TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025144836
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044712
出願日
2024-03-21
発明の名称
リアクトルの製造方法
出願人
株式会社タムラ製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
H01F
41/04 20060101AFI20250926BHJP(基本的電気素子)
要約
【課題】コイルの露出面に樹脂が流入することを防止できるリアクトルの製造方法を提供する。
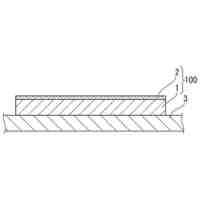
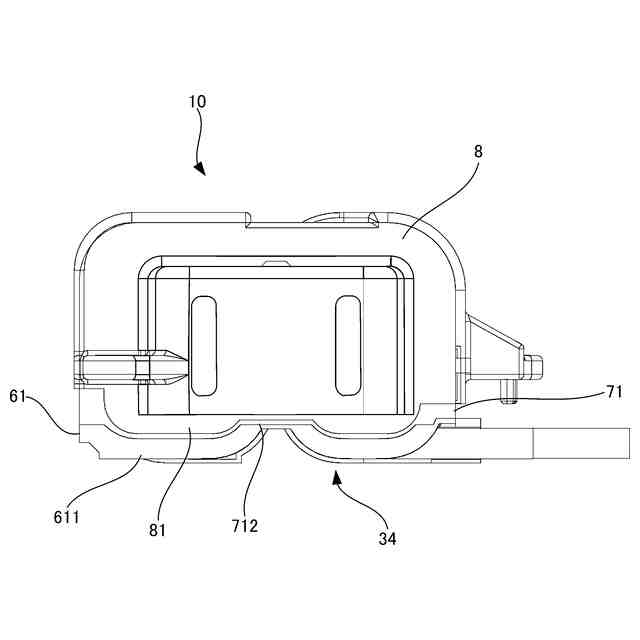
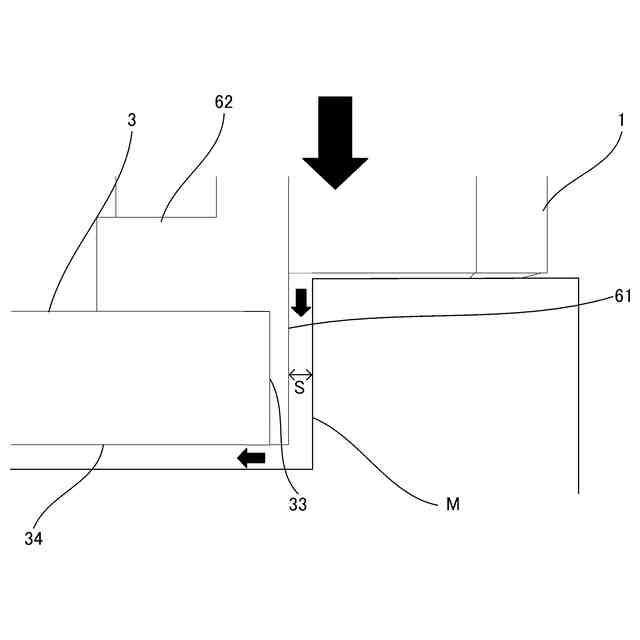
【解決手段】リアクトルの製造方法は、コイル3の押圧面33に押圧面保護部61を装着するカバー装着工程と、コイル3の押圧面33を押圧面保護部61を介して押圧してコイル3を圧縮した状態で、溶融されたコイルモールド樹脂7を射出するコイルモールド工程と、モールドコイル2にコア1を装着した組立体を作製する組立工程と、組立体を金型Mに収容し、溶融された二次モールド樹脂8を射出する二次モールド工程と、を含み、二次モールド工程では、巻軸方向と直交する押圧面被覆部71の当接面が金型Mに当接し、コイル3の露出面34に繋がる流路を塞いでいる。
【選択図】図8
特許請求の範囲
【請求項1】
コイルに露出面を形成させるリアクトルの製造方法であって、
巻軸方向と直交する一方の端面である前記コイルの押圧面に押圧面カバーを装着するカバー装着工程と、
前記押圧面カバーを装着させた前記コイルを第1の金型に収容し、前記押圧面を前記押圧面カバーを介して押圧して前記コイルを圧縮した状態で、溶融されたコイルモールド樹脂を射出するコイルモールド工程と、
前記コイルモールド工程によって作製されたモールドコイルにコアを装着した組立体を作製する組立工程と、
前記組立体を第2の金型に収容し、溶融された二次モールド樹脂を射出する二次モールド工程と、
を含み、
前記コイルモールド工程では、前記第1の金型と前記押圧面カバーの間には前記コイルの圧縮長さに応じた隙間が形成され、前記隙間を埋めるように前記溶融されたコイルモールド樹脂を流入させ、前記コイルモールド樹脂に前記押圧面カバーを被覆させる押圧面被覆部を形成させ、前記押圧面被覆部は、前記コイルの圧縮長さに応じた厚みを有し、
前記二次モールド工程では、前記巻軸方向と直交する前記押圧面被覆部の端面が前記第2の金型に当接し、前記コイルの露出面に繋がる流路を塞いでいること、
を特徴とするリアクトルの製造方法。
続きを表示(約 190 文字)
【請求項2】
前記コイルモールド工程では、前記押圧面被覆部は、前記押圧面カバーの前記露出面側の一部を露出させ、
前記二次モールド工程では、前記巻軸方向と直交する前記押圧面被覆部の端面及び前記押圧面被覆部の下面が、前記第2の金型と当接し、かつ、前記第2の金型と前記コイルの露出面は非接触であること、
を特徴とする請求項1に記載のリアクトルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルの下面を露出させたリアクトルの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
OA機器、太陽光発電システム、自動車など様々な用途にリアクトルが用いられている。リアクトルは、磁性材から成るコアにコイルを巻回して成る。リアクトルを製造する手法として、2回のモールド成形を行うことが知られている。まず、コイルの内周面や外周面をコイルモールド樹脂で被覆するモールドコイルを作製するコイルモールド工程を行う。そして、コイルモールド工程によって作製されたモールドコイルにコアを装着し、二次モールド工程によって、二次モールド樹脂をコアやモールドコイルの周囲に被覆させ、コアとモールドコイルを固定する。
【0003】
また、リアクトルの放熱性を高めるため、コイルはコイルモールド樹脂及び二次モールド樹脂に被覆されていない露出面を形成させる場合がある。この場合、コイルに金型を当接させて、樹脂の流路を塞ぐことで露出面を形成させる。もっとも、コイルと金型を直接当接させると、コイルの被膜等を損傷させる虞があるため、コイルの周囲には、カバーが装着され、当該カバーが金型と当接する。
【先行技術文献】
【特許文献】
【0004】
特許6638586号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
コイルは、1本の導電性部材を巻き位置を巻軸方向にずらしながら筒状に巻回して成る。そのため、巻軸方向のコイルの長さは個体差が生じる。これを是正するため、コイルモールド工程において、巻軸方向と直交するコイルの一方端面を巻軸方向に押圧する。これにより、コイルは、圧縮され、巻軸方向の長さが調整される。
【0006】
もっとも、圧縮長さは、個々のコイルによって異なる。一方で、二次モールド工程における金型の収容スペースの大きさは一定である。そのため、圧縮長さが大きいと、金型の収容スペースの大きさと合致せず、コイル又はカバーと金型の間に隙間が生じ、二次モールド工程の際に、樹脂の流路を塞ぐことができず、コイルの露出面に樹脂が流入する虞がある。
【0007】
本発明は、上記課題を解決するためになされたものであり、その目的は、コイルの露出面に樹脂が流入することを防止できるリアクトルの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明のリアクトルの製造方法は、コイルに露出面を形成させるリアクトルの製造方法であって、巻軸方向と直交する一方の端面である前記コイルの押圧面に押圧面カバーを装着するカバー装着工程と、前記押圧面カバーを装着させた前記コイルを第1の金型に収容し、前記押圧面を前記押圧面カバーを介して押圧して前記コイルを圧縮した状態で、溶融されたコイルモールド樹脂を射出するコイルモールド工程と、前記コイルモールド工程によって作製されたモールドコイルにコアを装着した組立体を作製する組立工程と、前記組立体を第2の金型に収容し、溶融された二次モールド樹脂を射出する二次モールド工程と、を含み、前記コイルモールド工程では、前記第1の金型と前記押圧面カバーの間には前記コイルの圧縮長さに応じた隙間が形成され、前記隙間を埋めるように前記溶融されたコイルモールド樹脂を流入させ、前記コイルモールド樹脂に前記押圧面カバーを被覆させる押圧面被覆部を形成させ、前記押圧面被覆部は、前記コイルの圧縮長さに応じた厚みを有し、前記二次モールド工程では、前記巻軸方向と直交する前記押圧面被覆部の端面が前記第2の金型に当接し、前記コイルの露出面に繋がる流路を塞いでいること、を特徴とする。
【発明の効果】
【0009】
本発明によれば、コイルの露出面に樹脂が流入することを防止できるリアクトルの製造方法を得ることができる。
【図面の簡単な説明】
【0010】
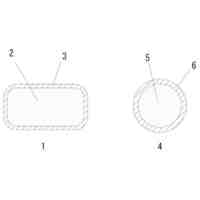
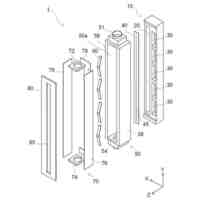
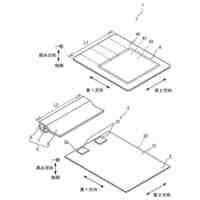
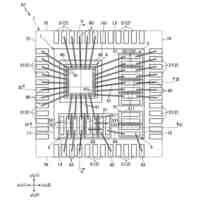
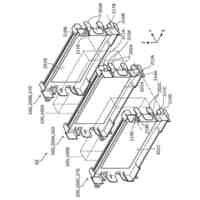
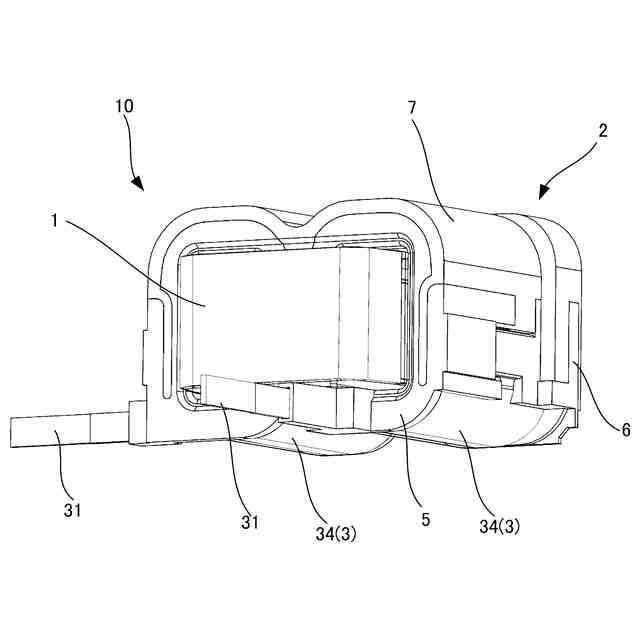
リアクトルの主要構成部材を示す斜視図である。
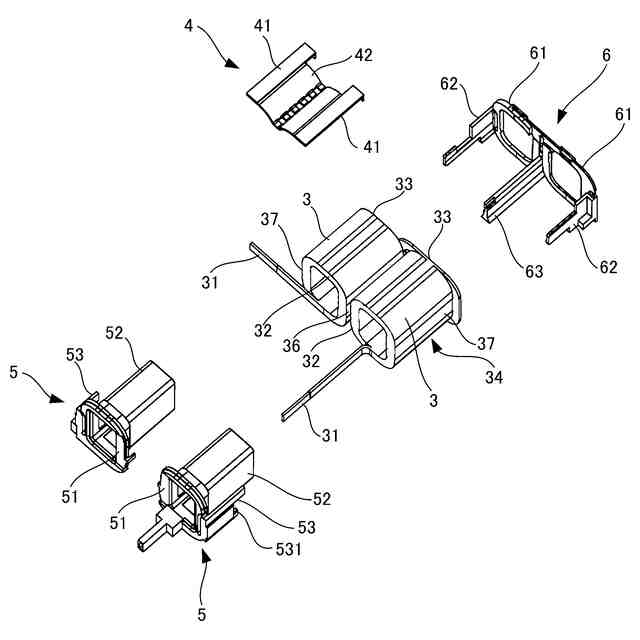
コイルに各種カバーを装着する前に状態を示す図である。
コイルに各種カバーを装着した状態を示す図である。
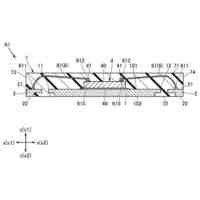
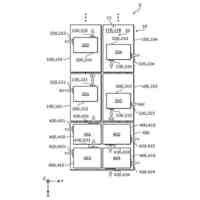
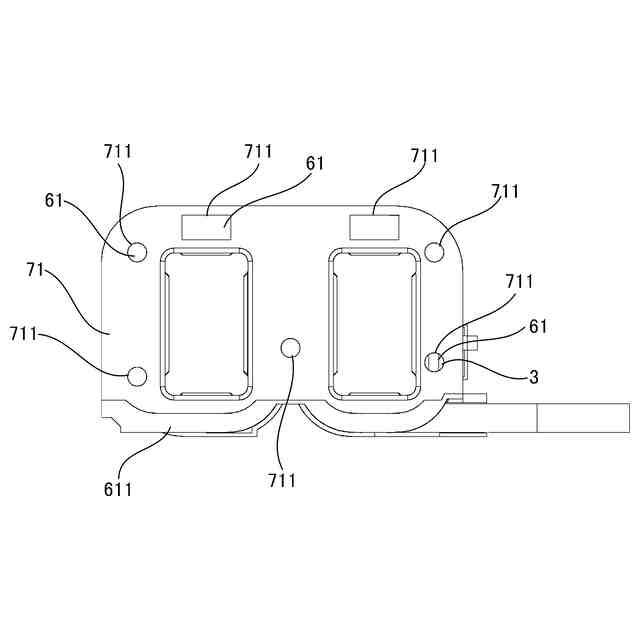
モールドコイルを押圧面側から見た図である。
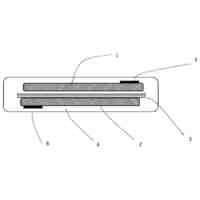
リアクトルの全体構成を示す斜視図である。
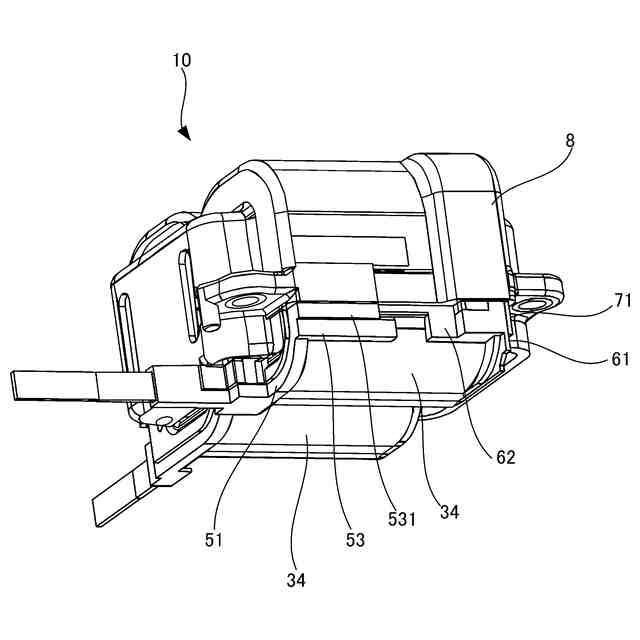
リアクトルを押圧面側から見た図である。
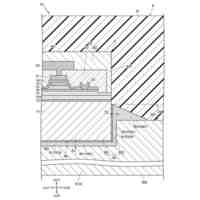
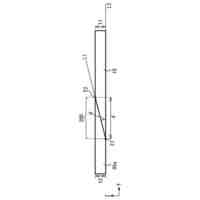
コイルの押圧面の拡大図である。
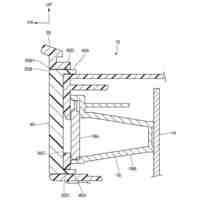
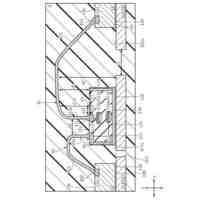
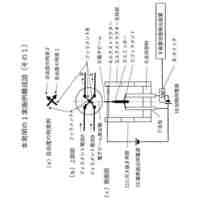
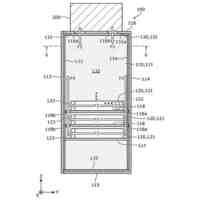
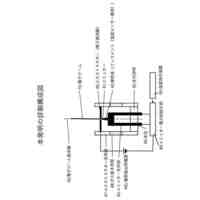
組立体を金型に収容した状態を示す模式図である。
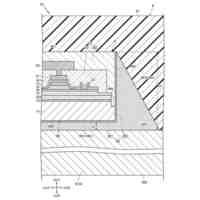
従来技術における組立体を金型に収容した状態を示す模式図である。
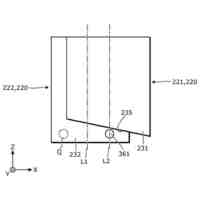
変形例1における押圧面保護部及び押圧面被覆部の押圧面の被覆状態を示す模式図である。
変形例2における押圧面保護部及び押圧面被覆部の押圧面の被覆状態を示す模式図である。
変形例3における押圧面保護部及び押圧面被覆部の押圧面の被覆状態を示す模式図である。
変形例4における押圧面保護部及び押圧面被覆部の押圧面の被覆状態を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社タムラ製作所
絶縁材
28日前
株式会社タムラ製作所
搬送加熱装置
27日前
株式会社タムラ製作所
反射材硬化物
27日前
株式会社タムラ製作所
反射材硬化物
27日前
株式会社タムラ製作所
反射材硬化物
27日前
株式会社タムラ製作所
パワー半導体モジュール
28日前
株式会社タムラ製作所
フラックス、ソルダペーストおよびプリント回路基板
27日前
株式会社タムラ製作所
樹脂フィルム、樹脂付き銅箔、多層配線基板、コイル構造体、および磁気デバイス
27日前
株式会社タムラ製作所
感光性樹脂組成物、感光性樹脂組成物の光硬化物及び当該光硬化物を有するプリント配線板
28日前
東ソー株式会社
絶縁電線
15日前
APB株式会社
蓄電セル
13日前
個人
フレキシブル電気化学素子
27日前
株式会社ユーシン
操作装置
27日前
日新イオン機器株式会社
イオン源
23日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
29日前
マクセル株式会社
電源装置
7日前
株式会社東芝
端子台
7日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
14日前
株式会社GSユアサ
蓄電装置
今日
株式会社GSユアサ
蓄電設備
27日前
株式会社ホロン
冷陰極電子源
1か月前
株式会社GSユアサ
蓄電設備
27日前
太陽誘電株式会社
コイル部品
27日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社ホロン
冷陰極電子源
21日前
株式会社GSユアサ
蓄電装置
8日前
太陽誘電株式会社
全固体電池
1か月前
オムロン株式会社
電磁継電器
28日前
株式会社GSユアサ
蓄電装置
8日前
個人
半導体パッケージ用ガラス基板
1か月前
北道電設株式会社
配電具カバー
13日前
日本特殊陶業株式会社
保持装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ