TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025155256
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024058972
出願日
2024-04-01
発明の名称
自動キサゲ加工装置、自動キサゲ加工方法、情報処理装置、加工指示データの生成方法、及び加工指示データ生成プログラム
出願人
シチズン時計株式会社
代理人
弁理士法人秀和特許事務所
主分類
B23D
79/02 20060101AFI20251006BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被加工物の加工対象面に対して自動でキサゲ加工を行う自動キサゲ加工に関し、加工対象面の削り過ぎや削り残しを起こりにくくする技術を提供する。
【解決手段】自動キサゲ加工装置は、切削刃を有するスクレーパと、被加工物の加工対象面の凸部を高さ方向に複数層に区分し、段階的に切削するように前記スクレーパを制御する制御装置と、を備え、制御装置は、加工対象面の全体の面積に対する凸部の除去面積の面積比に対する目標値である目標面積率に基づいて複数層の合計数、及び複数層のそれぞれの切削深さの少なくとも一方を設定する。
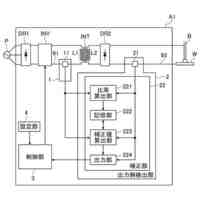
【選択図】図4
特許請求の範囲
【請求項1】
切削刃を有するスクレーパと、
被加工物の加工対象面の凸部を高さ方向に複数層に区分し、段階的に切削するように前記スクレーパを制御する制御装置と、
を備える自動キサゲ加工装置であって、
前記制御装置は、前記加工対象面の全体の面積に対する前記凸部の除去面積の面積比に対する目標値である目標面積率に基づいて前記複数層の合計数、及び前記複数層のそれぞれの切削深さの少なくとも一方を設定する、
自動キサゲ加工装置。
続きを表示(約 1,200 文字)
【請求項2】
前記自動キサゲ加工装置は、前記加工対象面の表面高さ情報を取得する三次元形状測定装置を備え、
前記制御装置は、前記表面高さ情報に基づいて前記加工対象面の凸部と凹部との高低差を前記加工対象面の全体にわたって統計的に算出した値を平面度として取得し、前記平面度が大きいほど前記目標面積率の値を大きく設定する、
請求項1に記載の自動キサゲ加工装置。
【請求項3】
前記制御装置は、前記加工対象面の平面度、及び前記加工対象面と理想形状の面のなす角に基づいて前記目標面積率を設定する、
請求項1に記載の自動キサゲ加工装置。
【請求項4】
前記制御装置は、除去される前記複数層のうち最後に切削される層の切削深さが、最初に切削される層の切削深さより小さくなるように、前記目標面積率に基づいて前記複数層のそれぞれの切削深さを設定する、
請求項1に記載の自動キサゲ加工装置。
【請求項5】
前記制御装置は、除去される前記複数層のうち初めに切削される層から所定の層までの切削深さを同一とし、前記所定の層から最後に切削される層に向かうにつれてそれぞれの層の切削深さを徐々に小さく設定する、
請求項4に記載の自動キサゲ加工装置。
【請求項6】
前記制御装置は、前記目標面積率を満たす前記凸部の総切削深さである目標総切削深さと、前記複数層のそれぞれの切削深さの合計値と、の差分量が所定の閾値未満となるように、前記複数層のそれぞれの切削深さを設定する、
請求項1に記載の自動キサゲ加工装置。
【請求項7】
前記制御装置は、前記目標面積率と、前記目標総切削深さで切削したときの前記凸部の除去面積の、前記加工対象面の全体の面積に対する面積比である面積率との差分量が所定の閾値未満となるように、前記目標総切削深さを設定する、
請求項6に記載の自動キサゲ加工装置。
【請求項8】
前記制御装置は、除去される前記複数層のうち初めに切削される層の切削深さである第1切削深さを前記平面度に基づいて複数の所定の基準切削深さの中から選択し、前記目標面積率に基づいて前記第1切削深さで切削する層の数を設定する、
請求項2に記載の自動キサゲ加工装置。
【請求項9】
前記制御装置は、前記第1切削深さで切削される層より下の層の切削深さである第2切削深さを、前記第1切削深さより小さくなるように、前記複数の所定の基準切削深さの中から選択し、前記目標面積率に基づいて前記第2切削深さで切削する層の数を設定する、
請求項8に記載の自動キサゲ加工装置。
【請求項10】
前記制御装置は、前記複数層のそれぞれの切削深さを、前記目標面積率に基づいて決定される最大切削深さと最小切削深さとの間の値となるように設定する、
請求項1に記載の自動キサゲ加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、キサゲ加工を自動で行うための技術に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
金属加工の一種として、摺動面等を高精度な平面に仕上げるために行われるキサゲ加工がある。例えば、特許文献1や特許文献2には、キサゲ工具(スクレーパ)の動作を自動制御することによって被加工物の加工対象面に対してキサゲ加工を行う自動キサゲ加工装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平10-58285号公報
特開平05-123921号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来における自動キサゲ加工装置においては、被加工物の加工対象面を切削する際に、加工対象面の削り過ぎや削り残しが起こり易く、改善の余地があった。
【0005】
本発明は、上記のような問題に鑑みてなされたものであって、被加工物の加工対象面に対して自動でキサゲ加工を行う自動キサゲ加工に関し、加工対象面の削り過ぎや削り残しを起こりにくくする技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
(態様1)
上記課題を解決するため、本発明の態様1に係る自動キサゲ加工装置は、切削刃を有するスクレーパと、被加工物の加工対象面の凸部を高さ方向に複数層に区分し、段階的に切削するように前記スクレーパを制御する制御装置と、を備える自動キサゲ加工装置であって、前記制御装置は、前記加工対象面の全体の面積に対する前記凸部の除去面積の面積比に対する目標値である目標面積率に基づいて前記複数層の層の合計数、及び前記複数層のそれぞれの切削深さの少なくとも一方を設定する。
【0007】
(態様2)
上記態様1において、前記自動キサゲ加工装置は、前記加工対象面の表面高さ情報を取得する三次元形状測定装置を備え、前記制御装置は、前記表面高さ情報に基づいて前記加工対象面の凸部と凹部との高低差を前記加工対象面の全体にわたって統計的に算出した値を平面度として取得し、前記平面度が大きいほど前記目標面積率の値を大きく設定してもよい。
【0008】
(態様3)
上記態様1において、前記制御装置は、前記加工対象面の平面度、及び前記加工対象面と理想形状の面のなす角に基づいて前記目標面積率を設定してもよい。
【0009】
(態様4)
上記態様1において、前記制御装置は、除去される前記複数層のうち最後に切削される層の切削深さが、最初に切削される層の切削深さより小さくなるように、前記目標面積率
に基づいて前記複数層のそれぞれの切削深さを設定してもよい。
【0010】
(態様5)
上記態様4において、前記制御装置は、除去される前記複数層のうち初めに切削される層から所定の層までの切削深さを同一とし、前記所定の層から最後に切削される層に向かうにつれてそれぞれの層の切削深さを徐々に低く設定してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
シチズン時計株式会社
腕時計
1か月前
シチズン時計株式会社
自動キサゲ加工装置、自動キサゲ加工方法、情報処理装置、加工指示データの生成方法、及び加工指示データ生成プログラム
1か月前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
6か月前
ダイニチ工業株式会社
配膳治具
26日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
5か月前
キヤノン電子株式会社
加工装置
23日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
18日前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
5か月前
個人
型枠製造装置のフレーム
2か月前
株式会社アンド
半田付け方法
2か月前
睦月電機株式会社
金属表面処理方法
23日前
キヤノン電子株式会社
加工システム
3か月前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
1か月前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
2か月前
株式会社向洋技研
スタッドの製造方法
25日前
株式会社ダイヘン
溶接装置
4日前
有限会社TNE
電気抵抗溶接方法
1か月前
住友重機械工業株式会社
加工装置
5か月前
有限会社 ナプラ
ソルダペースト
5か月前
株式会社不二越
ブローチ盤
2か月前
トヨタ自動車株式会社
溶接マスク
5か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ