TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025161011
公報種別
公開特許公報(A)
公開日
2025-10-24
出願番号
2024063833
出願日
2024-04-11
発明の名称
金属と熱硬化性炭素繊維強化プラスチックとの接合体及び接合方法
出願人
株式会社大北製作所
代理人
弁理士法人あいち国際特許事務所
主分類
C25D
13/06 20060101AFI20251017BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】接合部の接合強度、耐熱性及び耐薬品性に優れ、機械的強度の高い金属と炭素繊維強化プラスチックとの接合体を提供する。
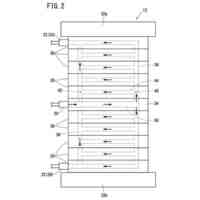
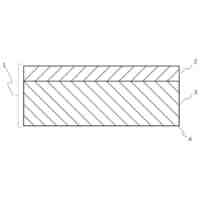
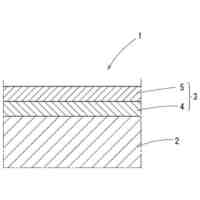
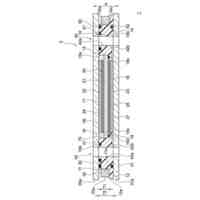
【解決手段】金属と熱硬化性炭素繊維強化プラスチックとの接合体100であって、金属からなる第1部材10と、熱硬化性炭素繊維強化プラスチックからなる第2部材20と、第1部材10の表面に形成された電着塗料被膜からなる接着層30とを備え、第1部材10と第2部材20とが接着層30を介して互いに接合される。
【選択図】図2
特許請求の範囲
【請求項1】
金属からなる第1部材と、
熱硬化性炭素繊維強化プラスチックからなる第2部材と、
前記第1部材の表面に形成された電着塗装被膜からなる接着層とを備え、
前記第1部材と前記第2部材とが、前記接着層を介して、互いに接合されてなる、金属と熱硬化性炭素繊維強化プラスチックとの接合体。
続きを表示(約 1,400 文字)
【請求項2】
前記接着層における前記電着塗装被膜は、電解活性型エポキシ樹脂からなる、請求項1に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体。
【請求項3】
前記熱硬化性炭素繊維強化プラスチックは、炭素繊維と電解活性型エポキシ樹脂とからなる、請求項2に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体。
【請求項4】
前記電解活性型エポキシ樹脂は、ノボラックフェノール型ポリエポキシ樹脂である、請求項2又は3に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体。
【請求項5】
金属と熱硬化性炭素繊維強化プラスチックとの接合体の製造方法であって、
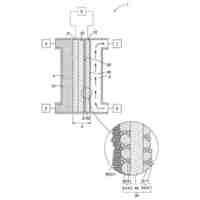
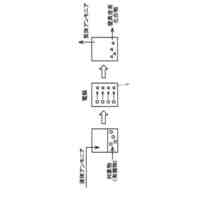
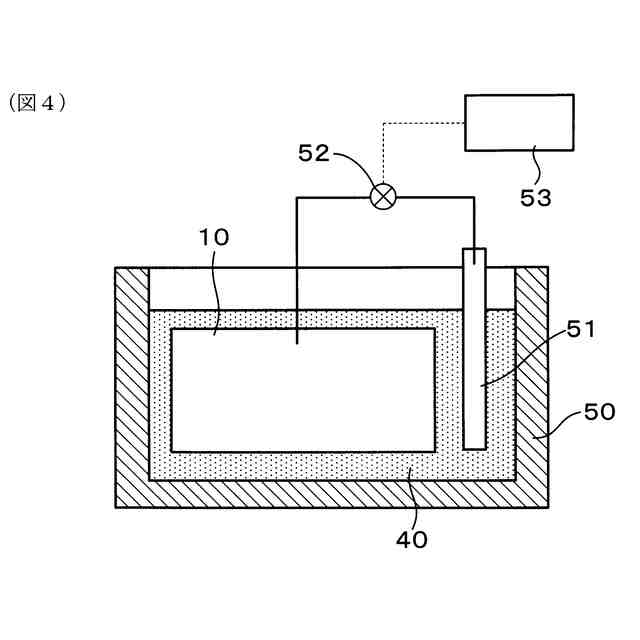
電解活性型エポキシ樹脂が水に分散されてなるカチオン電着塗料に、金属からなる第1部材を浸漬させた状態で、前記第1部材を陰極として電圧を印加して前記第1部材の表面に前記電解活性型エポキシ樹脂を析出させ、前記カチオン電着塗料が電着塗装された前記第1部材を、180℃以下の温度で加熱して水分を除去することで、前記第1部材の表面に電着塗装からなる接着層を形成する接着層形成工程と、
熱硬化性炭素繊維強化プラスチック形成用プリプレグと前記接着層とが接触するように前記第1部材に前記熱硬化性炭素繊維強化プラスチック形成用プリプレグを重ね合わせる重ね合わせ工程と、
互いに重ね合わされた前記第1部材と前記熱硬化性炭素繊維強化プラスチック形成用プリプレグとを、180℃以上の温度で加熱して前記電解活性型エポキシ樹脂を硬化させる硬化工程と、
を含む金属と熱硬化性炭素繊維強化プラスチックとの接合体の製造方法。
【請求項6】
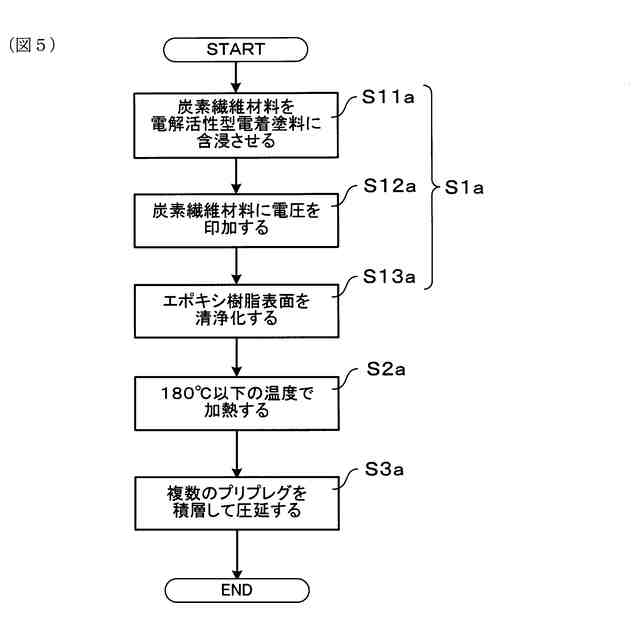
前記熱硬化性炭素繊維強化プラスチック形成用プリプレグは、電解活性型エポキシ樹脂が水に分散されてなるカチオン電着塗料に、炭素繊維を組み合わせてなる炭素繊維材料を浸漬させた状態で、前記炭素繊維材料を陰極として電圧を印加して前記炭素繊維の表面に前記電解活性型エポキシ樹脂を析出させるプリプレグ電着工程と、
前記カチオン電着塗料が電着塗装された前記炭素繊維材料を、180℃以下の温度で加熱して水分を除去するプリプレグ加熱脱水工程と、を含むプリプレグの製造方法により製造される、請求項5に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体の製造方法。
【請求項7】
前記接着層形成工程における加熱温度は、100℃以上180℃以下である、請求項5又は6に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体の製造方法。
【請求項8】
前記重ね合わせ工程において、180℃以下の温度で加熱しながら、前記第1部材に前記熱硬化性炭素繊維強化プラスチック形成用プリプレグを重ね合わせる、請求項5又は6に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体の製造方法。
【請求項9】
前記重ね合わせ工程における加熱温度は、100℃以上180℃以下である、請求項8に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体の製造方法。
【請求項10】
前記硬化工程における加熱温度は、180℃以上300℃以下である、請求項5又は6に記載の金属と熱硬化性炭素繊維強化プラスチックとの接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属と熱硬化性炭素繊維強化プラスチックとの接合体及び接合方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
母材のプラスチックに強化材として炭素繊維を用いた炭素繊維強化プラスチック(CFRP)は、比重が鉄の1/4程度と非常に軽い材料ながら強度や剛性は鉄並みに高いため、航空機や自動車などの輸送機器の構造部材のほか、様々な製品への適用がすすんでいる。近年、脱炭素化の要請から自動車のEV化を代表に様々な工業製品の部品・部材に軽量化が求められ、各種工業製品の部品、部材に軽量化と構造的強度の両立をめざしてCFRPと金属材料とのマルチマテリアル化のニーズが高まっている。
【0003】
CFRPは、母材のプラスチックに熱可塑性樹脂を用いた炭素繊維強化プラスチック(熱可塑性CFRP)と、母材のプラスチックに熱硬化性の樹脂を用いた炭素繊維強化プラスチック(熱硬化性CFRP)の二種類に分けられる。このうち、熱可塑性CFRPは、加熱すると柔らくなり、冷却すると固くなるという性質を有するため、成型加工の自由度が高く、接着剤による接着も比較的容易であることから、CFRPと金属材料との複合化・マルチマテリアル化には、もっぱら熱可塑性CFRPの利用が検討されている。そして、熱可塑性CFRPと金属材料との接合には、接合部近傍をホットプレス、レーザー、摩擦などで加熱して熱可塑性CFRPを溶融させて熱的に融着させることが行われている。
【先行技術文献】
【特許文献】
【0004】
特許第7162925号公報
特開平10-195349号公報
【非特許文献】
【0005】
斉藤孝夫著:色材,72(3),156(1999)
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、近年、金属とCFRPのマルチマテリアル材料にも、さらなる耐熱性や剛性など高い機械的特性の要求が高まり、熱可塑性CFRPに使用される熱可塑性プラスチックも、PPSやPEAKなど結晶化度の高いスーパーエンジニアリングプラスチックスが想定されるようになると、上述のような熱的な融着による接合は、極めて難しくなっている。
【0007】
一方、熱硬化性CFRPは、予め熱硬化性樹脂を含む塗工材を炭素繊維に含侵させたプリプレグを用いるプリプレグ材は硬化反応性に富んでいるため、加工作業への可使時間(ポットライフ)が短く、プリプレグは保存の際に冷蔵・冷凍が必要になる。そのため、プリプレグの取り扱いが難しく、作業性が悪い。これらの要因から、熱可塑性CFRPに替えて熱硬化性CFRPを用いて、金属材料とのマルチマテリアル化することについては、これまで十分な検討がなされていない。
【0008】
例えば、特許文献1には、熱硬化性の電着塗料と炭素繊維材料が有する導電性とを利用して、プリプレグを経ないで、熱硬化性の電着塗料を直接塗布・硬化させ、熱硬化性CFRPを作成する構成が開示されていて、熱硬化性CFRPと金属材料との接合についても開示されている。しかし、金属と熱硬化性CFRPとの間に接着層を形成しない本方法では、十分で、かつ信頼性のある接着性を得ることは難しく、マルチマテリアル化技術としては利用できない。なお、その他の熱硬化性の電着塗料として、例えば、非特許文献1及び特許文献2に電解活性型電着塗料が開示されている。
【0009】
本発明は、かかる背景に鑑みてなされたものであり、接合部の接合強度、耐熱性及び耐薬品性に優れ、機械的強度の高い金属と炭素繊維強化プラスチックとの接合体を提供しようとするものである。
【課題を解決するための手段】
【0010】
本発明の一態様は、
金属からなる第1部材と、
熱硬化性炭素繊維強化プラスチックからなる第2部材と、
前記第1部材の表面に形成された電着塗装被膜からなる接着層とを備え、
前記第1部材と前記第2部材とが、前記接着層を介して、互いに接合されてなる、金属と熱硬化性炭素繊維強化プラスチックとの接合体にある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社大北製作所
金属と熱硬化性炭素繊維強化プラスチックとの接合体及び接合方法
12日前
株式会社大北製作所
炭素繊維強化プラスチック形成用プリプレグの製造方法及び炭素繊維強化プラスチックの製造方法
12日前
本田技研工業株式会社
電解装置
1か月前
株式会社カネカ
可撓性ガス拡散電極
1か月前
本田技研工業株式会社
水電解スタック
1か月前
一般財団法人電力中央研究所
電解反応装置
1か月前
本田技研工業株式会社
差圧式電解装置
13日前
本田技研工業株式会社
電気化学スタック
1か月前
株式会社荏原製作所
蒸気発電プラント
26日前
SECカーボン株式会社
カソードアセンブリ
29日前
本田技研工業株式会社
CO2電解装置
1か月前
古河電気工業株式会社
端子
27日前
メルテックス株式会社
極薄電解銅箔及びその製造方法
19日前
本田技研工業株式会社
電解セルの製造方法
1か月前
旭化成株式会社
電解装置の運転方法
15日前
ナミックス株式会社
銅部材
1か月前
三菱マテリアル株式会社
皮膜付端子材及びその製造方法
27日前
NOK株式会社
セルユニット
1か月前
NOK株式会社
セルユニット
1か月前
株式会社豊田中央研究所
電極
1か月前
NOK株式会社
セルユニット
1か月前
株式会社デンソー
電解装置
今日
NOK株式会社
セルユニット
1か月前
大阪瓦斯株式会社
共電解メタネーション装置
12日前
大阪瓦斯株式会社
共電解メタネーション装置
12日前
本田技研工業株式会社
膜電極構造体の製造方法
27日前
東京瓦斯株式会社
水電解システム
1か月前
三菱重工業株式会社
皮膜形成装置
26日前
本田技研工業株式会社
電気化学式水素昇圧システム
22日前
JX金属株式会社
電着金属の搬送システム及び搬送方法
12日前
本田技研工業株式会社
電気化学式水素昇圧システム
1か月前
株式会社アイシン
電解システム
27日前
日本特殊陶業株式会社
ホットモジュール
27日前
日本特殊陶業株式会社
ホットモジュール
27日前
株式会社東芝
電解装置及び電解方法
1か月前
株式会社ホクトウ
バレルメッキ装置用リード線のリサイクル方法
今日
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ