方向に進行させると共にレーザを進行方向の後側から前側に向けて斜めに照射して第二突出片を切断する工程を含む、請求項3記載のダイカスト品の不要部の切断方法。
【請求項6】
不要部が切断されたダイカスト品であって、
第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を備え、
第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部のうち少なくとも一方に、筋状のレーザ切断痕を有する切断面が設けられ、
レーザ切断痕は、山折り側の面から谷折り側の面に向けて他方の片から離れる方向に傾斜した筋、又は、山折り側の面から谷折り側の面に向けて略垂直な筋である、ダイカスト品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳造後のダイカスト品から不要部を切断する方法、及び、不要部が切断されたダイカスト品に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
鋳造されたダイカスト品には、ランナー部等の不要部が存在する。下記特許文献1~3においては、ランナー部等の不要部は、プレス機によりトリミングされる。しかしながら、ダイカスト品の形状によっては、プレスが不可能な場合や困難な場合がある。
【先行技術文献】
【特許文献】
【0003】
特開昭63-132731号公報
実開平5-88755号公報
特開平6-15316号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、ダイカスト品から容易に不要部を切断できるようにすることを課題とする。
【課題を解決するための手段】
【0005】
本発明に係るダイカスト品の不要部の切断方法は、鋳造されたダイカスト品の製品部から不要部を切断する方法であって、製品部は、第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を有し、不要部は、第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部のうち少なくとも一方に、第二方向に突出する突出片を有し、レーザを山折り側から照射して不要部を切断する切断工程を備え、切断工程は、レーザを第一片と第二片の接続部に近づく方向に進行させて突出片を切断する工程を含む。
【0006】
鋳造されたダイカスト品における第二片は第一片に対して折れ曲がっている。第一片あるいは第二片に不要部としての突出片が設けられている。突出片は、例えばランナー部等である。第二片が第一片に対して折れ曲がっているため、プレスによって突出片をトリミングすることは困難である。上記方法では、レーザを突出片に照射して突出片を溶融して切断する。また、レーザを谷折り側から照射するのではなく山折り側から照射することにより、レーザを突出片に容易に照射することができる。そして、レーザによって突出片を非接触で切断することができる。そのため、製品部に過度の力が作用せず、プレスのように製品部が変形したりするおそれがなく、製品部から突出片を容易に切り離して除去することができる。
【0007】
一方、レーザを突出片に照射すると、突出片の切断箇所が溶けて、レーザ照射側とは反対側に溶融金属(スパッタ)が飛び散ることになる。第一片と第二片が互いに折れ曲がっているので、溶融金属が第一片や第二片の谷折り側の面に付着するおそれがある。例えば第一片の突出片を切断する際には第二片に溶融金属が付着するおそれがあり、第二片の突出片を切断する際には第一片に溶融金属が付着するおそれがある。第一片や第二片に溶融金属が付着すると、製品不良となる場合がある。
【0008】
上記方法では、レーザで突出片を切断する際、レーザを第一片と第二片の接続部から離れる方向に進行させるのではなく、レーザを接続部に近づく方向に進行させる。レーザを第一片と第二片の接続部から離れる方向に進行させると、溶融金属がレーザの進行方向の後側である接続部側に飛びやすくなる。つまり、第一片の突出片を切断する場合には第二片に向けて溶融金属が飛びやすくなり、第二片の突出片を切断する場合には第一片に向けて溶融金属が飛びやすくなる。一方、レーザを接続部に近づく方向に進行させていくと、溶融金属は接続部とは反対側に飛びやすくなり、第一片や第二片に向かいにくくなる。そのため、第一片や第二片に溶融金属が付着しにくくなる。溶融金属が飛ぶ方向は、レーザの出力や照射時間、移動速度、照射角度等の各種の条件によって種々変化するが、レーザを接続部から離れる方向に進行させる場合に比して、レーザを接続部に近づく方向に進行させることにより、溶融金属が接続部側に飛びにくくなり、第一片や第二片に溶融金属が付着することを抑制することができる。
【0009】
また、本発明に係るダイカスト品の不要部の切断方法は、鋳造されたダイカスト品の製品部から不要部を切断する方法であって、製品部は、第一片と、第一片に対して山折りに折れ曲がって第一片の第一方向の一端部から延びる第二片と、を有し、不要部は、第一片における第一方向と直交する第二方向の一端部と、第二片における第二方向の一端部のうち少なくとも一方に、第二方向に突出する突出片を有し、レーザを山折り側から照射して不要部を切断する切断工程を備え、切断工程は、レーザを第一片と第二片の接続部から離れる方向に進行させると共にレーザを進行方向の後側から前側に向けて斜めに照射して突出片を切断する工程を含む。
【0010】
この方法によれば、レーザで突出片を切断する際に、レーザを接続部から離れる方向に進行させる。上述のように、レーザの進行方向が接続部から離れる方向である場合には、溶融金属が接続部側に飛びやすくなる。この場合には、レーザを突出片に対して直角に照射するのではなく、レーザを傾けて照射する。即ち、レーザを突出片に対して、進行方向の後側から前側に向けて斜めに照射する。このようにレーザを傾けて照射すると、突出片の切断開始側の端部において、レーザ照射側の面(山折り側の面)よりも反レーザ照射側の面(谷折り側の面)から先に溶融させることができる。そしてその後、レーザ照射側の面へと溶融部分を拡大させることができる。そのため、レーザの照射角度が直角である場合に比して、溶融金属がレーザの進行方向の後側に飛びにくくなり、第一片や第二片に溶融金属が付着しにくくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
リョービ株式会社
ダイカスト品の不要部の切断方法及びダイカスト品
1か月前
芝浦機械株式会社
成形機
18日前
株式会社ソディック
積層造形装置
2か月前
トヨタ自動車株式会社
保持炉
20日前
トヨタ自動車株式会社
金型装置
11日前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
鋳造装置
13日前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
6日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
トヨタ自動車株式会社
金型の温度制御方法
19日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
トヨタ自動車株式会社
複合中子の製造方法
11日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
芝浦機械株式会社
安全ドア装置および成形機
2か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
UBEマシナリー株式会社
中空鋳造装置および中空鋳造方法
2か月前
UBEマシナリー株式会社
中空成形装置および中空成形方法
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
山陽特殊製鋼株式会社
鋳造設備
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ