TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025157624
公報種別
公開特許公報(A)
公開日
2025-10-16
出願番号
2022137205
出願日
2022-08-30
発明の名称
カラー鋼板の製造方法
出願人
日信商事株式会社
,
アクゾノーベルコーティング株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B05D
1/28 20060101AFI20251008BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】低い焼付温度でも充分な性能を有する硬化塗膜を形成することができるカラー鋼板の製造方法を提供すること。
【解決手段】2液混合装置を使用して、ポリオール成分を含む主剤と、ポリイソシアネート成分を含む硬化剤とを混合することによって得られた2液型ウレタン塗料を、ロールコーターに供給し、前記ロールコーターを使用して前記2液型ウレタン塗料を鋼板に塗布して、未硬化塗膜を形成する工程、および前記未硬化塗膜を焼き付けして、硬化塗膜を形成する工程を含む、カラー鋼板の製造方法。
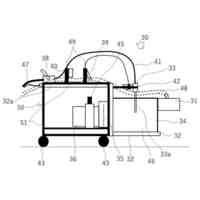
【選択図】図1
特許請求の範囲
【請求項1】
2液混合装置を使用して、ポリオール成分を含む主剤と、ポリイソシアネート成分を含む硬化剤とを混合することによって得られた2液型ウレタン塗料を、ロールコーターに供給し、前記ロールコーターを使用して前記2液型ウレタン塗料を鋼板に塗布して、未硬化塗膜を形成する工程、および
前記未硬化塗膜を焼き付けして、硬化塗膜を形成する工程
を含む、カラー鋼板の製造方法。
続きを表示(約 93 文字)
【請求項2】
前記未硬化塗膜の焼付を、加熱炉を使用して行い、前記加熱炉の雰囲気温度が、150~250℃であり、および焼付時間が、20~80秒である請求項1に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、カラー鋼板の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
カラー鋼板とは、一般に、塗膜が表面に形成されている鋼板を意味し、塗装鋼板と呼ばれることもある。なお、本発明におけるカラー鋼板は、顔料または染料のいずれも含まない塗膜が表面に形成されている鋼板も包含する。
【0003】
カラー鋼板の工業的な製造ラインでは、一般に、ロールコーターを用いて塗料を鋼板に塗布して未硬化塗膜を形成し、次いで未硬化塗膜を加熱炉で焼き付けして、硬化塗膜を形成することによって、カラー鋼板が製造される。このような工業的な製造ラインでは、硬化塗膜を形成するために、特許文献1に記載されているような1液型ウレタン塗料(即ち、ポリオール成分およびブロックポリイソシアネート成分を含む塗料)が、従来、用いられてきた。
【先行技術文献】
【特許文献】
【0004】
特開2002-179998号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来のカラー鋼板の工業的な製造ラインで1液型ウレタン塗料が用いられていた理由としては、そのポットライフが長いこと等が挙げられる。この1液型ウレタン塗料は、ポットライフが長いというメリットがあるが、1液型ウレタン塗料を用いて充分な性能を有する硬化塗膜を形成するためには、その焼付温度を高くしなければならないというデメリットがある。なお、上塗り塗料として1液型ウレタン塗料を使用する特許文献1の実施例では、その焼付を232℃×60秒で行っている。
【0006】
近年の燃料費の高騰や、カーボンニュートラルへの取り組み等の理由から、低い焼付温度でも、充分な性能を有する硬化塗膜が形成できることが求められている。本発明はこのような事情に着目してなされたものであって、低い焼付温度でも充分な性能を有する硬化塗膜を形成することができるカラー鋼板の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成し得る本発明は、以下の通りである。
[1] 2液混合装置を使用して、ポリオール成分を含む主剤と、ポリイソシアネート成分を含む硬化剤とを混合することによって得られた2液型ウレタン塗料を、ロールコーターに供給し、前記ロールコーターを使用して前記2液型ウレタン塗料を鋼板に塗布して、未硬化塗膜を形成する工程、および
前記未硬化塗膜を焼き付けして、硬化塗膜を形成する工程
を含む、カラー鋼板の製造方法。
[2] 前記未硬化塗膜の焼付を、加熱炉を使用して行い、前記加熱炉の雰囲気温度が、150~250℃であり、および焼付時間が、20~80秒である前記[1]に記載の方法。
【発明の効果】
【0008】
本発明のカラー鋼板の製造方法によれば、低い焼付温度でも、充分な性能を有する硬化塗膜を形成することができる。
【図面の簡単な説明】
【0009】
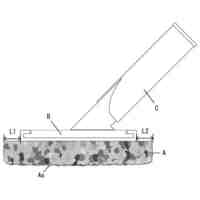
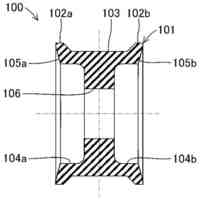
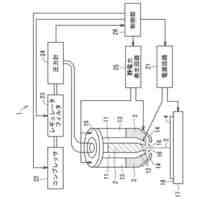
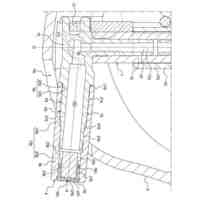
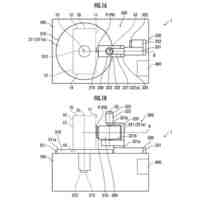
図1は、本発明の一態様で使用することができるロールコーターの概略断面図を示す。
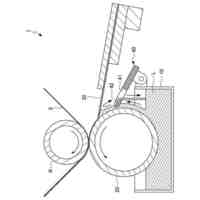
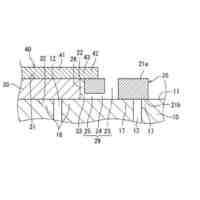
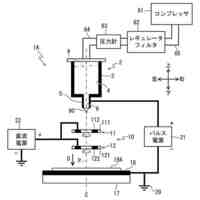
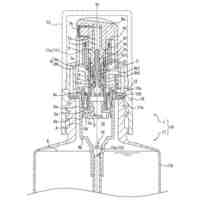
図2は、本発明の別の一態様で使用することができるロールコーターの概略断面図を示す。
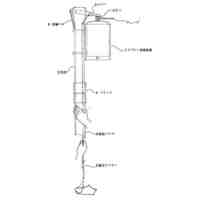
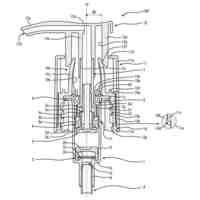
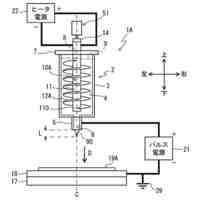
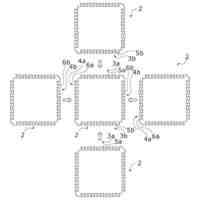
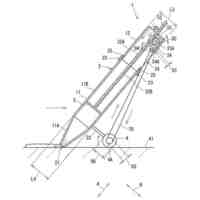
図3は、本発明の別の一態様で使用することができるロールコーターの概略断面図を示す。
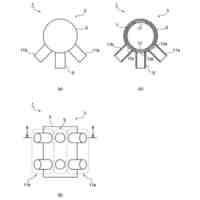
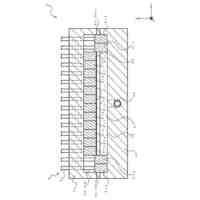
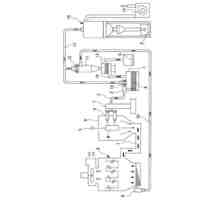
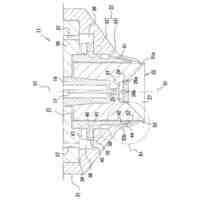
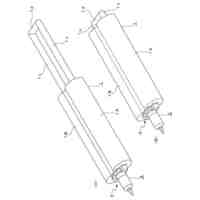
図4は、本発明の別の一態様で使用することができるロールコーターの概略断面図を示す。
【発明を実施するための形態】
【0010】
本発明は、2液型ウレタン塗料を使用して硬化塗膜を形成することを特徴の一つとする。形成される硬化塗膜は、トップコート、プライマー層または裏面コートのいずれでもよい。即ち、本発明の製造方法によって、トップコート、プライマー層または裏面コートのいずれも形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日信商事株式会社
カラー鋼板の製造方法
21日前
ベック株式会社
被膜形成方法
4か月前
ベック株式会社
被膜形成方法
1か月前
ベック株式会社
被膜形成方法
4か月前
有限会社 芦屋ドレス
湯噴霧器
15日前
ベック株式会社
装飾被膜の形成方法
3か月前
スズカファイン株式会社
多色性塗膜
1か月前
株式会社吉野工業所
キャップ
4か月前
アイカ工業株式会社
塗料仕上げ工法
1か月前
日本ライナー株式会社
塗装装置
1か月前
トヨタ自動車株式会社
塗布装置
1か月前
株式会社カネカ
塗布装置
1か月前
個人
スプレー缶高所対応携帯ホルダー
1か月前
能美防災株式会社
水噴霧ヘッド
1か月前
プルガティオ株式会社
噴霧装置
4か月前
プルガティオ株式会社
噴霧装置
4か月前
プルガティオ株式会社
噴霧装置
4か月前
ヒット工業株式会社
マスキング具
2か月前
中外炉工業株式会社
塗工装置
3か月前
株式会社吉野工業所
ポンプ式吐出器
4か月前
東レエンジニアリング株式会社
スリットダイ
1か月前
ブラザー工業株式会社
塗工装置
27日前
ブラザー工業株式会社
塗工装置
27日前
東レエンジニアリング株式会社
粉体吐出装置
28日前
ブラザー工業株式会社
塗工装置
27日前
旭サナック株式会社
粉体塗装装置
1か月前
株式会社吉野工業所
吐出器
4か月前
株式会社吉野工業所
吐出器
4か月前
AWJ株式会社
ステンシルプレートセット
2か月前
トリニティ工業株式会社
回転霧化式塗装機
1か月前
個人
散水形態を変更可能な吐水装置
1か月前
株式会社トーモク
印刷装置および印刷方法
1か月前
積水ハウス株式会社
接着剤塗布装置
3か月前
三菱鉛筆株式会社
多液混合型塗布具
3か月前
ブラザー工業株式会社
静電塗工装置
27日前
株式会社大関
塗装用ローラとその製造方法
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ