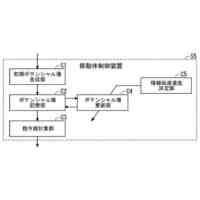
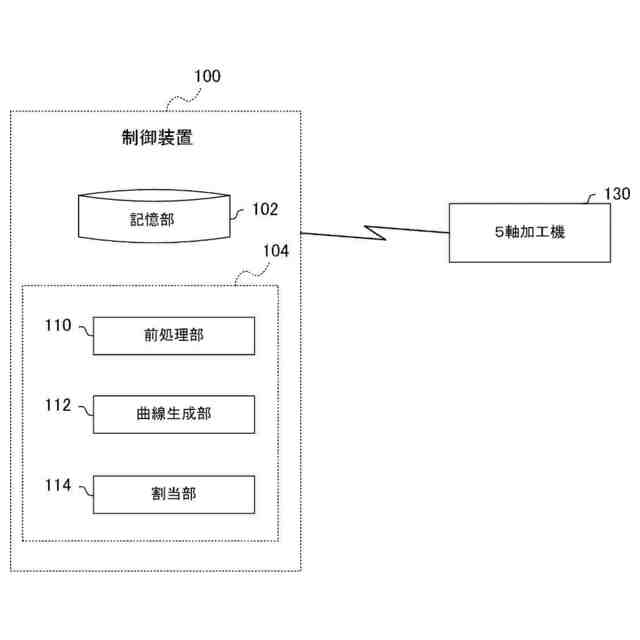
発明の詳細な説明【技術分野】 【0001】 本開示は、5軸加工機を制御するための制御装置、制御方法、及び制御プログラムに関する。 続きを表示(約 1,900 文字)【背景技術】 【0002】 従来、5軸加工機の制御に関する技術がある。近年、マイクロ・ナノテクノロジーの発展により、ものづくりがより複雑化、高度化しており、工業用の5軸加工機の高精度化、高効率化が強く望まれている。なお、ここでいう5軸加工機とは、ボールエンドミル等の回転切削ツールにより除去・加工又は付加・加工を行う加工機、及びプリンタノズルを持つ3Dプリンタを含む。 【0003】 例えば、回転軸の誤差を考慮した加工を実現することで、加工時間を短縮する技術がある(特許文献1参照)。この技術では、姿勢を移動する際における第1軸周りの回転角度及び第2軸周りの回転角度を算出している。 【0004】 また、5軸加工機の回転軸の傾きや軸振れによる加工誤差を低減する技術がある(特許文献2参照)。この技術では、工具の姿勢誤差を補正するための各回転軸の補正回転角度を算出し、軸のまわりに、補正回転角度だけチルトテーブルを回転させて5軸制御を行っている。 【0005】 また、NC加工機に対する工具角度や工具位置の急激な変化を抑制するNCデータを作成する技術がある(特許文献3参照)。この技術では、工具先端位置の各点における前記工具主軸方向ベクトルが前記第2回転軸と一致するか否か判断し、一致する場合は前記第2回転軸と一致しない周辺の点における角度を取り出して曲線補間して当該点における角度を作成する処理をしている。 【先行技術文献】 【特許文献】 【0006】 特開2021-149466号公報 特開2012-164306号公報 特開2006-053789号公報 【非特許文献】 【0007】 S. Tajima, B. Sencer, “Accurate real-time interpolation of 5-axis tool-paths with local corner smoothing,” International Journal of Machine Tools and Manufacture, 142(2019) 1-15. Z. Yan, S. Schiller, G. Wilensky, N. Carr, S. Schaefer, κ-Curves: Interpolation at Local Maximum Curvature, TOG, 36(4), 129, 2017. 【発明の概要】 【発明が解決しようとする課題】 【0008】 もっとも、5軸加工機の工具の制御はその自由度の高さのために非常に複雑である。そのため、工具軸制御のためのCAMやNC(数値制御)ソフトウェアは高度な数学的手法が必要となる。例えば、工具軸の回転を等速で行うために、球面線形補間を行うリアルタイム軌道生成アルゴリズムを用いて、並進及び回転工具運動の同期を補間する技術がある(非特許文献1参照)。しかし、5軸加工機のソフトウェア開発に用いられている数学的手法は加工精度及び加工効率の観点から十分に洗練されているとはいえなかった。特に制御対象の工具先端の加工位置データ(CLパス)とセットとなる姿勢データ(工具軸の角度)の制御が適切に行えていない、という課題がある。そのため、加工面への回転パワーの伝達が効率的でなく加工時間がかかり、加工精度も十分でない、という課題がある。 【0009】 本開示の課題は、精度よく、かつ、効率的な加工を可能とする制御装置、制御方法、及び制御プログラムを提供することである。 【課題を解決するための手段】 【0010】 本開示の制御装置は、5軸加工機における工具の位置姿勢制御において、単位球面上に生成した曲線上の点の位置において方位角及び天頂角により姿勢を指定し、工具軸の姿勢変化を連続的に制御するための姿勢データを出力する姿勢情報生成部を含む制御装置であって、前記姿勢情報生成部は、加工対象の形状から得られた工具先端中心の位置及び姿勢による移動経路に関する加工位置データについて、前記加工位置データからサンプリングした各点にパス移動方向に応じて法線方向の角度を傾けた入力点として単位球面上に曲線を生成し、前記曲線における入力点に応じて前記加工位置データの各点に姿勢情報を追加し、姿勢データとして出力する。 (【0011】以降は省略されています) この特許をJ-PlatPatで参照する
 特許ウォッチ
特許ウォッチ