TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024032161
公報種別
公開特許公報(A)
公開日
2024-03-12
出願番号
2022135665
出願日
2022-08-29
発明の名称
防音シートの製造方法、および防音シート
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
G10K
11/162 20060101AFI20240305BHJP(楽器;音響)
要約
【課題】内部構造を簡便に制御する防音シートの製造方法および該製造方法による防音シートを提供すること。
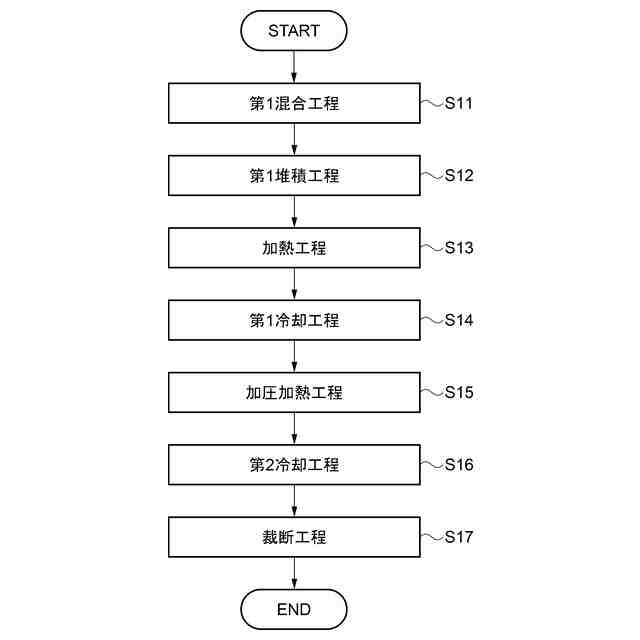
【解決手段】防音シートの製造方法は、天然繊維である複数の第1繊維と、第1芯部および第1芯部を被覆し、第1の融点を有する第1被覆層を含む複数の第2繊維と、が混合されたウェブを作製する第1堆積工程S12と、ウェブを加熱して、第1被覆層を溶融させる加熱工程S13と、第1被覆層が溶融した状態にてウェブを冷却して、第1被覆層を固化させる第1冷却工程S14と、ウェブを加熱して第1被覆層を溶融させると共に、ウェブに所定の圧縮力を印加する加圧加熱工程S15と、加圧加熱工程S15を経たウェブを第1の融点未満に冷却して、第1被覆層を固化させる第2冷却工程S16と、を有する。
【選択図】図4
特許請求の範囲
【請求項1】
天然繊維である複数の第1繊維と、第1芯部および前記第1芯部を被覆し、第1の融点を有する第1被覆層を含む複数の第2繊維と、が混合された第1堆積繊維体を作製する第1堆積工程と、
前記第1堆積繊維体を加熱して、前記第1被覆層を溶融させる加熱工程と、
前記第1被覆層が溶融した状態にて前記第1堆積繊維体を冷却して、前記第1被覆層を固化させる第1冷却工程と、
前記第1堆積繊維体を加熱して前記第1被覆層を溶融させると共に、前記第1堆積繊維体に所定の圧縮力を印加する加圧加熱工程と、
前記加圧加熱工程を経た前記第1堆積繊維体を前記第1の融点未満に冷却して、前記第1被覆層を固化させる第2冷却工程と、を有することを特徴とする防音シートの製造方法。
続きを表示(約 1,600 文字)
【請求項2】
天然繊維である複数の第1繊維と、第1芯部および前記第1芯部を被覆し、第1の融点を有する第1被覆層を含む複数の第2繊維と、が混合された第1堆積繊維体を作製する第1堆積工程と、
複数の前記第1繊維と、第2芯部および前記第2芯部を被覆し、前記第1の融点より高い第2の融点を有する第2被覆層を含む複数の第3繊維と、が混合された第2堆積繊維体を作製する第2堆積工程と、
前記第1堆積繊維体と前記第2堆積繊維体とを重ねて加熱して、前記第1被覆層および前記第2被覆層を溶融させる加熱工程と、
前記第1被覆層および前記第2被覆層が溶融した状態にて、重ねられた前記第1堆積繊維体および前記第2堆積繊維体を前記第1の融点未満に冷却して、前記第1被覆層および前記第2被覆層を固化させる第1冷却工程と、
重ねられた前記第1堆積繊維体および前記第2堆積繊維体を、前記第1の融点以上前記第2の融点未満に加熱すると共に、重ねられた前記第1堆積繊維体および前記第2堆積繊維体に所定の圧縮力を印加する加圧加熱工程と、
重ねられた前記第1堆積繊維体および前記第2堆積繊維体を、前記第1の融点未満に冷却して、前記第1被覆層を固化させる第2冷却工程と、を有することを特徴とする防音シートの製造方法。
【請求項3】
前記第1繊維は、セルロース繊維であり、
前記第1繊維の平均繊維長は、10μm以上50mm以下であり、
前記第2繊維において、前記第1芯部はポリエチレンテレフタレートであり、前記第1被覆層はポリエチレンであり、
前記第2繊維の平均繊維長は、100μm以上5mm以下である、請求項1に記載の防音シートの製造方法。
【請求項4】
前記第1堆積繊維体において、前記第1繊維の含有量に対する前記第2繊維の含有量は、12.0質量%以上40.0質量%以下である、請求項3に記載の防音シートの製造方法。
【請求項5】
前記第1繊維は、セルロース繊維であり、
前記第1繊維の平均繊維長は、10μm以上50mm以下であり、
前記第2繊維において、前記第1芯部はポリエチレンテレフタレートであり、前記第1被覆層はポリエチレンであり、
前記第3繊維において、前記第2芯部はポリエチレンテレフタレートであり、前記第2被覆層はポリエチレンであり、
前記第2繊維および前記第3繊維の平均繊維長は、100μm以上5mm以下である、請求項2に記載の防音シートの製造方法。
【請求項6】
前記第1の融点と前記第2の融点との差は、3℃以上である、請求項5に記載の防音シートの製造方法。
【請求項7】
前記第1堆積繊維体において、前記第1繊維の含有量に対する前記第2繊維の含有量は、12.0質量%以上40.0質量%以下であり、
前記第2堆積繊維体において、前記第1繊維の含有量に対する前記第3繊維の含有量は、12.0質量%以上40.0質量%以下である、請求項6に記載の防音シートの製造方法。
【請求項8】
前記加圧加熱工程において、前記所定の圧縮力による圧縮率は10%以上である、請求項1または請求項2に記載の防音シートの製造方法。
【請求項9】
前記加圧加熱工程は、加圧加熱部を用いて行われ、
前記加圧加熱部は、第1加圧加熱部と第2加圧加熱部とを有し、
前記第1加圧加熱部と前記第2加圧加熱部との間で前記圧縮力が印加される、請求項8に記載の防音シートの製造方法。
【請求項10】
前記第1加圧加熱部は、第1制御部を有し、
前記第2加圧加熱部は、第2制御部を有し、
前記第1制御部および前記第2制御部は、第3制御部によって制御される、請求項9に記載の防音シートの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、防音シートの製造方法、および防音シートに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、セルロース繊維などの天然繊維と樹脂とを含む防音シートが知られていた。例えば、特許文献1には、天然繊維および合成樹脂などを含み、厚さ方向において各材料の含有量が変化する板状の繊維基材が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-48475号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の繊維基材では、内部構造を簡便に制御することが難しいという課題があった。詳しくは、各材料の含有量の比が変化する構造を形成するために、含有量の比が徐々に変わるように各材料を堆積させて繊維集積物を作製している。この方法は、タクトタイムの増加や製造工程の複雑化に繋がり易く、製造コストに影響を及ぼす場合があった。すなわち、内部構造を簡便に制御する防音シートの製造方法が求められていた。
【課題を解決するための手段】
【0005】
防音シートの製造方法は、天然繊維である複数の第1繊維と、第1芯部および前記第1芯部を被覆し、第1の融点を有する第1被覆層を含む複数の第2繊維と、が混合された第1堆積繊維体を作製する第1堆積工程と、前記第1堆積繊維体を加熱して、前記第1被覆層を溶融させる加熱工程と、前記第1被覆層が溶融した状態にて前記第1堆積繊維体を冷却して、前記第1被覆層を固化させる第1冷却工程と、前記第1堆積繊維体を加熱して前記第1被覆層を溶融させると共に、前記第1堆積繊維体に所定の圧縮力を印加する加圧加熱工程と、前記加圧加熱工程を経た前記第1堆積繊維体を前記第1の融点未満に冷却して、前記第1被覆層を固化させる第2冷却工程と、を有することを特徴とする。
【0006】
防音シートの製造方法は、天然繊維である複数の第1繊維と、第1芯部および前記第1芯部を被覆し、第1の融点を有する第1被覆層を含む複数の第2繊維と、が混合された第1堆積繊維体を作製する第1堆積工程と、複数の前記第1繊維と、第2芯部および前記第2芯部を被覆し、前記第1の融点より高い第2の融点を有する第2被覆層を含む複数の第3繊維と、が混合された第2堆積繊維体を作製する第2堆積工程と、前記第1堆積繊維体と前記第2堆積繊維体とを重ねて加熱して、前記第1被覆層および前記第2被覆層を溶融させる加熱工程と、前記第1被覆層および前記第2被覆層が溶融した状態にて、重ねられた前記第1堆積繊維体および前記第2堆積繊維体を前記第1の融点未満に冷却して、前記第1被覆層および前記第2被覆層を固化させる第1冷却工程と、重ねられた前記第1堆積繊維体および前記第2堆積繊維体を、前記第1の融点以上前記第2の融点未満に加熱すると共に、重ねられた前記第1堆積繊維体および前記第2堆積繊維体所定の圧縮力を印加する加圧加熱工程と、重ねられた前記第1堆積繊維体および前記第2堆積繊維体を、前記第1の融点未満に冷却して、前記第1被覆層を固化させる第2冷却工程と、を有することを特徴とする。
【0007】
防音シートは、上記防音シートの製造方法にて製造されることを特徴とする。
【図面の簡単な説明】
【0008】
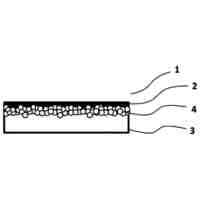
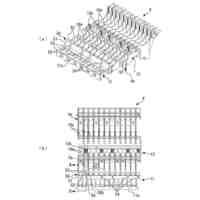
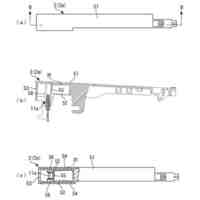
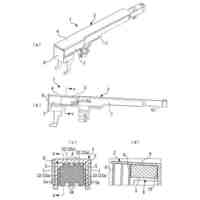
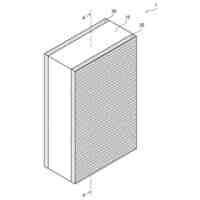
第1実施形態に係る防音シートの模式拡大図。
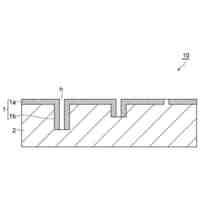
図1における線分A-Aの断面図。
図1における線分B-Bの断面図。
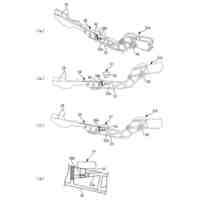
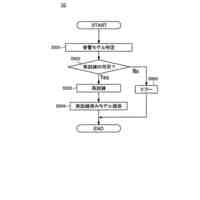
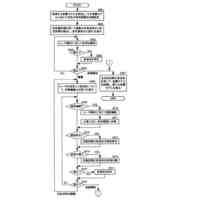
防音シートの製造方法を示すフロー図。
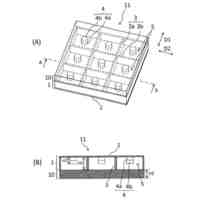
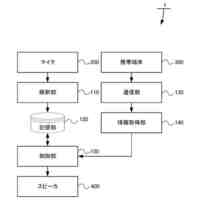
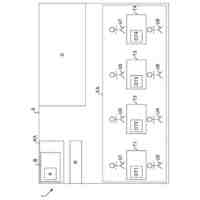
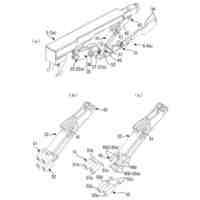
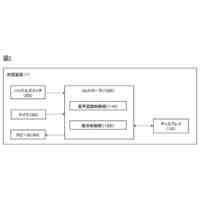
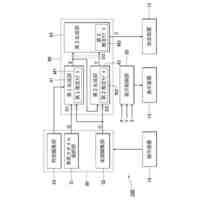
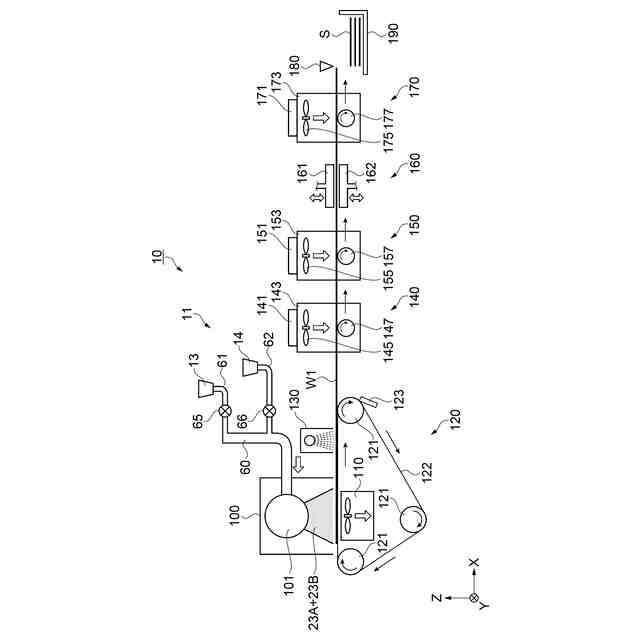
防音シートの製造装置の構成を示す模式図。
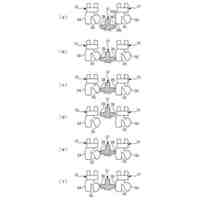
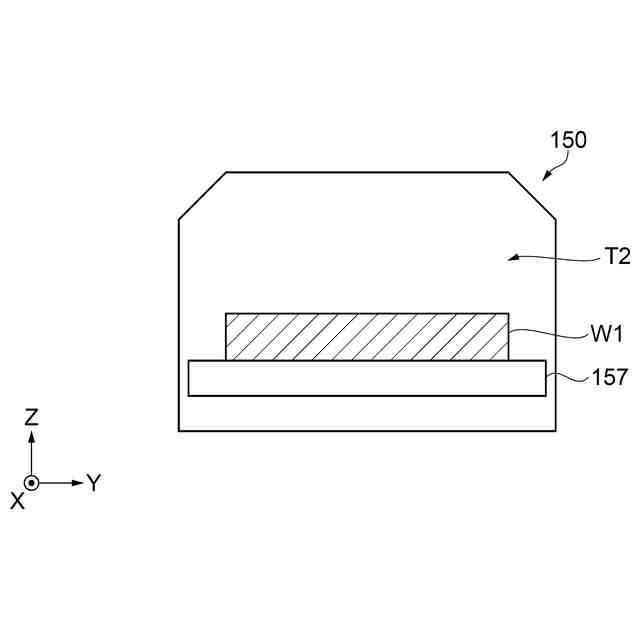
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
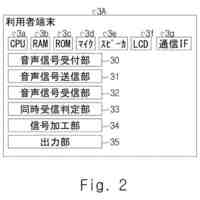
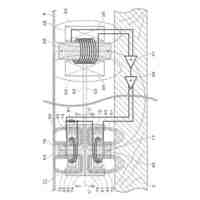
加圧加熱部などの構成を示すブロック図。
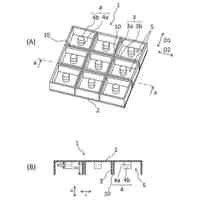
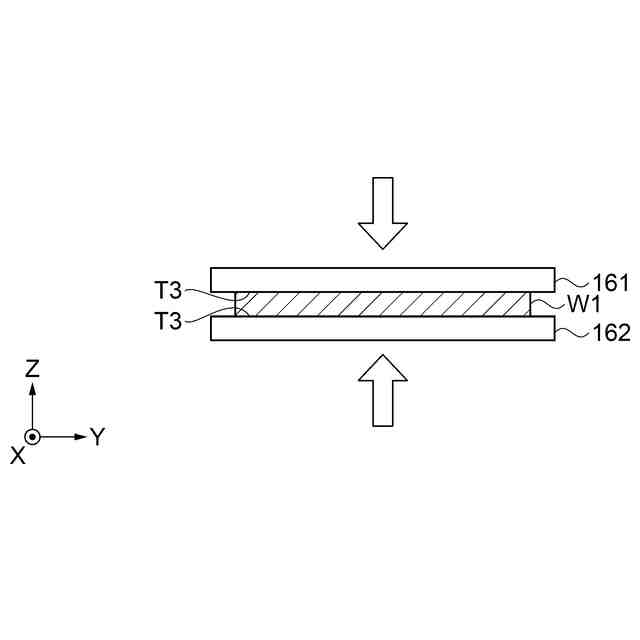
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの密度による防音特性を示すグラフ。
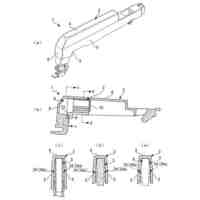
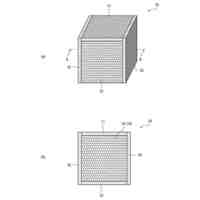
第2実施形態に係る防音シートの低密度な領域の模式拡大図。
図12における線分C-Cの断面図。
防音シートの製造方法を示すフロー図。
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの内部構造による防音特性を示すグラフ。
第3実施形態に係る防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
第4実施形態に係る防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
防音シートの製造方法を示す模式図。
【発明を実施するための形態】
【0009】
以下に述べる実施の形態では、天然繊維などを含む防音シートSおよびその製造方法を例示し、図面を参照して説明する。以下の各図においては、必要に応じて座標軸であるXYZ軸を付し、矢印が指す方向を+方向とし、+方向と反対の方向を-方向とする。+Z方向を上方、-Z方向を下方ということもある。なお、図5において-Z方向は鉛直方向と一致する。
【0010】
また、図示の便宜上、各部材の大きさを実際とは異ならせている。防音シートSの製造装置10において、ウェブW1や防音シートSなどの搬送方向の先を下流、搬送方向を遡る側を上流ということもある。ウェブW1などや防音シートSの厚さとはZ軸に沿う距離であり、厚さ方向とはZ軸に沿う方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社フジコー
吸音材
14日前
三井化学株式会社
防音構造体
18日前
三井化学株式会社
遮音構造体
20日前
株式会社JVCケンウッド
情報処理装置
4日前
株式会社SUBARU
エージェントシステム
21日前
大和ハウス工業株式会社
騒音低減設備
20日前
株式会社フェルナンデス
電気ギター用弦振動持続装置
4日前
ヤマハ株式会社
管楽器用スワブ
12日前
株式会社レゾナック
吸音材及び車両部材
5日前
キョーラク株式会社
樹脂製パネル
19日前
株式会社第一興商
カラオケシステム
21日前
株式会社河合楽器製作所
自動演奏装置及び自動演奏プログラム
14日前
株式会社河合楽器製作所
鍵盤装置の鍵
19日前
TDK株式会社
振動デバイス及びこれを備えるICカード
18日前
トヨタ自動車株式会社
車室の床下構造
12日前
富士通株式会社
評価プログラム、評価方法、評価装置
6日前
株式会社NTTドコモ
発話スタイル改善支援装置
11日前
株式会社河合楽器製作所
鍵盤楽器の鍵盤装置
18日前
株式会社河合楽器製作所
鍵盤楽器の鍵盤装置
18日前
株式会社河合楽器製作所
鍵盤楽器の鍵盤装置
18日前
株式会社河合楽器製作所
鍵盤楽器の鍵盤装置
13日前
株式会社河合楽器製作所
鍵盤楽器の鍵盤装置
13日前
日産自動車株式会社
対話装置及び対話制御方法
12日前
ヤマハ株式会社
音響モデルの訓練方法
13日前
ヤマハ株式会社
音響モデルの訓練方法
13日前
株式会社河合楽器製作所
鍵盤楽器の鍵ガイド構造
18日前
株式会社河合楽器製作所
鍵盤楽器のハンマー装置
18日前
株式会社河合楽器製作所
鍵盤用錘及び鍵盤楽器の鍵
18日前
株式会社河合楽器製作所
鍵盤用錘及び鍵盤楽器の鍵
18日前
ヤマハ株式会社
楽曲生成方法、およびプログラム
11日前
ヤマハ株式会社
音波形の特性分布に係る表示方法
13日前
ヤマハ株式会社
音響モデルの訓練システム及び方法
13日前
福井経編興業株式会社
吸音体
17日前
福井経編興業株式会社
吸音体
17日前
株式会社河合楽器製作所
ドロップアクションを有するピアノ
19日前
ヤマハ株式会社
プログラム、音響処理方法および音響処理システム
5日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ