TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025140220
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039449
出願日
2024-03-13
発明の名称
押出発泡成形体
出願人
マクセル株式会社
代理人
個人
,
個人
主分類
B29C
44/24 20060101AFI20250919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】強度を向上させることができる押出発泡成形体を提供する。
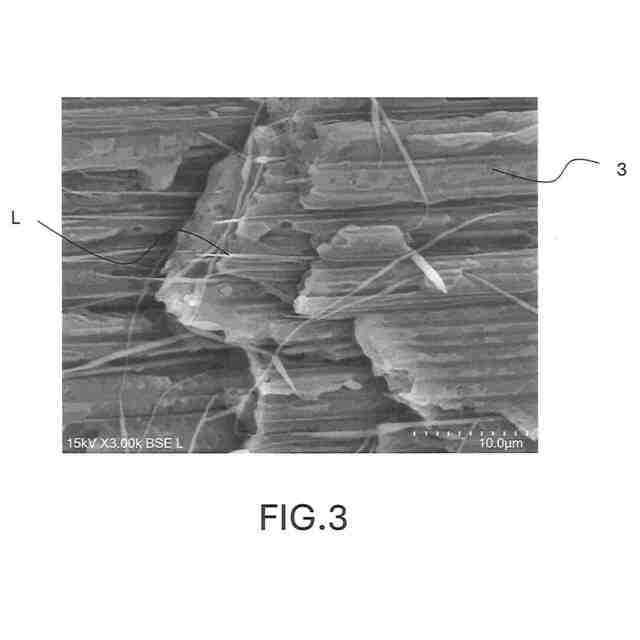
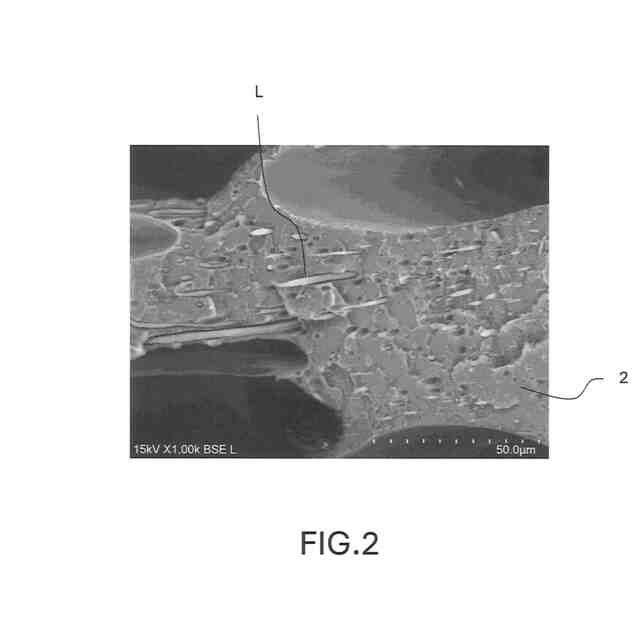
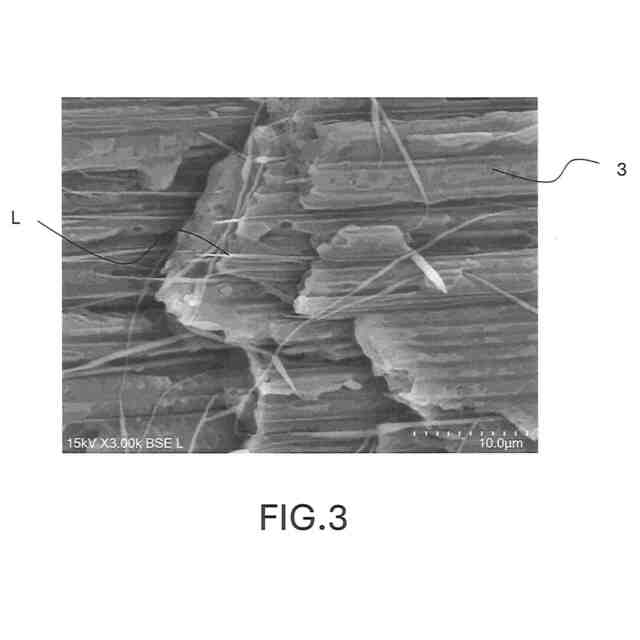
【解決手段】押出発泡成形体1は、発泡樹脂からなるコア層2と、非発泡樹脂からなり、コア層2の主面に積層されるスキン層3とを備える。コア層2及びスキン層3は各々、ポリカーボネート樹脂を含む。また、コア層2及びスキン層3の少なくとも一方は、ポリカーボネート樹脂より低い溶融温度を有する液晶高分子(低融点液晶高分子)を含む。押出発泡成形体1は、押出機で押出成形される際、溶融樹脂に含まれる低融点液晶高分子が特にスキン層において押出方向に延びるように繊維状に形成される。これにより、特に押出方向の曲げ弾性率が向上し、その結果、押出発泡成形体の強度が向上する。
【選択図】図3
特許請求の範囲
【請求項1】
押出発泡成形体であって、
発泡樹脂からなるコア層と、
非発泡樹脂からなり、前記コア層の主面に積層されるスキン層とを備え、
前記コア層及び前記スキン層は各々、スーパーエンジニアリング樹脂及びエンジニアリング樹脂からなる群より選ばれる少なくとも1種を含み、
前記コア層及び前記スキン層の少なくとも一方は、前記スーパーエンジニアリング樹脂及びエンジニアリング樹脂からなる群より選ばれる少なくとも1種より低い溶融温度を有する液晶高分子(以下、低融点液晶高分子と称する。)を含む、押出発泡成形体。
続きを表示(約 780 文字)
【請求項2】
請求項1に記載の押出発泡成形体であって、
前記スーパーエンジニアリング樹脂及びエンジニアリング樹脂からなる群より選ばれる少なくとも1種は、ポリカーボネート樹脂である、押出発泡成形体。
【請求項3】
請求項1に記載の押出発泡成形体であって、
前記低融点液晶高分子は、前記スキン層に含まれる、押出発泡成形体。
【請求項4】
請求項1に記載の押出発泡成形体であって、
前記液晶高分子は、繊維化されている、押出発泡成形体。
【請求項5】
請求項1に記載の押出発泡成形体であって、
前記低融点液晶高分子は、前記コア層及び前記スキン層に含まれ、
前記スキン層に含まれる前記低融点液晶高分子の含有量は、前記コア層に含まれる前記低融点液晶高分子の含有量以上である、押出発泡成形体。
【請求項6】
請求項1に記載の押出発泡成形体であって、
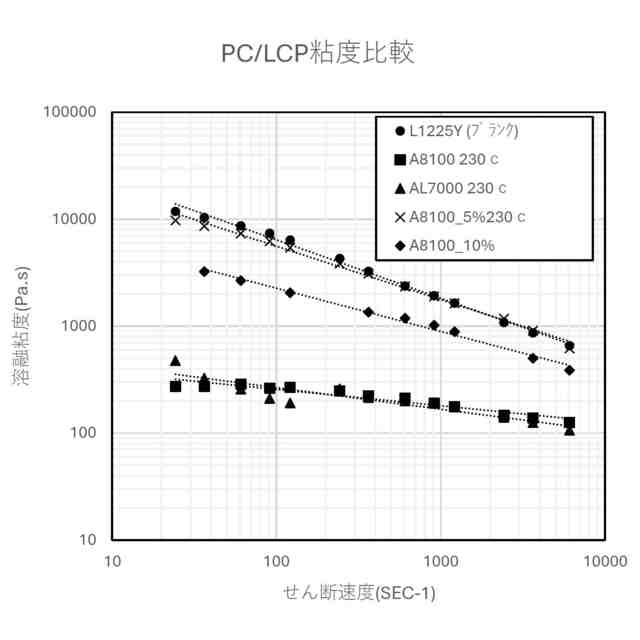
前記低融点液晶高分子は、前記スーパーエンジニアリング樹脂及びエンジニアリング樹脂からなる群より選ばれる少なくとも1種の溶融粘度が4000~8000Pa・sとなる温度よりも低い溶融温度を有する、押出発泡成形体。
【請求項7】
請求項1に記載の押出発泡成形体であって、
前記スキン層は、前記スキン層に対して10重量%未満の前記低融点液晶高分子を含む、押出発泡成形体。
【請求項8】
請求項1~7のいずれか1項に記載の押出発泡成形体であって、
前記押出発泡成形体は、押出方向において1500MPa以上の曲げ弾性率を有し、
前記押出発泡成形体の幅方向の曲げ弾性率M1に対する押出方向の曲げ弾性率M2の比(M2/M1)は、1.2以上である、押出発泡成形体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、押出成形された押出発泡成形体に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、発泡樹脂は、樹脂成形体を軽量化することによって利便性を高めることができ、かつ、二酸化炭素排出量を削減することができるとして注目されている。発泡樹脂の成形方法には、押出成形法と射出成形法とがある。
【0003】
射出成形法は、複雑な形状の発泡成形体を得ることができる。しかしながら、金型内を溶融樹脂の表層が冷却固化しながら流動する。その際、発泡成形体の表層には非発泡のスキン層が比較的薄く形成される。一方、押出成形法は、射出成形法よりも金型の大きさや負荷の制限が少なく、単一形状かつ単一厚みの発泡成形体を連続して作製するのに適している。また、押出成形法により得られるシート状の発泡成形体は、真空成形等を施すことにより、ある程度複雑な形状のもの又は比較的大きなサイズのもの等に賦形することができる。
【0004】
特開2003-103556号公報(特許文献1)は、超臨界状態の二酸化炭素のような不活性流体を発泡剤として樹脂に含浸させ射出成形して得られる発泡射出成形体を開示している。発泡射出成形体は、ガス透過度の高い樹脂(ポリカーボネート等)及びガス透過度の低い樹脂(液晶性ポリマー等)からなる。ガス透過度の高い樹脂のガス透過度は、ガス透過度の低い樹脂のガス透過度の50倍以上である。ガス浸透度の低い樹脂には発泡セルが存在し、少なくとも成形体の一部の肉厚中心付近にアスペクト比が1から2の範囲である発泡セルを持っている。これにより、セルが微細で物性バランスの良い発泡射出成形体を得ている。
【0005】
特開平11-12381号公報(特許文献2)は、内部層の少なくとも片側に表面層が形成された構造を有し、ポリカーボネート等の熱可塑性樹脂中に液晶樹脂を混合してなる発泡体を開示している。発泡体において、表面層の液晶樹脂含有割合は、内部層の液晶樹脂含有割合よりも高い。これにより、機械的強度及び寸法安定性に優れた発泡体を得ている。
【先行技術文献】
【特許文献】
【0006】
特開2003-103556号公報
特開平11-12381号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1の発泡射出成形体は、射出成形によって得られるものである。そのため、特許文献1では、押出成形については検討されていない。また、射出成形によって得られる発泡射出成形体は、発泡層であるコア層と、コア層の主面に形成される非発泡層であるスキン層とを含むと考えられる。しかしながら、コア層及びスキン層における液晶性ポリマーの含有量については検討されていない。
【0008】
特許文献2の発泡体において、表面層の液晶樹脂含有割合が内部層の液晶樹脂含有割合よりも高くなるのは、液晶樹脂の流動性が熱可塑性樹脂に比べて高いため、表面層側に液晶樹脂が移動するからである(特許文献2の明細書段落「0036」を参照。)。すなわち、特許文献2の発泡体において、液晶樹脂が移動した結果として、液晶樹脂含有割合が高くなる層を表面層と定義し、結晶樹脂含有割合が低くなる層を内部層と定義している。また、表面層は、発泡成形されている(特許文献2の明細書段落「0032」を参照。)。このように、特許文献2は、発泡層の片側に非発泡のスキン層が形成された発泡体を開示していない。
【0009】
本開示は、強度の向上を図ることができる押出発泡成形体を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本開示は次のような解決手段を講じた。すなわち、本開示に係る押出発泡成形体は、発泡樹脂からなるコア層と、非発泡樹脂からなり、コア層の主面に積層されるスキン層とを備える。コア層及びスキン層は各々、ポリカーボネート樹脂を含む。コア層及びスキン層の少なくとも一方は、ポリカーボネート樹脂より低い溶融温度を有する液晶高分子(以下、低融点液晶高分子と称する。)を含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マクセル株式会社
電磁波吸収シート
1日前
マクセル株式会社
空中浮遊映像表示装置
1日前
マクセル株式会社
回折レンズ、光学システム、及び車両
1日前
マクセル株式会社
応答出力装置および応答出力システム
1日前
マクセル株式会社
車両
1日前
マクセル株式会社
メタルマスク
1日前
マクセル株式会社
表示制御方法
1日前
マクセル株式会社
放送受信装置
3日前
マクセル株式会社
樹脂成形体の製造方法、プラスチックモデル、樹脂成形体及びフィルタ
3日前
マクセル株式会社
レンズユニットおよびカメラモジュール
1日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
23日前
東レ株式会社
フィルムの製造方法
8か月前
株式会社エフピコ
賦形シート
1か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
株式会社FTS
ロッド
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社漆原
シートの成形方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
3か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社FTS
セパレータ
10か月前
株式会社神戸製鋼所
混練機
10か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社日本製鋼所
監視システム
14日前
株式会社コスメック
射出成形装置
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ