TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025147651
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024048001
出願日
2024-03-25
発明の名称
片側スポット溶接のワーク構造評価方法
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/24 20060101AFI20250930BHJP(工作機械;他に分類されない金属加工)
要約
【課題】片側スポット溶接を施すワークが必要な剛性を有しているか否かをシミュレーションにより評価できる方法を提供する。
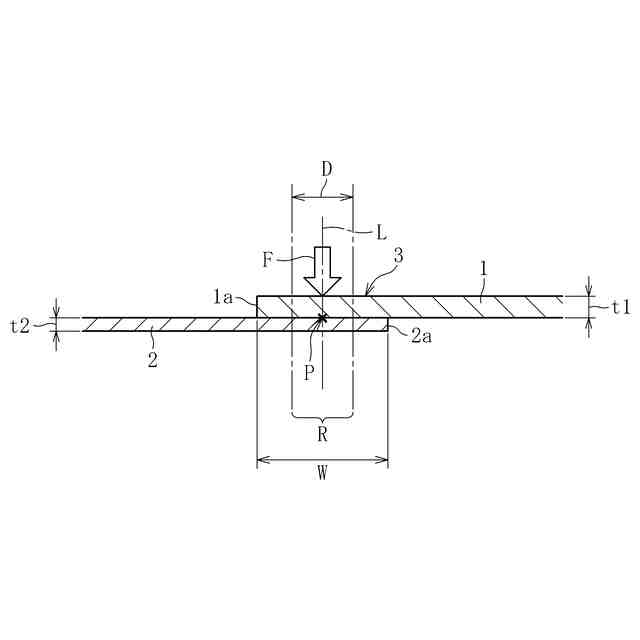
【解決手段】シミュレーションにより、上板101と下板102との重合部103を厚さ方向一方側のみから所定の加圧力で押圧したときに上板101と下板102との間に形成される隙間(泣き別れ隙量δ)の大きさを取得し、この隙間の大きさに基づいてワークの構造を評価する。
【選択図】図2
特許請求の範囲
【請求項1】
厚さ方向一方側に配された上板と厚さ方向他方側に配された下板との重合部を電極で厚さ方向一方側のみから所定の加圧力で押圧した状態で通電する片側スポット溶接を施すにあたり、前記上板及び前記下板を含むワークの構造をシミュレーションにより評価する方法において、
シミュレーションにより、前記上板と前記下板との重合部を厚さ方向一方側のみから所定の加圧力で押圧したときに前記上板と前記下板との間に形成される隙間の大きさを取得する工程と、
前記隙間の大きさに基づいて前記ワークの構造を評価する工程とを有する片側スポット溶接のワーク構造評価方法。
続きを表示(約 360 文字)
【請求項2】
厚さ方向一方側に配された上板と厚さ方向他方側に配された下板との重合部を電極で厚さ方向一方側のみから所定の加圧力で押圧した状態で通電する片側スポット溶接を施すにあたり、前記上板及び前記下板を含むワークの構造をシミュレーションにより評価する方法において、
シミュレーションにより、前記下板よりも剛性の高い下板モデルを作成し、前記下板モデルを厚さ方向一方側から前記所定の加圧力で押圧したときの前記下板モデルの変形量を取得する工程と、
前記下板モデルの変形量に基づいて前記ワークの構造を評価する工程とを有する片側スポット溶接のワーク構造評価方法。
【請求項3】
前記下板モデルの板厚が、前記下板の板厚と前記上板の板厚の合計である請求項2に記載の片側スポット溶接のワーク構造評価方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、片側スポット溶接を施すワークの構造をシミュレーションにより評価する方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
スポット溶接方法としては、複数の金属板の重合部を一対の電極で挟み込んで通電するダイレクトスポット溶接が多く用いられる。しかし、金属板の重合部に対し、厚さ方向一方側のみからしか電極をアクセスすることができない場合(例えば、重合部の厚さ方向他方側が他の金属板で覆われている場合)、この重合部をダイレクトスポット溶接で接合することはできない。このような場合、金属板の重合部に厚さ方向一方側のみから電極を押し当てた状態で通電する「片側スポット溶接」が適用されることがある(例えば、特許文献1参照)。
【0003】
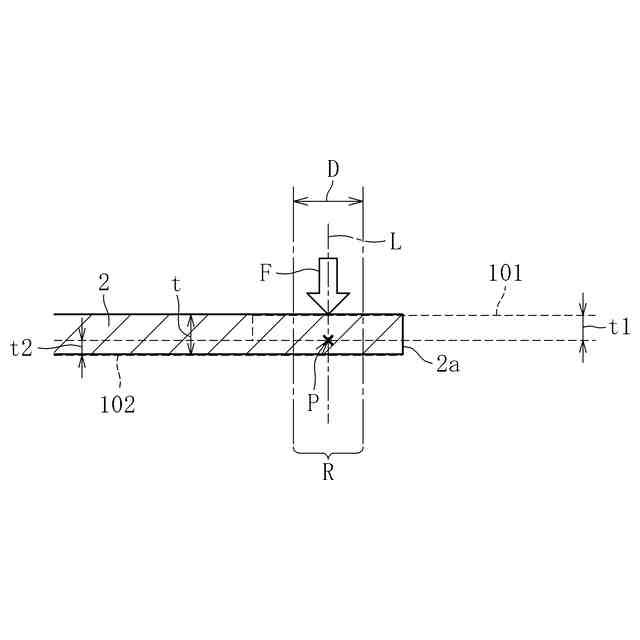
片側スポット溶接の一種であるインダイレクトスポット溶接では、図5に示すように、上板101と下板102の重合部103に設けられた接合予定部Pを上方から溶接電極130で押圧すると共に、ワークの他の部位にアース電極140を当接させた状態で、両電極130、140間に通電することにより、接合予定部Pを溶接する。
【先行技術文献】
【特許文献】
【0004】
特開2020-116630号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
片側スポット溶接は、重合部103を下方から支持しない状態で上方のみから溶接電極130で押圧するため、重合部103が変形しやすく、接合予定部Pに加わる加圧力はワークの剛性に依存する。しかし、現状では、片側スポット溶接で接合するために、ワークにどの程度の剛性が必要であるかについての判断規準は確立されておらず、良好な溶接部が得られるようなワークの構造を定義することが難しかった。そのため、下板102の板厚を過剰に増やしたり、ビードを過剰に設けたりすることになり、コストや重量が増加して、片側スポット溶接の利点が減少してしまう。
【0006】
そこで、本発明は、片側スポット溶接を施すワークが必要な剛性を有しているか否かをシミュレーションにより評価できる方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
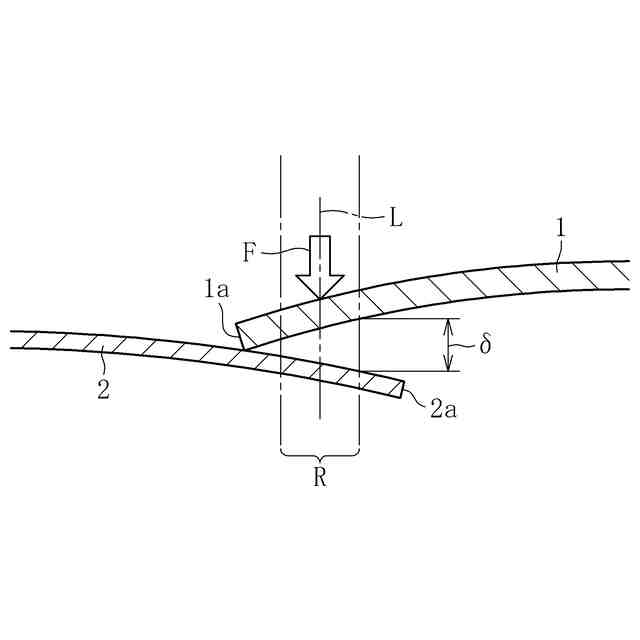
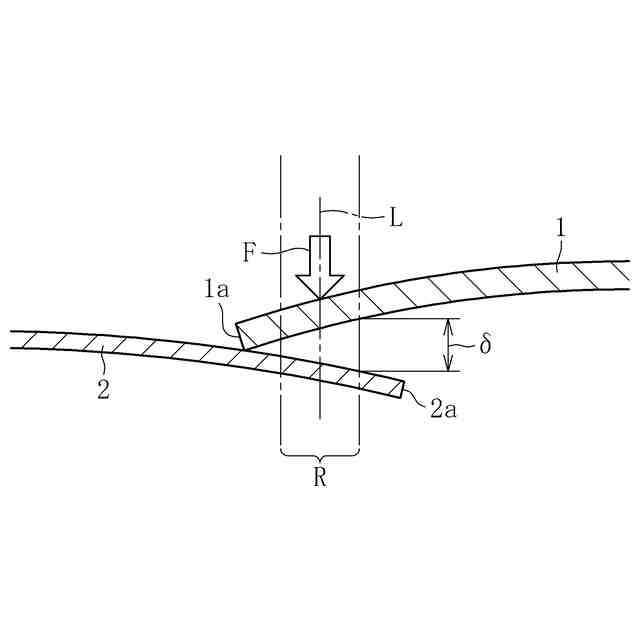
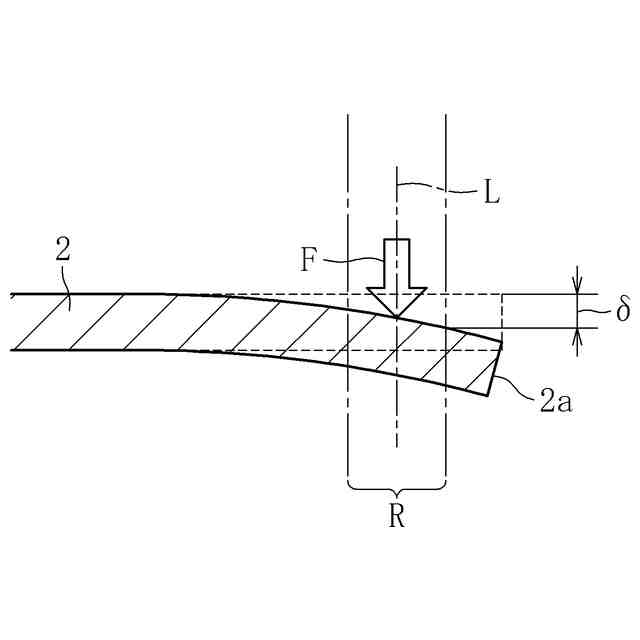
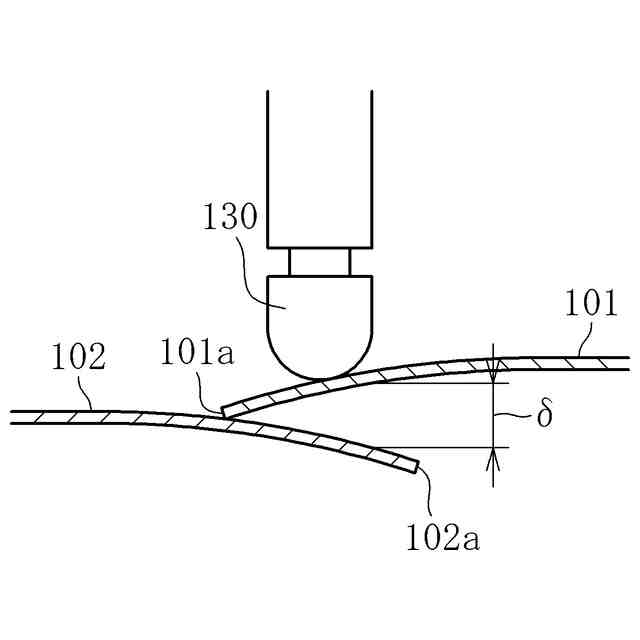
図5に示すように、上板101の端部101a付近と下板102の端部102a付近との重合部103に片側スポット溶接を施す場合、図6に誇張して示すように、溶接電極130により上板101が下方に押し下げられ、さらに上板101の端部101aで下板102が押し下げられる。従って、押圧前の状態では図5に示すように上板101と下板102との間に隙間が無い状態であっても、溶接電極130で押圧することで図6に示すように上板101と下板102とが離反する。上板101と下板102の重合部103の剛性が不十分であると、溶接電極130で押圧したときの上板101と下板102との間の隙間が過大となり、溶接不良が生じる。このように、片側スポット溶接では、溶接電極で押圧する前の状態での板間の隙間だけでなく、溶接電極で押圧した状態での板間の隙間が溶接品質に大きく影響する。本発明者は、この点に着目し、溶接電極で押圧したときに形成される上板101と下板102との間の隙間(以下、「泣き別れ隙量δ」と言う。)の大きさにより、ワークの構造を評価できるのではないかと考えた。
【0008】
そして、様々なサンプルに対して片側スポット溶接を行い、各サンプルにおいて板組みを電極で押圧した状態(通電開始直前の状態)における泣き別れ隙量δと、接合部の大きさ(具体的には、JIS Z 3144:2013に規定されたたがね試験により破壊検査を施した際の破断部の径。以下、「剥離径」と言う。)とを測定した。その結果、図7に示すように、泣き別れ隙量δと接合部の大きさ(剥離径)との間には相関があることが明かになった。
【0009】
そこで、本発明は、厚さ方向一方側に配された上板と厚さ方向他方側に配された下板との重合部を電極で厚さ方向一方側のみから所定の加圧力で押圧した状態で通電する片側スポット溶接を施すにあたり、前記上板及び前記下板を含むワークの構造をシミュレーションにより評価する方法において、
シミュレーションにより、前記上板と前記下板との重合部を厚さ方向一方側のみから所定の加圧力で押圧したときに前記上板と前記下板との間に形成される隙間の大きさを取得する工程と、
前記隙間の大きさに基づいて前記ワークの構造を評価する工程とを有する片側スポット溶接のワーク構造評価方法を提供する。
【0010】
上記のように、本発明では、片側スポット溶接を施すにあたり、シミュレーションにより取得した加圧時の板間隙間(泣き別れ隙量)に基づいてワークの構造を評価する。すなわち、泣き別れ隙量が所定範囲内であれば、当該ワークの重合部が十分な剛性を有していると判断し、泣き別れ隙量が所定範囲外であれば、当該ワークの重合部の剛性が不足していると判断できる。このように、泣き別れ隙量に基づいて、片側スポット溶接を施すワークが十分な剛性を有しているか否かを判断することができるため、良好な溶接部を得るために必要な最小限のワークの構造(板厚やビード形状等)の設計が容易化される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ