TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024021144
公報種別
公開特許公報(A)
公開日
2024-02-16
出願番号
2022123772
出願日
2022-08-03
発明の名称
スプレー装置
出願人
株式会社日本高熱工業社
代理人
個人
主分類
B22D
17/20 20060101AFI20240208BHJP(鋳造;粉末冶金)
要約
【課題】 ダイカストマシンの金型内面に液体を均一且つ確実に噴霧することができるスプレー装置を提供する。
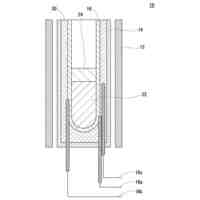
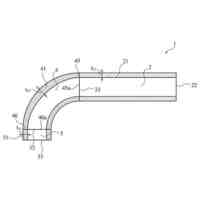
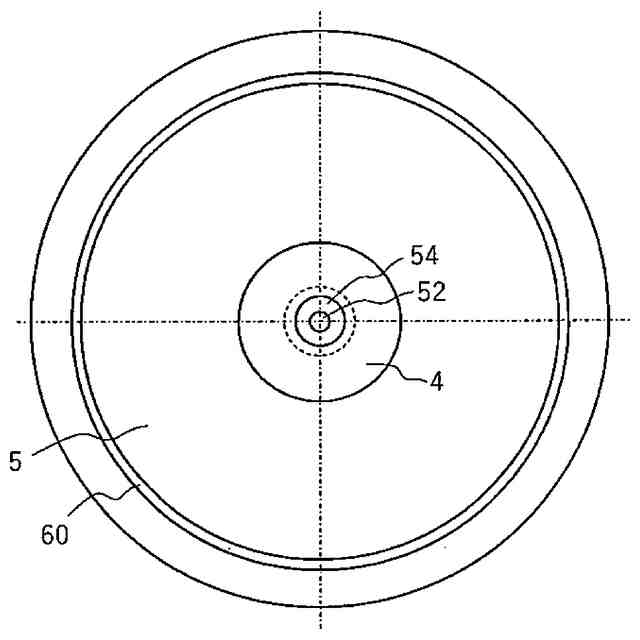
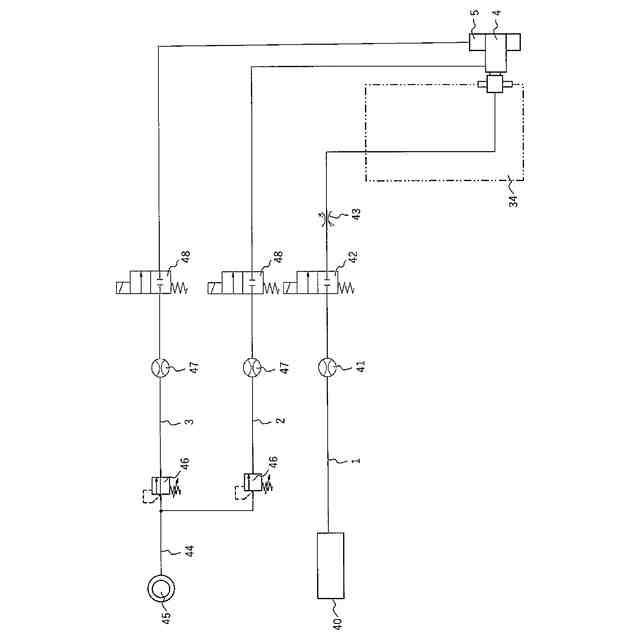
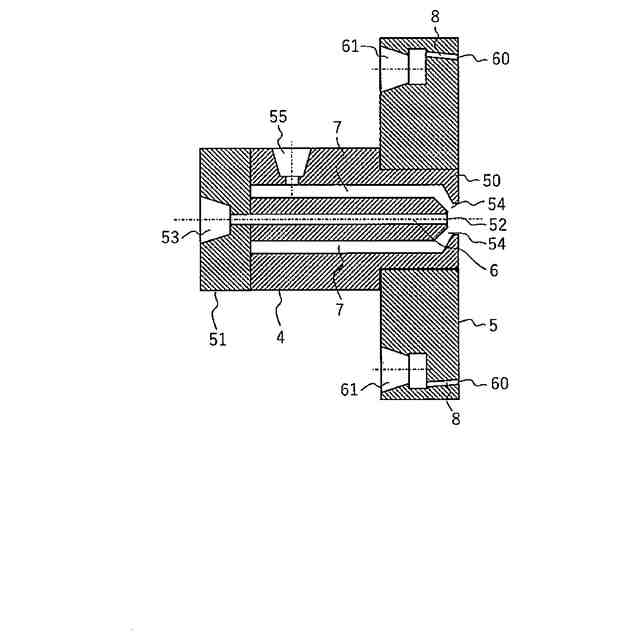
【解決手段】 金型に液体を噴霧するスプレーノズル4と、これに嵌合する外嵌部材5を備え、スプレーノズルには、先端が開口し液体送路1から圧送された液体を通過させる液体噴出路6と、先端が開口し第1の気体送路2から圧送された気体を通過させる第1の気体噴出路7を形成し、外嵌部材には、先端が開口し第2の気体送路3から圧送された気体を通過させる第2の気体噴出路8を形成し、第2の気体噴出路から噴出させる気体をスプレーノズルから放出された噴霧流に対し衝突させ得るようにしたことを特徴としている。
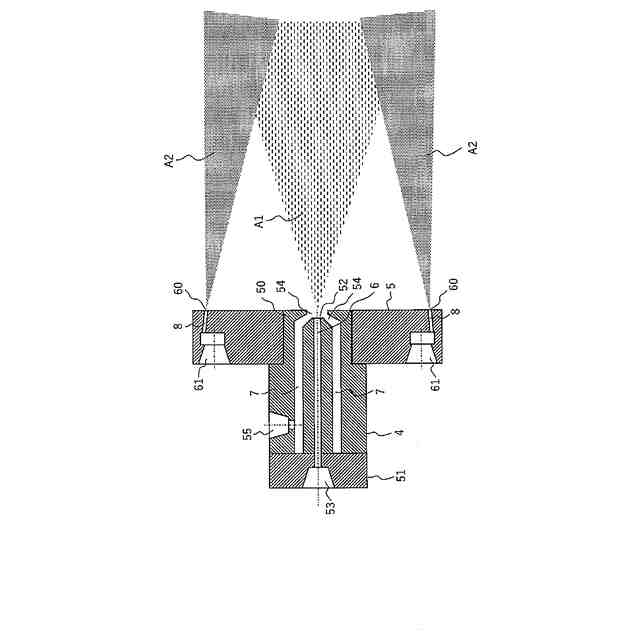
【選択図】 図4
特許請求の範囲
【請求項1】
ダイカストマシンの金型に霧化した流体を噴霧するスプレー装置において、
前記スプレー装置は、液体供給源から供給される液体を圧送する液体送路と、気体供給源から供給される気体をそれぞれ別々に圧送する第1の気体送路と第2の気体送路と、前記液体送路から圧送された液体と前記第1の気体送路から圧送された気体を混合して噴霧するスプレーノズルと、前記スプレーノズルの少なくとも先端部外周を覆うように設けられ前記第2の気体送路から圧送された気体を外部に噴出する外嵌部材とを備え、
前記スプレーノズルには、先端が開口し前記液体送路から圧送された液体を通過させる液体噴出路と、先端が開口し前記第1の気体送路から圧送された気体を通過させる第1の気体噴出路が形成され、
前記外嵌部材には、先端が開口し前記第2の気体送路から圧送された気体を通過させる第2の気体噴出路が形成され、
前記第2の気体噴出路から噴出させる気体を前記スプレーノズルから放出された噴霧流に対し衝突させ得るようにしたことを特徴とするスプレー装置。
続きを表示(約 560 文字)
【請求項2】
ダイカストマシンの金型に霧化した液体を噴霧するスプレー装置において、
前記スプレー装置は、液体供給源から供給される液体を圧送する液体送路と、気体供給源から供給される気体をそれぞれ別々に圧送する第1の気体送路と第2の気体送路と、前記液体送路から圧送された液体と前記第1の気体送路から圧送された気体を混合して噴霧するスプレーノズルと、前記スプレーノズルの少なくとも先端部外周を覆うように設けられた外嵌部材とを備え、
前記スプレーノズルには、先端が開口し前記液体送路から圧送された液体を通過させる液体噴出路と、先端が開口し前記第1の気体送路から圧送された気体を通過させる第1の気体噴出路が形成され、
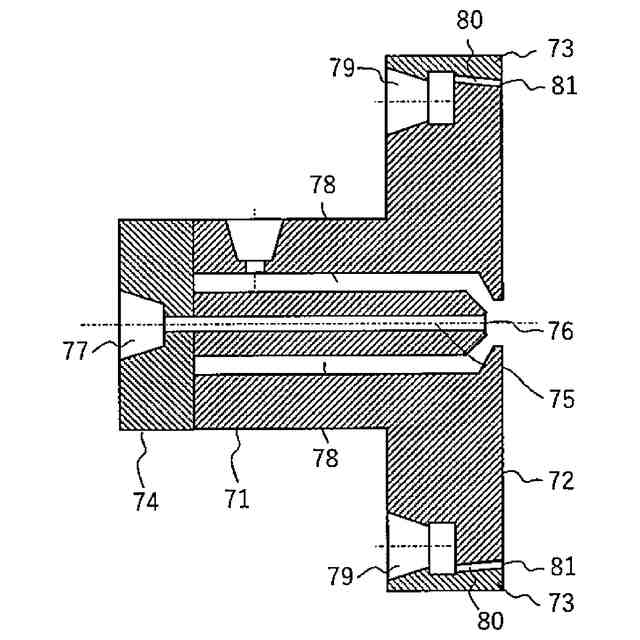
前記スプレーノズルと前記外嵌部材の間に形成された周回状の間隙部分には、先端が開口し前記第2の気体送路から圧送された気体を通過させる第2の気体噴出路が形成され、
前記第2の気体噴出路から噴出させる気体を前記スプレーノズルから放出された噴霧流に対し衝突させ得るようにしたことを特徴とするスプレー装置。
【請求項3】
前記第2の気体噴出路の開口側端部が内側に向かって傾斜状に形成されていることを特徴とする請求項1又は請求項2のいずれかに記載のスプレー装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイカストマシンの金型に霧化した液体を噴霧するスプレー装置に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
溶融したアルミニウム合金等を高速・高圧で金型内に射出して成型するダイカストマシンによる鋳造は、生産性や寸法精度に優れていることから、種々の工業製品の生産に広く用いられている。そして、このようなダイカストマシンを利用する場合、金型から成形品を取り出す際の型離れを容易にするため、成型前の金型内面に予め離型剤を噴霧したり、成型時に高温になった金型を一旦冷却する必要から、成型前の金型内面に冷却水を噴霧するといったことが行われている。
【0003】
そして、前述した金型内面に離型剤や冷却水といった液体を噴霧するにあたり、例えば、特許文献1及び2に示されているように、液体供給源から供給される液体と、気体供給源から供給される気体をスプレーノズルに圧送し、これら液体と気体を混合させて噴霧するといった手段が用いられている。
【先行技術文献】
【特許文献】
【0004】
特許第4942875号公報
特開2007-90221号公報
【0005】
しかしながら、特許文献1及び2に示されているような単に液体と気体を混合させて噴霧するスプレーノズルを用いた場合、次のような問題が起こり得る。その1つは、高温になった金型に液体を噴霧する際、その金型の温度に対して噴霧する霧の粒径が大きかった場合、金型の表面に接した液体が蒸気の膜をつくってしまい、その結果、金型表面への熱伝導が妨げられるいわゆるライデンフロスト現象が発生し、ひいては金型を適切に冷却できないことになる。逆に、金型の温度に対して噴霧する霧の粒径が小さかった場合、金型に到達する前に液体が蒸発してしまったり、噴霧流が拡散して適切な量の液体が金型に到達できず、ひいては金型を適切に冷却できないことになる。また、単に液体と気体を混合させて噴霧するスプレーノズルにおける別の問題として、例えば、金型内面に肉抜き部や鋳抜きピンなどの突出した部分があった場合、噴霧した液体が当該突出部分に均一に当たらず、離型剤がうまく塗布できなかったり、冷却水による冷却が不十分になってしまうおそれがある。
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明は、上記課題を解決すべく、金型に噴霧する液体の粒径の大小に拘わらず、また、金型内面に突出した部分が存在しているような場合であっても、金型に対して均一に液体を噴霧することを可能としたスプレー装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
前記課題を解決するために本発明は、ダイカストマシンの金型に霧化した流体を噴霧するスプレー装置において、前記スプレー装置は、液体供給源から供給される液体を圧送する液体送路と、気体供給源から供給される気体をそれぞれ別々に圧送する第1の気体送路と第2の気体送路と、前記液体送路から圧送された液体と前記第1の気体送路から圧送された気体を混合して噴霧するスプレーノズルと、前記スプレーノズルの少なくとも先端部外周を覆うように設けられ前記第2の気体送路から圧送された気体を外部に噴出する外嵌部材とを備え、前記スプレーノズルには、先端が開口し前記液体送路から圧送された液体を通過させる液体噴出路と、先端が開口し前記第1の気体送路から圧送された気体を通過させる第1の気体噴出路が形成され、前記外嵌部材には、先端が開口し前記第2の気体送路から圧送された気体を通過させる第2の気体噴出路が形成され、前記第2の気体噴出路から噴出させる気体を前記スプレーノズルから放出された噴霧流に対し衝突させ得るようにしたことを特徴としている。
【0008】
また、本発明は、ダイカストマシンの金型に霧化した液体を噴霧するスプレー装置において、前記スプレー装置は、液体供給源から供給される液体を圧送する液体送路と、気体供給源から供給される気体をそれぞれ別々に圧送する第1の気体送路と第2の気体送路と、前記液体送路から圧送された液体と前記第1の気体送路から圧送された気体を混合して噴霧するスプレーノズルと、前記スプレーノズルの少なくとも先端部外周を覆うように設けられた外嵌部材とを備え、前記スプレーノズルには、先端が開口し前記液体送路から圧送された液体を通過させる液体噴出路と、先端が開口し前記第1の気体送路から圧送された気体を通過させる第1の気体噴出路が形成され、前記スプレーノズルと前記外嵌部材の間に形成された(周回状の)間隙部分には、先端が開口し前記第2の気体送路から圧送された気体を通過させる第2の気体噴出路が形成され、前記第2の気体噴出路から噴出させる気体を前記スプレーノズルから放出された噴霧流に対し衝突させ得るようにしたことを特徴としている。
【0009】
さらに、本発明における前記第2の気体噴出路は、その開口側端部が内側に向かって傾斜状に形成されていることが望ましい。
【発明の効果】
【0010】
本発明によれば、スプレーノズルから放出させた噴霧流に対し、第2の気体噴出路から噴出させた気体を衝突させ得るようにしたことから、噴霧流の拡がりを抑制し、金型の狙った箇所に適切且つピンポイント的に噴霧流を到達させることができる。従って、例えば、噴霧した液体が離型剤である場合には、金型に離型剤を均一に付着させることができ、また、噴霧した液体が冷却水である場合には、金型を確実に冷却することができる。さらに、金型内面に突出した部分が存在しているような場合であっても、金型に対してむらなく液体を噴霧することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
29日前
トヨタ自動車株式会社
保持炉
1か月前
トヨタ自動車株式会社
金型装置
22日前
トヨタ自動車株式会社
鋳造装置
24日前
リョービ株式会社
ダイカスト金型
1か月前
日本製鉄株式会社
電磁ブレーキ装置
1日前
芝浦機械株式会社
ダイカストマシン
7日前
株式会社プロテリアル
インゴットの鋳造方法
2か月前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
芝浦機械株式会社
射出装置及び成形機
17日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
離型剤の塗布方法
1か月前
トヨタ自動車株式会社
複合中子の製造方法
22日前
トヨタ自動車株式会社
ダイカスト鋳造装置
24日前
トヨタ自動車株式会社
金型の温度制御方法
1か月前
日本鋳造株式会社
押湯切断方法および押湯
1日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
17日前
三菱重工業株式会社
金属粉末製造装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
芝浦機械株式会社
ダイカストマシン
7日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
23日前
石福金属興業株式会社
PtAu合金粉末の製造方法
22日前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
9日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
2か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
7日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
23日前
黒崎播磨株式会社
浸漬ノズル
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
冨士ダイス株式会社
エルボ管及びその製造方法
4日前
株式会社IHI
造形方法及びサポート部材
22日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ