TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025169139
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024193994,2024073755
出願日
2024-11-05,2024-04-30
発明の名称
プリフォーム及びプラスチックボトル
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
49/06 20060101AFI20251105BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】口部を結晶化させることなく高温の内容液を充填することが可能なプリフォーム及びプラスチックボトルを提供する。
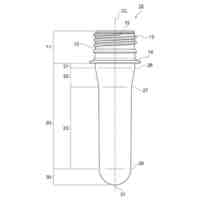
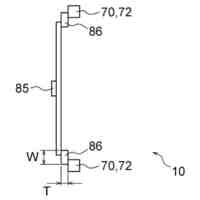
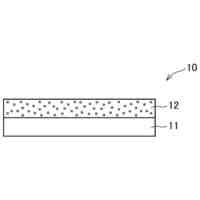
【解決手段】プリフォーム10は、開口部15を有する口部11と、口部11に連結された胴部20と、胴部20に連結された底部30とを備えている。プリフォーム10の口部11は口部本体12とねじ部13とを有する。口部本体12の外径をD
1
とし、口部本体12の内径をD
2
とすると、D
2
/D
1
=0.80~0.90となる。
【選択図】図2
特許請求の範囲
【請求項1】
口部本体と、前記口部本体の外周に設けられたねじ部とを有する円筒状の口部と、
前記口部に連結された円筒状の胴部と、
前記胴部に連結された底部とを備え、
前記口部の前記口部本体の外径をD1とし、
前記口部本体の内径をD2とした場合、
D2/D1=0.80~0.90となり、
前記ねじ部はエアベント用の切断部を有することなく円周方向に沿って連続して延びる、プリフォーム。
続きを表示(約 600 文字)
【請求項2】
前記口部は非結晶であり、前記口部の示差走査熱量測定により得られる、第1回昇温後の第1回降温時の結晶化熱量が40.0J/g以上、43.0J/g以下である、請求項1記載のプリフォーム。
【請求項3】
前記口部は非結晶であり、前記口部の示差走査熱量測定により得られる、第2回昇温時の融解熱量が41.0J/g以上、44.0J/g以下である、請求項2記載のプリフォーム。
【請求項4】
口部本体と、前記口部本体の外周に設けられたねじ部とを有する円筒状の口部を含むプラスチックボトルにおいて、
前記口部の前記口部本体の外径をD1とし、
前記口部本体の内径をD2とした場合、
D2/D1=0.80~0.90となり、
前記ねじ部はエアベント用の切断部を有することなく円周方向に沿って連続して延びる、プラスチックボトル。
【請求項5】
前記口部は非結晶であり、前記口部の示差走査熱量測定により得られる、第1回昇温後の第1回降温時の結晶化熱量が40.0J/g以上、43.0J/g以下である、請求項4記載のプラスチックボトル。
【請求項6】
前記口部は非結晶であり、前記口部の示差走査熱量測定により得られる、第2回昇温時の融解熱量が41.0J/g以上、44.0J/g以下である、請求項5記載のプラスチックボトル。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プリフォーム及びプラスチックボトルに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、例えば射出成形法により作製したポリエチレンテレフタレート製プリフォームを二軸延伸ブロー成形し、プラスチックボトルを作製することが行われている。
【先行技術文献】
【特許文献】
【0003】
特開2016-13664号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、作製されたプラスチックボトルには口部から内容液が充填されるが、この場合常温の内容液を充填する時と同様に口部を結晶化させることなく、口部から高温(例えば70℃~90℃)の内容液を充填することが望まれている。
【0005】
本開示は、このような点を考慮してなされたものであり、口部を結晶化させることなく高温の内容液を充填することが可能なプリフォーム及びプラスチックボトルを提供する。
【課題を解決するための手段】
【0006】
本開示は、口部本体と、前記口部本体の外周に設けられたねじ部とを有する円筒状の口部と、前記口部に連結された円筒状の胴部と、前記胴部に連結された底部とを備え、前記口部の前記口部本体の外径をD
1
とし、前記口部本体の内径をD
2
とした場合、D
2
/D
1
=0.80~0.90となり、前記ねじ部は切断部を有することなく円周方向に沿って連続して延びる、プリフォームである。
【0007】
本開示は、前記口部は非結晶であり、前記口部の示差走査熱量測定により得られる、第1回昇温後の第1回降温時の結晶化熱量が40.0J/g以上、43.0J/g以下である、プリフォームである。
【0008】
本開示は、前記口部は非結晶であり、前記口部の示差走査熱量測定により得られる、第2回昇温時の融解熱量が41.0J/g以上、44.0J/g以下である、プリフォームである。
【0009】
本開示は、口部本体と、前記口部本体の外周に設けられたねじ部とを有する円筒状の口部を含むプラスチックボトルにおいて、前記口部の前記口部本体の外径をD
1
とし、前記口部本体の内径をD
2
とした場合、D
2
/D
1
=0.80~0.90となり、前記ねじ部は切断部を有することなく円周方向に沿って連続して延びる、プラスチックボトルである。
【0010】
本開示は、前記口部は非結晶であり、前記口部の示差走査熱量測定により得られる、第1回昇温後の第1回降温時の結晶化熱量が40.0J/g以上、43.0J/g以下である、プラスチックボトル。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大日本印刷株式会社
装飾パネル
21日前
大日本印刷株式会社
プリフォーム
28日前
大日本印刷株式会社
インテリア用品
1か月前
大日本印刷株式会社
位置決め搬送装置
13日前
大日本印刷株式会社
プラスチックボトル
28日前
大日本印刷株式会社
化粧シート及び化粧材
1か月前
大日本印刷株式会社
広告ボード体および脚体
12日前
大日本印刷株式会社
加飾シート及び樹脂成形品
20日前
大日本印刷株式会社
処理装置、判断方法及び評価方法
1か月前
大日本印刷株式会社
紙印刷物および紙印刷物の製造方法
1か月前
大日本印刷株式会社
カードおよびカードの真偽判定方法
1日前
大日本印刷株式会社
マスク及び有機デバイスの製造方法
5日前
大日本印刷株式会社
マスク及び有機デバイスの製造方法
5日前
大日本印刷株式会社
音響機能付き低反射透明フィルム装置
14日前
大日本印刷株式会社
光学素子及び前記光学素子を含む装置
6日前
大日本印刷株式会社
加飾シート、加飾部材及び表示システム
1か月前
大日本印刷株式会社
マスク、蒸着方法及びデバイスの製造方法
5日前
大日本印刷株式会社
内容物充填システムおよび内容物充填方法
6日前
大日本印刷株式会社
有機デバイス及び有機デバイスの製造方法
13日前
大日本印刷株式会社
情報処理装置、情報処理方法、及びプログラム
1か月前
大日本印刷株式会社
情報処理方法、プログラム、及び情報処理装置
今日
大日本印刷株式会社
マスク、マスク装置及びマスク装置の製造方法
5日前
大日本印刷株式会社
加飾部材の補修方法、加飾シート及び加飾部材
7日前
大日本印刷株式会社
光学シート、液晶表示装置及び有機EL表示装置
1か月前
大日本印刷株式会社
化粧シート、化粧シートの製造方法および化粧材
1か月前
大日本印刷株式会社
化粧シート、化粧シートの製造方法および化粧材
28日前
大日本印刷株式会社
化粧シート、化粧シートの製造方法および化粧材
28日前
大日本印刷株式会社
積層体、チューブ容器及びキャップ付きチューブ容器
12日前
大日本印刷株式会社
積層体、チューブ容器及びキャップ付きチューブ容器
12日前
大日本印刷株式会社
合掌ガセット袋および合掌ガセット袋用シート製造方法
1か月前
大日本印刷株式会社
仮想空間監視装置、プログラム及び仮想空間監視システム
1か月前
大日本印刷株式会社
転写シート、転写用基材付き樹脂成形品、及び樹脂成形品
20日前
大日本印刷株式会社
マスク装置
5日前
大日本印刷株式会社
加飾シート
26日前
大日本印刷株式会社
物品の製造方法および、発泡性接着シートおよび接着剤組成物
20日前
大日本印刷株式会社
半導体パッケージ
14日前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ