TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025168920
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073784
出願日
2024-04-30
発明の名称
プリフォーム
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
49/06 20060101AFI20251105BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
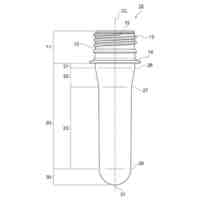
【課題】プリフォームに対してブロー成形を行って精度よくプラスチックボトルを成形することができるプリフォームを提供する。
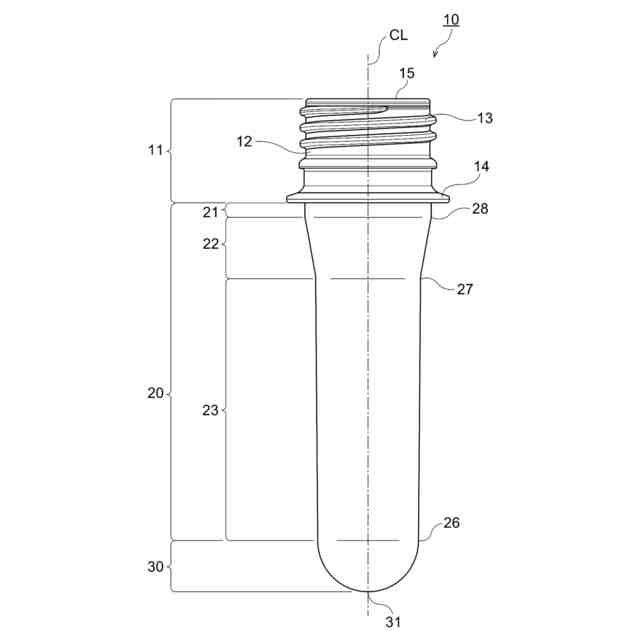
【解決手段】プリフォーム10は、開口部15を有する口部11と、口部11に連結された胴部20と、胴部20に連結された底部30とを備えている。胴部20の薄肉部20Aは縮径部22に存在し、縮径部22の厚みT
2
の分布は、大径部21から薄肉部20Aまで下降する下降部と、薄肉部20Aから小径部23まで上昇する上昇部とを含むV字状を形成する。
【選択図】図1
特許請求の範囲
【請求項1】
口部と、
前記口部に連結された胴部と、
前記胴部に連結された底部とを備え、
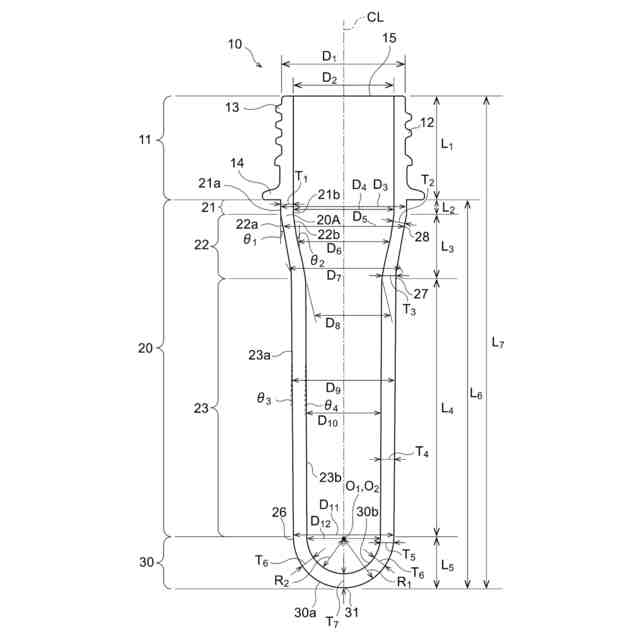
前記胴部は、前記口部側に位置する大径部と、前記底部側に位置する小径部と、前記大径部と前記小径部との間に位置し、前記大径部から前記小径部に向けて縮径する縮径部とを有し、
前記大径部の厚みをT
1
とし、
前記小径部の厚みをT
4
とした場合、
T
1
の平均値≦T
4
の平均値となっており、かつ
前記胴部のうち最も厚みの薄い薄肉部は前記縮径部に存在し、
前記縮径部の厚みT
2
の分布は、前記大径部から前記薄肉部まで下降する下降部と、前記薄肉部から前記小径部まで上昇する上昇部とを含むV字状を形成する、プリフォーム。
続きを表示(約 260 文字)
【請求項2】
前記縮径部の厚みT
2
は、前記縮径部の全領域において前記大径部の厚みT
1
および前記小径部の厚みT
4
より小さくなっている、請求項1記載のプリフォーム。
【請求項3】
前記縮径部の高さ方向の長さをL
3
とし、前記大径部と前記縮径部との境界部から前記薄肉部までの長さをL
10
とすると、L
10
/L
3
=30%~50%となる、請求項1または2記載のプリフォーム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プリフォームに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、例えば射出成形法により作製したポリエチレンテレフタレート製プリフォームを二軸延伸ブロー成形し、プラスチックボトルを作製することが行われている。
【先行技術文献】
【特許文献】
【0003】
特開2016-13664号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ブロー成形によりプラスチックボトルを作製した際に、プラスチックボトルの口部と胴部との間の肩部、とりわけ肩部上部において、ブロー成形時にプラスチック部材が十分に伸びきらず、精度良く成形することが困難となる場合がある。
【0005】
本開示は、このような点を考慮してなされたものであり、プリフォームに対してブロー成形を行って精度よくプラスチックボトルを成形することができるプリフォームを提供する。
【課題を解決するための手段】
【0006】
本開示は、口部と、前記口部に連結された胴部と、前記胴部に連結された底部とを備え、前記胴部は、前記口部側に位置する大径部と、前記底部側に位置する小径部と、前記大径部と前記小径部との間に位置し、前記大径部から前記小径部に向けて縮径する縮径部とを有し、前記大径部の厚みをT
1
とし、前記小径部の厚みをT
4
とした場合、
T
1
の平均値≦T
4
の平均値となっており、かつ
前記胴部のうち最も厚みの薄い薄肉部は前記縮径部に存在し、前記縮径部の厚みT
2
の分布は、前記大径部から前記薄肉部まで下降する下降部と、前記薄肉部から前記小径部まで上昇する上昇部とを含むV字状を形成する、プリフォームである。
【0007】
本開示は、前記縮径部の厚みT
2
は、前記縮径部の全領域において前記大径部の厚みT
1
および前記小径部の厚みT
4
より小さくなっている、プリフォームである。
【0008】
本開示は、前記縮径部の高さ方向の長さをL
3
とし、前記大径部と前記縮径部との境界部から前記薄肉部までの長さをL
10
とすると、L
10
/L
3
=30%~50%となる、プリフォームである。
【発明の効果】
【0009】
本実施の形態によれば、プリフォームに対してブロー成形を行って精度よくプラスチックボトルを成形することができる。
【図面の簡単な説明】
【0010】
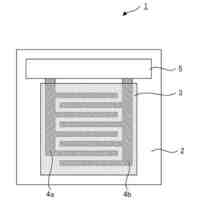
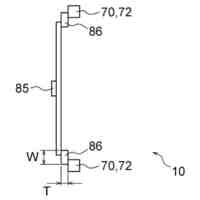
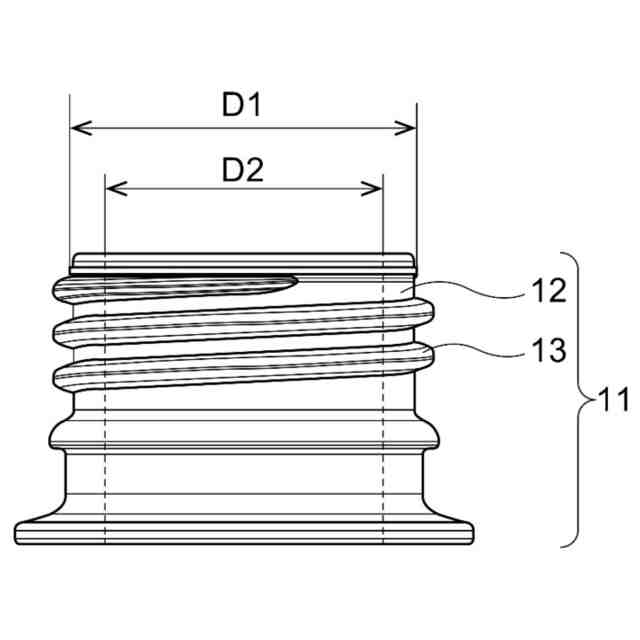
図1は本実施の形態によるプリフォームを示す正面図。
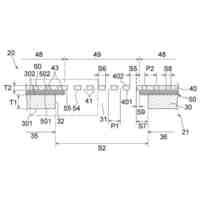
図2は図1に示すプリフォームを示す垂直断面図(プリフォームの中心軸を通る断面図)。
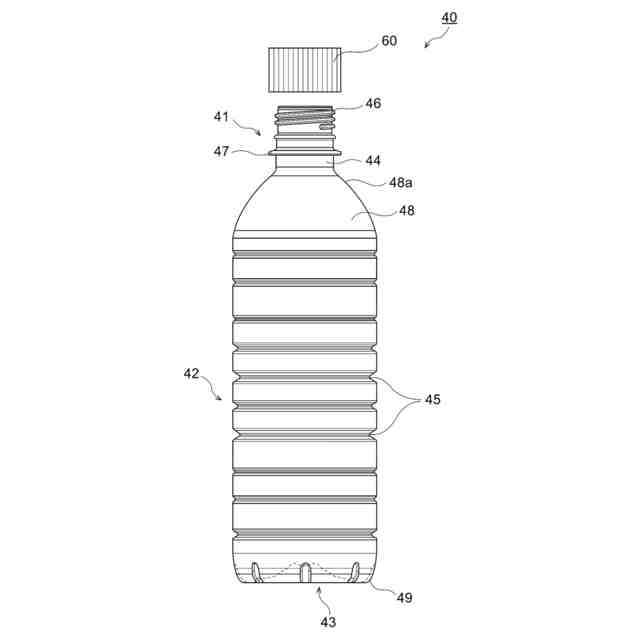
図3は本実施の形態によるプリフォームにより作製されるプラスチックボトルを示す正面図。
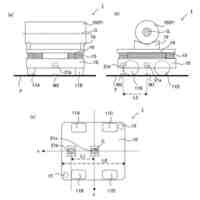
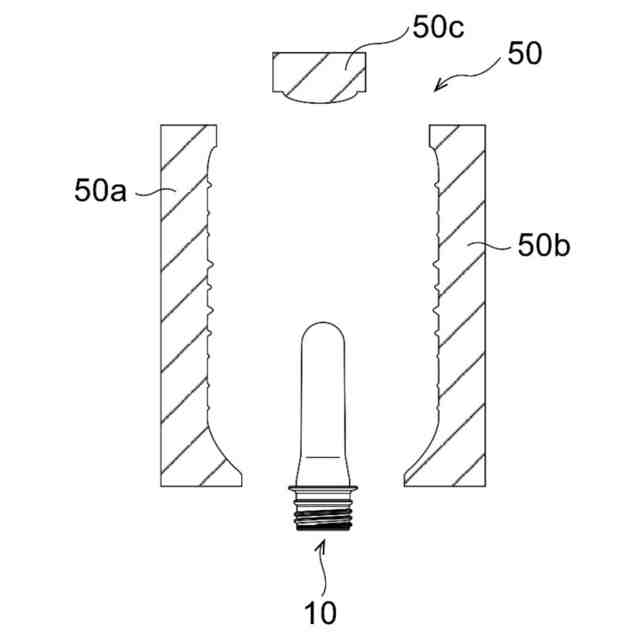
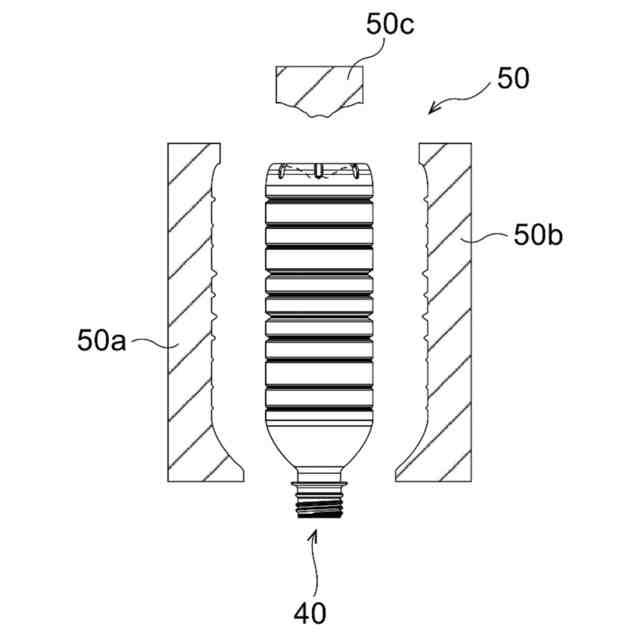
図4Aは本実施の形態によるプラスチックボトルの製造方法を示す図。
図4Bは本実施の形態によるプラスチックボトルの製造方法を示す図。
図4Cは本実施の形態によるプラスチックボトルの製造方法を示す図。
図4Dは本実施の形態によるプラスチックボトルの製造方法を示す図。
図4Eは本実施の形態によるプラスチックボトルの製造方法を示す図。
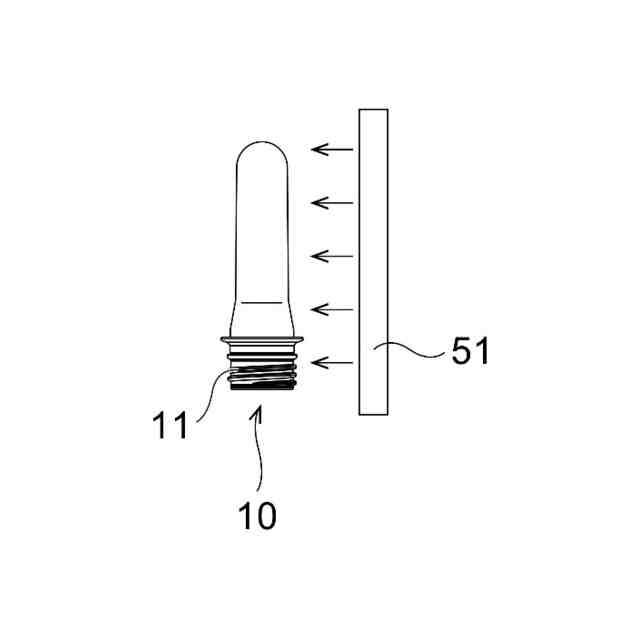
図5Aは実施例1によるプリフォームの口部を示す図。
図5Bは比較例1-2によるプリフォームの口部を示す図。
図6はプリフォームの口部に対して施されたDSCの測定条件を示す図表。
図7はプリフォームの口部に施されたDSCの測定結果を示す図表。
図8は本実施の形態のプリフォームの寸法を示す図表。
図9は本実施の形態におけるプリフォームの肉厚分布を示す図表。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大日本印刷株式会社
印刷物
1か月前
大日本印刷株式会社
印刷物
1か月前
大日本印刷株式会社
床構成体
2か月前
大日本印刷株式会社
太陽電池
1か月前
大日本印刷株式会社
除電装置
1か月前
大日本印刷株式会社
積層シート
1か月前
大日本印刷株式会社
床用化粧材
1か月前
大日本印刷株式会社
装飾パネル
19日前
大日本印刷株式会社
プリフォーム
26日前
大日本印刷株式会社
インテリア用品
1か月前
大日本印刷株式会社
位置決め搬送装置
11日前
大日本印刷株式会社
旅行記作成システム
1か月前
大日本印刷株式会社
プラスチックボトル
26日前
大日本印刷株式会社
化粧シート及び化粧材
1か月前
大日本印刷株式会社
調光部材及び合わせ板
1か月前
大日本印刷株式会社
積層体および包装容器
1か月前
大日本印刷株式会社
積層体および包装容器
1か月前
大日本印刷株式会社
広告ボード体および脚体
10日前
大日本印刷株式会社
加飾シート及び樹脂成形品
1か月前
大日本印刷株式会社
再配線層及びその製造方法
1か月前
大日本印刷株式会社
加飾シート及び樹脂成形品
18日前
大日本印刷株式会社
情報処理装置及びプログラム
2か月前
大日本印刷株式会社
学習支援装置及びプログラム
2か月前
大日本印刷株式会社
処理装置、判断方法及び評価方法
1か月前
大日本印刷株式会社
マスク及び有機デバイスの製造方法
3日前
大日本印刷株式会社
マスク及び有機デバイスの製造方法
3日前
大日本印刷株式会社
水素センサおよび水素検知システム
2か月前
大日本印刷株式会社
紙印刷物および紙印刷物の製造方法
1か月前
大日本印刷株式会社
光学素子及び前記光学素子を含む装置
4日前
大日本印刷株式会社
音響機能付き低反射透明フィルム装置
12日前
大日本印刷株式会社
位相差板、光学部材、及び、表示装置
1か月前
大日本印刷株式会社
加飾シート、加飾部材及び表示システム
1か月前
大日本印刷株式会社
熱転写シートと中間転写媒体との組合せ
1か月前
大日本印刷株式会社
マスク、蒸着方法及びデバイスの製造方法
3日前
大日本印刷株式会社
内容物充填システムおよび内容物充填方法
4日前
大日本印刷株式会社
有機デバイス及び有機デバイスの製造方法
11日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ