TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139291
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024038138
出願日
2024-03-12
発明の名称
石英ガラス棒およびその製造方法
出願人
信越化学工業株式会社
代理人
個人
主分類
C03B
23/047 20060101AFI20250918BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】石英ガラス棒の製造工程において歪除去工程を省略することで生産性を向上させ、その結果残量する歪の影響で出荷後に石英ガラス棒に割れが生じた場合に、実質的な損害が出ない割れ方をする歪の残し方を提供することを目的とする。
【解決手段】本発明における石英ガラス棒の製造方法は、複数回の延伸加工により石英ガラス棒を段階的に延伸して既定の直径の石英ガラス棒を得る。当該石英ガラス棒の製造方法では、複数回の延伸加工の途中で、ガラス加工旋盤で延伸した石英ガラス棒の1箇所以上をバーナ火炎で加熱し軟化させ曲がり量を規定内に収める曲がり修正を施す。
【選択図】図3
特許請求の範囲
【請求項1】
複数回の延伸加工により石英ガラス棒を段階的に延伸して既定の直径の石英ガラス棒を得る石英ガラス棒の製造方法であって、
前記複数回の延伸加工の途中で、ガラス加工旋盤で延伸した前記石英ガラス棒の1箇所以上をバーナ火炎で加熱し軟化させ曲がり量を規定内に収める曲がり修正を施すことを特徴とする石英ガラス棒の製造方法。
続きを表示(約 630 文字)
【請求項2】
前記曲がり修正は、前記複数回の延伸加工における最後の延伸加工の直前に施されることを特徴とする請求項1に記載の石英ガラス棒の製造方法。
【請求項3】
複数回の延伸加工により石英ガラス棒を段階的に延伸して既定の直径の石英ガラス棒を得る石英ガラス棒の製造方法であって、
前記複数回の延伸加工における最後の延伸加工の後で、ガラス加工旋盤で延伸した前記石英ガラス棒の1箇所以上をバーナ火炎で加熱し軟化させ曲がり量を規定内に収める曲がり修正を施し、
前記曲がり修正における加熱量は、前記曲がり修正により前記石英ガラス棒の中間部分に生じる歪が、前記石英ガラス棒を溶断する際に前記石英ガラス棒の両端部に生じる歪より小さくなるように調整されることを特徴とする石英ガラス棒の製造方法。
【請求項4】
前記曲がり修正における加熱量は、前記石英ガラス棒を溶断する際の加熱量よりも小さいことを特徴とする請求項3に記載の石英ガラス棒の製造方法。
【請求項5】
ガラス加工旋盤を用いてガラス母材を所定の外径に延伸加工した石英ガラス棒において、その両端のみに歪を有する石英ガラス棒。
【請求項6】
ガラス加工旋盤を用いてガラス母材を所定の外径に延伸加工した石英ガラス棒において、両端とその中間部分に複数箇所の歪を有し、中間部分に1箇所以上ある歪が両端の歪よりも小さいことを特徴とする石英ガラス棒。
発明の詳細な説明
【技術分野】
【0001】
本発明はバーナを有したガラス加工用の旋盤(以下、ガラス旋盤と呼ぶ)を使用してガラス母材を所定の外径に延伸して得られる石英ガラス棒およびその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ガラス旋盤によりガラス母材をバーナ火炎で加熱する石英ガラス棒の製造工程において、製造される石英ガラス棒には複数箇所にバーナ火炎による加熱による歪が生じる。
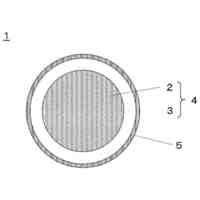
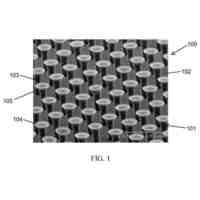
【0003】
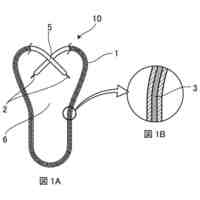
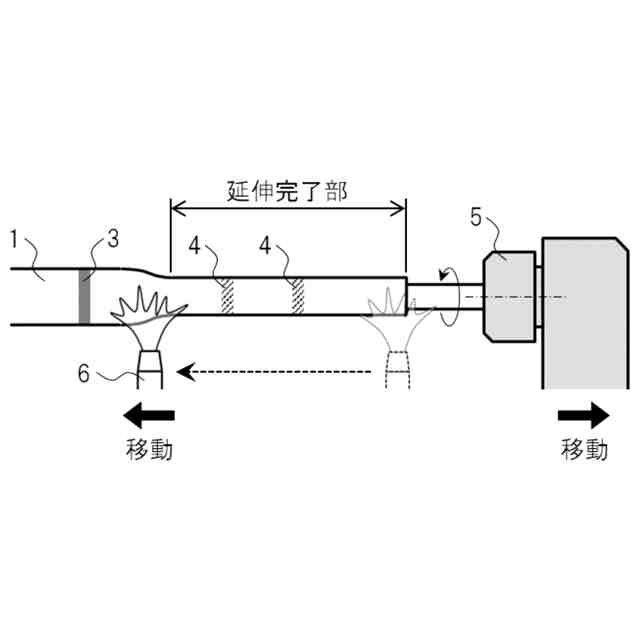
図1および図2に石英ガラス棒1に生じる歪の形態を示す。ガラス旋盤から延伸が完了した石英ガラス棒を取り外す際には、所定の長さとなるように両端をバーナ火炎で溶断し製品部を取り外す。その溶断時のバーナ火炎によって両端に生じる歪が溶断による歪2である。図1は、溶断による歪2を両端に残した形態の石英ガラス棒を模式的に示している。
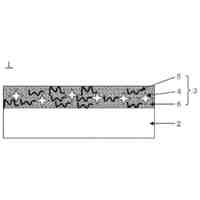
【0004】
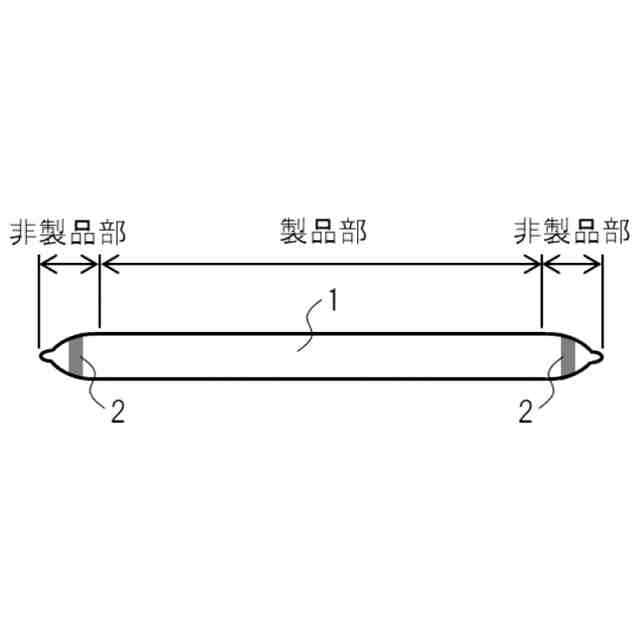
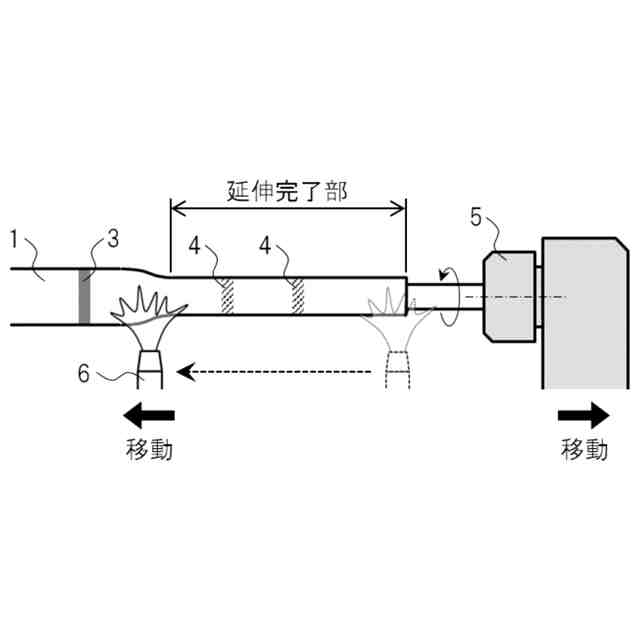
図2は、図1と同様に両端に溶断による歪2を残し、加えて中間部分にも曲がり修正による歪3を残した形態の石英ガラス棒を模式的に示している。石英ガラス棒の寸法公差として「曲がり量」が規定される場合があり、規定の外径に仕上げた延伸完了後に曲がり量が規定を外れている場合は石英ガラス棒をバーナ火炎で局所的に軟化させ曲がりを修正する作業を行う。この曲がり修正の際にバーナ火炎で加熱した位置に曲がり修正による歪3が生じる。曲がり修正を行う、すなわち曲がり修正による歪3が生じる位置や数は石英ガラス棒ごとに、その曲がり形状によって異なる。
【0005】
図1や図2に示す形態で石英ガラス棒に局所的な歪を残した場合、出荷後の振動や温度変化によって割れを起こしてしまう可能性がある。従来は歪による割れの発生を回避する意図で、石英ガラス棒の製造工程の終盤で局所的に生じた歪を除去する工程を付加していた。歪を除去する手法としてはガラス旋盤にてバーナ火炎で端部からもう一方の端部へ向かってバーナを順次移動させながら加熱する方法や、アニール炉を使用する方法などが知られている。
【0006】
石英ガラス棒の製造工程を簡素化し生産性を向上する手段のひとつとして、歪除去工程の省略が考えられる。ただしその場合は局所的な歪を残したままの出荷となるため、先述の通り出荷後に割れてしまう危険性が残る。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記の問題に鑑み成されたものであり、石英ガラス棒の製造工程において歪除去工程を省略することで生産性を向上させ、その結果残量する歪の影響で出荷後に石英ガラス棒に割れが生じた場合に、実質的な損害が出ない割れ方をする歪の残し方を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決すべく、本発明の位置実施形態に係る石英ガラス棒の製造方法は、複数回の延伸加工により石英ガラス棒を段階的に延伸して既定の直径の石英ガラス棒を得る。当該石英ガラス棒の製造方法では、前記複数回の延伸加工の途中で、ガラス加工旋盤で延伸した前記石英ガラス棒の1箇所以上をバーナ火炎で加熱し軟化させ曲がり量を規定内に収める曲がり修正を施すことを特徴とする。
【0009】
このようにすれば、曲がり修正によって石英ガラス棒の中間部分に生じる歪がその後の延伸加工により除去され、両端のみに歪を残ることになる。その結果、出荷後に中間部分に割れが生じる可能性を低く抑えることができる。
【0010】
本発明では、前記曲がり修正は、前記複数回の延伸加工における最後の延伸加工の直前に施されるとよい。このようにすれば、曲がり修正後の延伸加工の回数を最小限とすることができ、曲がり量の悪化を抑制することができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
信越化学工業株式会社
硬化性樹脂組成物
10日前
信越化学工業株式会社
コーティング剤組成物
9日前
信越化学工業株式会社
熱軟化性熱伝導性組成物
10日前
信越化学工業株式会社
セルロースエーテルの製造方法
2日前
信越化学工業株式会社
ガラスクロス及びその製造方法
10日前
信越化学工業株式会社
縮合硬化型熱伝導性シリコーン組成物
9日前
信越化学工業株式会社
磁気冷凍材料の製造方法及び磁気冷凍材料
3日前
信越化学工業株式会社
超音波カップリング材複合膜及び超音波検査方法
17日前
信越化学工業株式会社
第四級アンモニウム修飾シリカ分散液の製造方法
2日前
信越化学工業株式会社
低置換度ヒドロキシプロピルセルロースの製造方法
2日前
信越化学工業株式会社
付加硬化型シリコーン粘着剤組成物およびその硬化物
10日前
信越化学工業株式会社
フォトマスクブランク、及びフォトマスクの製造方法
9日前
信越化学工業株式会社
生体電極組成物、生体電極、及び生体電極の製造方法
9日前
信越化学工業株式会社
オルガノポリシロキサン及び光硬化性コーティング組成物
10日前
信越化学工業株式会社
低置換度ヒドロキシプロピルセルロース及びその製造方法
2日前
信越化学工業株式会社
付加硬化型シリコーン組成物、その硬化物、及び光半導体装置
9日前
信越化学工業株式会社
付加硬化型シリコーン組成物、その硬化物、及び光半導体装置
2日前
信越化学工業株式会社
化学増幅ポジ型レジスト組成物及びレジストパターン形成方法
9日前
信越化学工業株式会社
深共晶液体、生体電極組成物、生体電極、及び生体電極の製造方法
4日前
信越化学工業株式会社
モノマー、ポリマー、化学増幅レジスト組成物及びパターン形成方法
2日前
信越化学工業株式会社
徐放性フェロモン製剤
11日前
信越化学工業株式会社
金属含有膜形成用化合物、金属含有膜形成用組成物、パターン形成方法
17日前
信越化学工業株式会社
ヒドロキシプロピルメチルセルロースアセテートサクシネートの製造方法
9日前
信越化学工業株式会社
量子ドット体、量子ドット組成物及び波長変換材料並びにそれらの製造方法
10日前
信越化学工業株式会社
金属含有膜形成用化合物、金属含有膜形成用組成物、及びパターン形成方法
3日前
信越化学工業株式会社
ヒドロキシプロピルメチルセルロースアセテートサクシネート及びその製造方法
9日前
信越化学工業株式会社
オニウム塩型モノマー、ポリマー、化学増幅レジスト組成物及びパターン形成方法
3日前
信越化学工業株式会社
第四級アンモニウム修飾シリカ分散液及び第四級アンモニウム修飾シリカ分散液の製造方法
2日前
信越化学工業株式会社
常磁性ガーネット型透明セラミックス、その製造方法、磁気光学材料、及び磁気光学デバイス
2日前
信越化学工業株式会社
半導体デバイスの仮ボンディング用乾式接着材
11日前
信越化学工業株式会社
ネガ型感光性樹脂組成物、パターン形成方法、硬化被膜形成方法、層間絶縁膜、表面保護膜、及び電子部品
9日前
信越化学工業株式会社
下地基板及び単結晶ダイヤモンド積層基板並びにそれらの製造方法
6日前
信越化学工業株式会社
低置換度セルロースエーテル球状微粒子及びそれを用いた化粧料用組成物並びに低置換度セルロース球状微粒子の製造方法
11日前
信越化学工業株式会社
ヒドロキシプロピルメチルセルロース酢酸エステルコハク酸エステル及びヒドロキシプロピルメチルセルロース酢酸エステルコハク酸エステルの製造方法
2日前
日本電気硝子株式会社
封着材料ペースト
2か月前
信越化学工業株式会社
ガラス母材の延伸方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ