TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025144237
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043920
出願日
2024-03-19
発明の名称
ガラス成形装置及び金型洗浄方法
出願人
芝浦機械株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C03B
11/00 20060101AFI20250925BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】成形を繰り返した場合であっても、装置を停止することなく金型を洗浄することが可能なガラス成形装置及び金型洗浄方法を提供すること。
【解決手段】ガラス成形装置は、成形室と、その内部に上下に対向配置された上型(固定金型)及び下型(移動金型)と、上型と下型およびその間に載置されたガラス素材を加熱する赤外線ランプ(加熱手段)と、下型を上型に押し当てる方向に移動させることによって、ガラス素材を加圧成形するジャッキ(加圧成形手段)と、ガラス素材の非成形時に、成形室の内部に不活性ガスを供給した状態で、上型と下型との間に挿入した金属プレート(電極)と上型との間の空間、及び金属プレートと下型との間の空間に、金属プレートが上型及び下型よりも高い電位になるような高電圧パルスを印加することによってプラズマを発生させて、このプラズマによって上型及び下型を洗浄する高電圧パルス電源(洗浄手段)と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
成形室と、
前記成形室の内部に上下に対向配置されて、所定の形状に成形された固定金型及び移動金型と、
前記移動金型を前記固定金型に対して移動可能に支持する移動軸と、
前記固定金型と、前記移動金型と、前記固定金型と前記移動金型との間に載置されたガラス素材と、を加熱する加熱手段と、
前記移動軸を、前記移動金型を前記固定金型に押し当てる方向に移動させることによって、前記ガラス素材を、前記移動金型と前記固定金型とで加圧することによって成形する加圧成形手段と、
前記ガラス素材の成形を行っていないときに、前記成形室の内部に不活性ガスを供給した状態で、離間させた前記固定金型と前記移動金型との間に挿入した電極と前記固定金型との間の空間、及び前記電極と前記移動金型との間の空間に、前記電極が前記固定金型及び前記移動金型よりも高い電位になるような高電圧パルスを印加することによってプラズマを発生させて、当該プラズマによって前記固定金型及び前記移動金型を洗浄する洗浄手段と、を備える、
ガラス成形装置。
続きを表示(約 1,000 文字)
【請求項2】
前記洗浄手段は、
前記電極がGND電位に保持された状態で、前記固定金型及び前記移動金型に、それぞれ負電位の高電圧パルスを印加する、
請求項1に記載のガラス成形装置。
【請求項3】
前記洗浄手段が前記プラズマを発生させる際には、
前記成形室の内部に供給される前記不活性ガスの供給量と、前記高電圧パルスの電圧、パルス幅、パルス数とが、それぞれ所定値に設定される、
請求項1または請求項2に記載のガラス成形装置。
【請求項4】
前記高電圧パルスを印加する回路に流れる電流値を計測する電流計と、
前記電流計が計測した電流値を取得して記憶する制御装置と、を更に備えて、
前記制御装置は、前記電流値の時間積分値に基づいて、前記固定金型及び前記移動金型を洗浄する洗浄条件を決定する、
請求項1または請求項2に記載のガラス成形装置。
【請求項5】
前記電極は、少なくとも、前記固定金型及び前記移動金型を漏れなく覆う形状を有する、
請求項1または請求項2に記載のガラス成形装置。
【請求項6】
前記電極と前記固定金型との距離、及び前記電極と前記移動金型との距離は、調整可能とされる、
請求項1または請求項2に記載のガラス成形装置。
【請求項7】
前記電極と前記固定金型との距離、及び前記電極と前記移動金型との距離を調整することによって、前記固定金型及び前記移動金型を洗浄する洗浄条件を変更する、
請求項6に記載のガラス成形装置。
【請求項8】
前記固定金型及び前記移動金型に流入する電流値に応じて、前記距離が調整される、
請求項7に記載のガラス成形装置。
【請求項9】
成形室に供給される前記不活性ガスは、アルゴンガスである、
請求項1または請求項2に記載のガラス成形装置。
【請求項10】
前記ガラス成形装置は、前記成形室の内部のガスを排気するとともに、前記ガスの中に、前記移動金型及び前記固定金型の表面を形成する離型膜を構成する元素が含まれるかを監視して、前記元素が検出された場合に、前記洗浄手段の動作を終了させる排気手段を更に備える、
請求項1または請求項2に記載のガラス成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、対向配置された金型でガラス素材を押圧することによって、非球面ガラスレンズ等の複雑な形状を有するガラス成形品を成形するガラス成形装置及び金型洗浄方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、対向配置された固定軸と移動軸とのそれぞれの先端に設置した金型の間にガラス素材を載置して、当該ガラス素材を加熱して移動軸を固定軸方向に押圧することで、ガラス素材を金型に押し当てることによって所定の形状に成形するガラス成形装置が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2005-306693号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
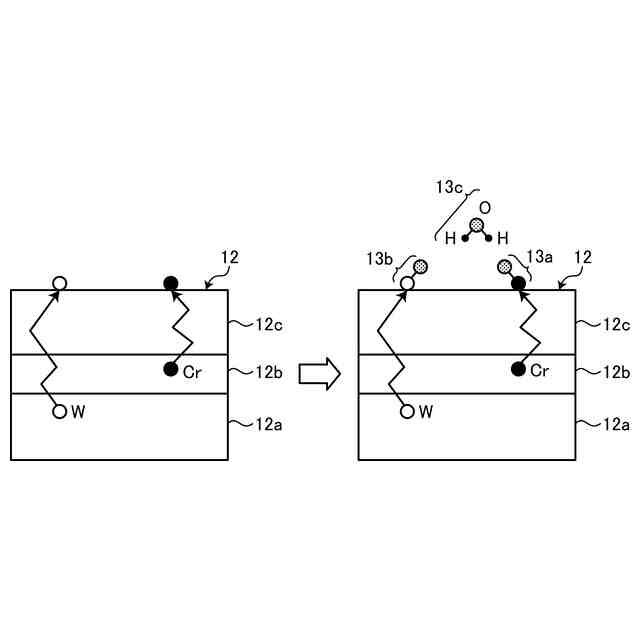
このような従来のガラス成形装置では、成形を繰り返す毎に、金型表面が汚染されることによって離型性が低下し、ガラス素材と金型との融着が発生することがあった(詳しくは後述する(図2参照))。このような融着が大規模になると、成形品の品質が維持できなくなるため、金型を交換する必要があった。そして、金型を交換する際には、ガラス成形装置を停止させなくてはならず、量産を再開する際には、ガラス成形装置を適温になるまでダミー運転しなければならず、生産性の低下を招いていた。これらの理由から、装置を停止せずに前記汚染物を除去することが可能なガラス成形装置の実現が望まれていた。
【0005】
本発明は上記課題に鑑みてなされたものであって、成形を繰り返した場合であっても、装置を停止することなく金型を洗浄することが可能なガラス成形装置及び金型洗浄方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記した課題を解決し、目的を達成するために、本発明に係るガラス成形装置は、成形室と、前記成形室の内部に上下に対向配置されて、所定の形状に成形された固定金型及び移動金型と、前記移動金型を前記固定金型に対して移動可能に支持する移動軸と、前記固定金型と、前記移動金型と、前記固定金型と前記移動金型との間に載置されたガラス素材と、を加熱する加熱手段と、前記移動軸を、前記移動金型を前記固定金型に押し当てる方向に移動させることによって、前記ガラス素材を、前記移動金型と前記固定金型とで加圧することによって成形する加圧成形手段と、前記ガラス素材の成形を行っていないときに、前記成形室の内部に不活性ガスを供給した状態で、離間させた前記固定金型と前記移動金型との間に挿入した電極と前記固定金型との間の空間、及び前記電極と前記移動金型との間の空間に、前記電極が前記固定金型及び前記移動金型よりも高い電位になるような高電圧パルスを印加することによってプラズマを発生させて、当該プラズマによって前記固定金型及び前記移動金型を洗浄する洗浄手段と、を備えることを特徴とする。
【0007】
また、本発明に係る金型洗浄方法は、成形室と、前記成形室の内部に、互いに対向配置されて、所定の形状に成形された固定金型及び移動金型と、前記移動金型を前記固定金型に対して移動可能に支持する移動軸と、前記固定金型と前記移動金型との間に載置されたガラス素材を加熱する加熱手段と、前記移動軸を、前記移動金型を前記固定金型に押し当てる方向に移動させることによって、前記移動金型を前記固定金型との間に載置されたガラス素材を、所定の圧力で所定時間加圧することによって成形する加圧成形手段と、を備えるガラス成形装置において、前記固定金型及び前記移動金型を洗浄する金型洗浄方法であって、前記成形室の内部に不活性ガスを供給して、離間させた前記固定金型と前記移動金型との間に挿入した電極と前記固定金型との間の空間、及び前記電極と前記移動金型との間の空間に、前記電極が前記固定金型及び前記移動金型よりも高い電位になるような高電圧パルスを印加することによってプラズマを発生させて、当該プラズマによって前記固定金型及び前記移動金型を洗浄することを特徴とする。
【発明の効果】
【0008】
本発明に係るガラス成形装置は、成形を繰り返した劣化金型を、最小のダウンタイムで再生できる、という効果を奏する。
【図面の簡単な説明】
【0009】
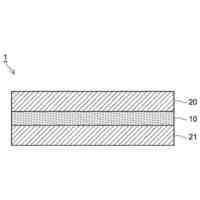
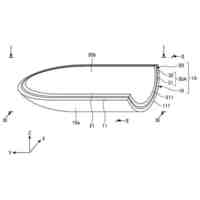
図1は、ガラス素材の成形で使用される金型構造の一例を示す図である。
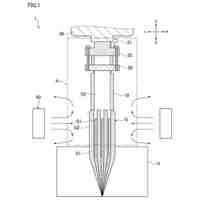
図2は、金型とガラス素材との融着が発生するメカニズムを説明する図である。
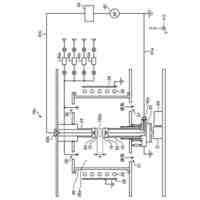
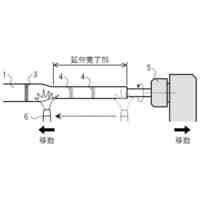
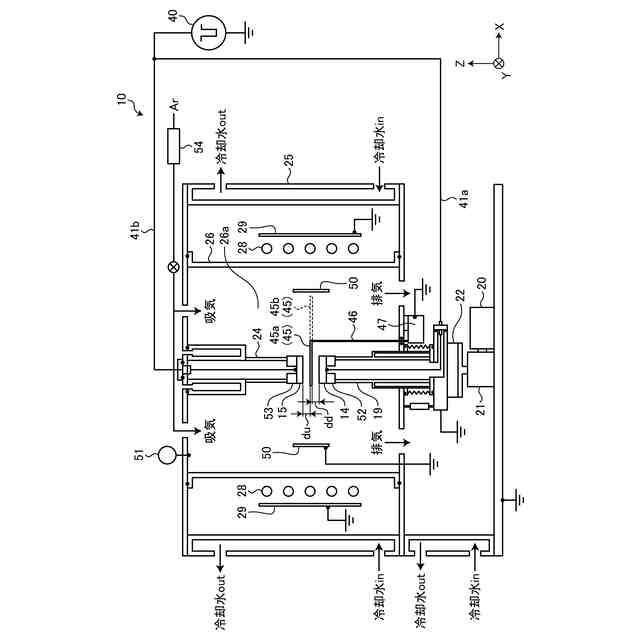
図3は、ガラス成形装置が備えるガラス成形機能を実現するための概略構造の一例を示す図である。
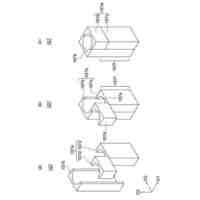
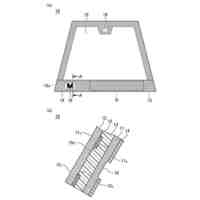
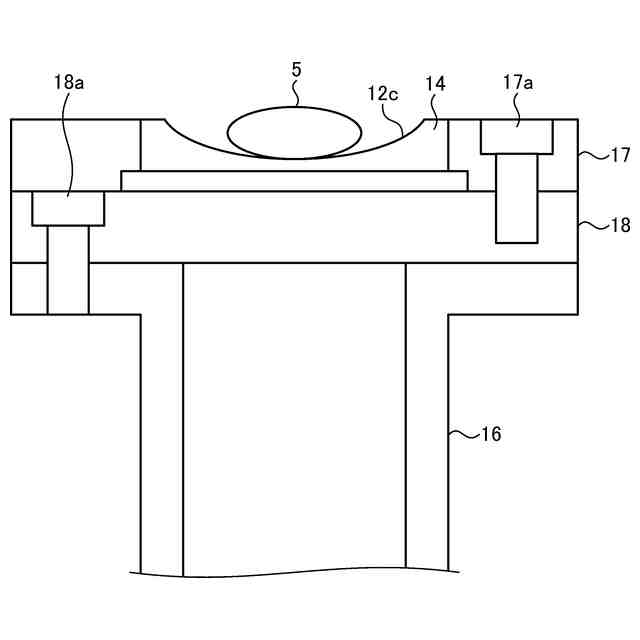
図4は、ガラス成形装置が備える下型の設置構造の一例を示す図である。
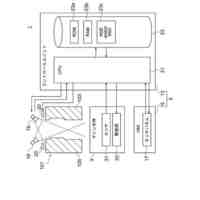
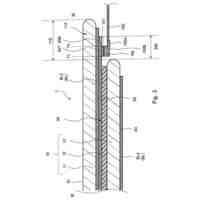
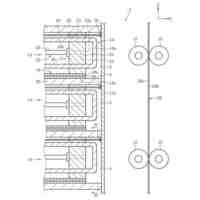
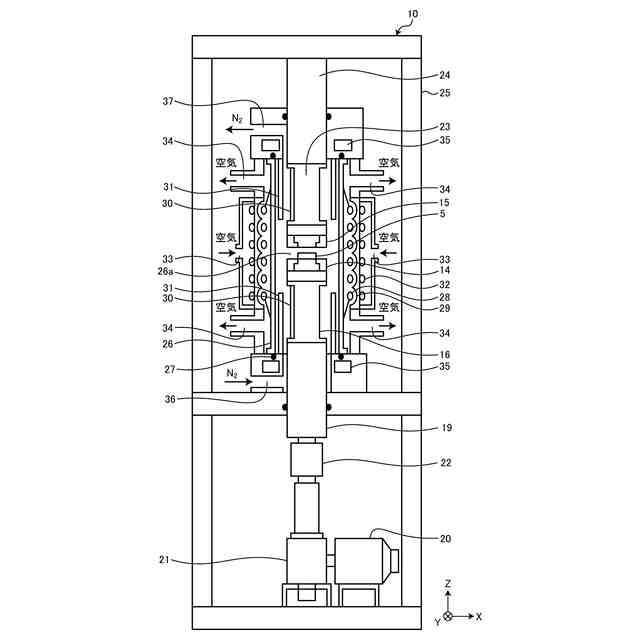
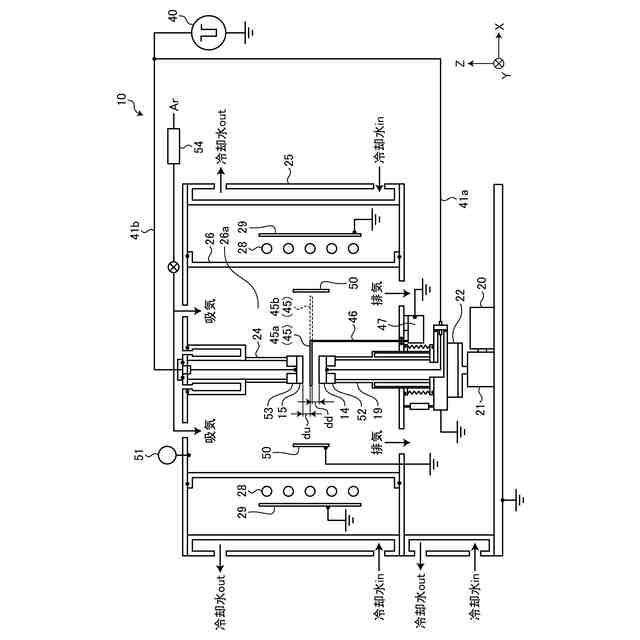
図5は、ガラス成形装置が備える金型洗浄機能を実現するための概略構造の一例を示す図である。
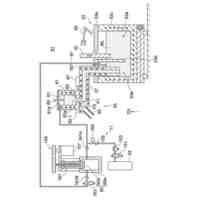
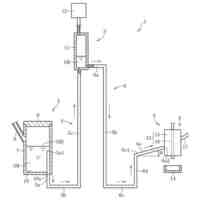
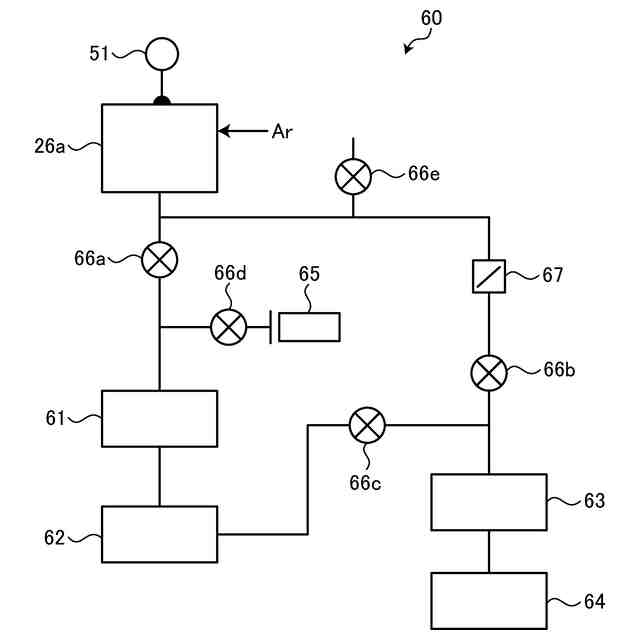
図6は、ガラス成形装置が備える排気系統の構成の一例を示す図である。
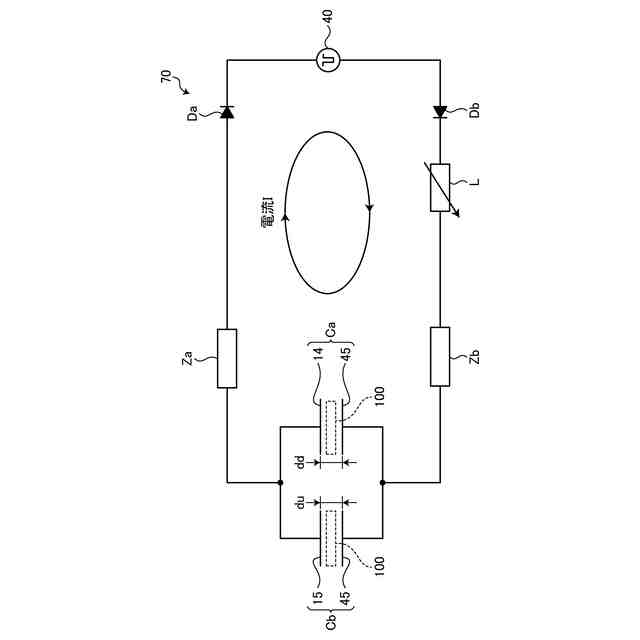
図7は、実施形態のガラス成形装置が備えるプラズマ発生回路の等価回路の一例を示す図である。
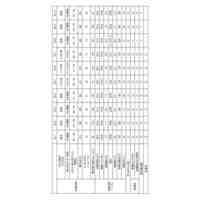
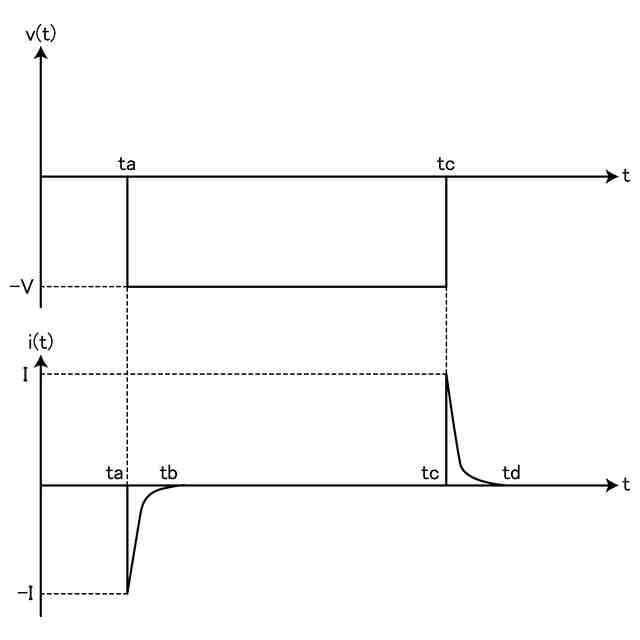
図8は、上型及び下型と金属プレートとの間に印加される電圧波形と電流波形の一例を示す図である。
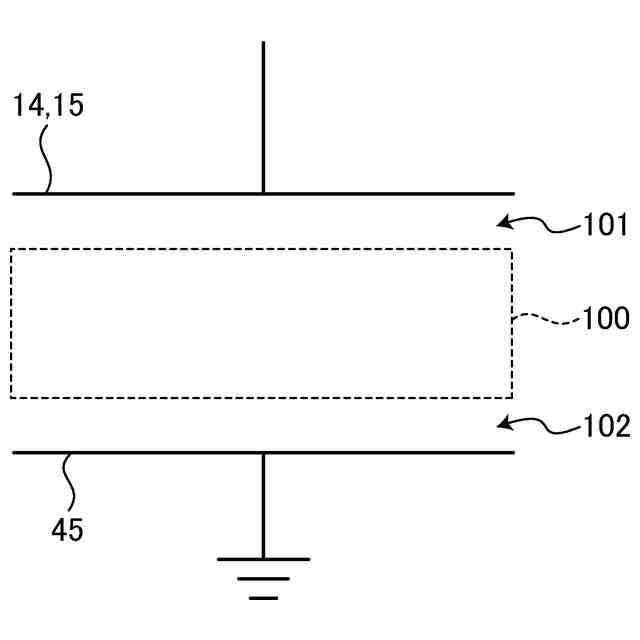
図9は、プラズマが生成された際の電極間の状態の一例を示す図である。
図10は、プラズマが生成された際の電極間の等価回路の一例を示す図である。
図11は、実施形態のガラス成形装置が備えるプラズマ発生回路の等価回路に、電流計と電圧計と制御装置とを接続した回路の一例を示す図である。
【発明を実施するための形態】
【0010】
以下に、本開示に係る成形装置の実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能、且つ、容易に想到できるもの、或いは実質的に同一のものが含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
溶解保持炉
14日前
芝浦機械株式会社
成形システム
1か月前
芝浦機械株式会社
インゴット予熱装置
12日前
芝浦機械株式会社
局部変圧装置及び成形機
28日前
芝浦機械株式会社
球状黒鉛鋳鉄製品の製造方法
21日前
芝浦機械株式会社
成形機用コントローラ及び成形機
28日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
1か月前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
1か月前
芝浦機械株式会社
インゴット予熱装置及び溶解保持炉
12日前
芝浦機械株式会社
射出装置、成形機及び成形システム
1か月前
芝浦機械株式会社
給湯装置、給湯システム及び成形システム
1か月前
日本電気硝子株式会社
封着材料ペースト
1か月前
ノリタケ株式会社
ガラス接合材およびその利用
1か月前
AGC株式会社
感光性ガラス
2か月前
AGC株式会社
車両用窓ガラスとその製造方法
1か月前
日本電気硝子株式会社
ガラスの製造方法
3か月前
ノリタケ株式会社
封止用グリーンシート
1か月前
AGC株式会社
複層ガラス、高地対応複層ガラス
2か月前
信越化学工業株式会社
光ファイバ母材の製造方法
20日前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
日本板硝子株式会社
ウインドシールド
7日前
日本電気硝子株式会社
ガラス製造装置
1か月前
日本板硝子株式会社
ビル用複層ガラス
2か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
信越化学工業株式会社
石英ガラス棒およびその製造方法
1か月前
AGC株式会社
合わせガラス
2か月前
ノリタケ株式会社
組立体の製造方法および組立体
1か月前
日本電気硝子株式会社
ガラス板の製造方法
2か月前
信越化学工業株式会社
光ファイバ用多孔質母材の製造装置
20日前
日本電気硝子株式会社
ガラス物品の製造方法
1か月前
日本電気硝子株式会社
ガラス物品の製造方法
2か月前
AGC株式会社
ガラス材料、結晶化ガラス
28日前
AGC株式会社
積層体及び移動体
1か月前
住友電気工業株式会社
光ファイバの製造方法
3か月前
住友電気工業株式会社
光ファイバの製造方法
3か月前
住友電気工業株式会社
光ファイバの製造装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ