TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025178644
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085374
出願日
2024-05-27
発明の名称
樹脂成形体の製造方法、プラスチックモデル、樹脂成形体及びフィルタ
出願人
マクセル株式会社
代理人
個人
,
個人
主分類
B29C
44/60 20060101AFI20251202BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】発泡剤を排出する樹脂量を調整することにより、樹脂成形体の全体にスキン層を形成し易くすることができ、樹脂成形体の外観を改善することができる樹脂成形体の製造方法を提供する。
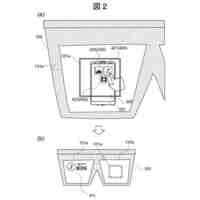
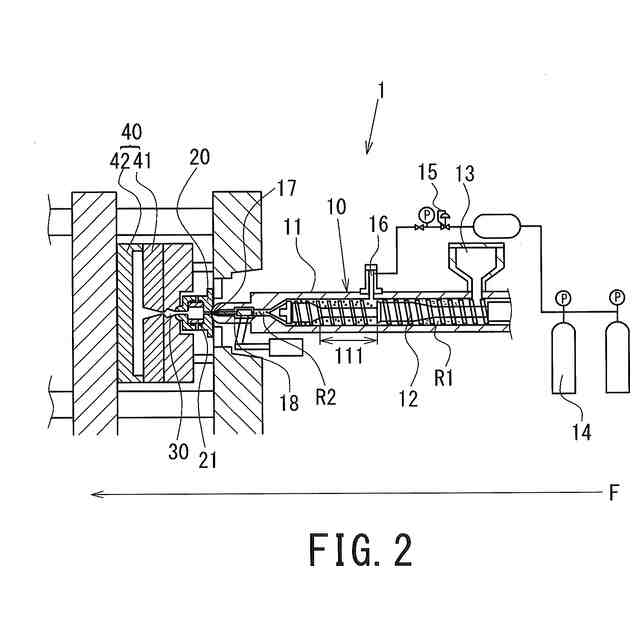
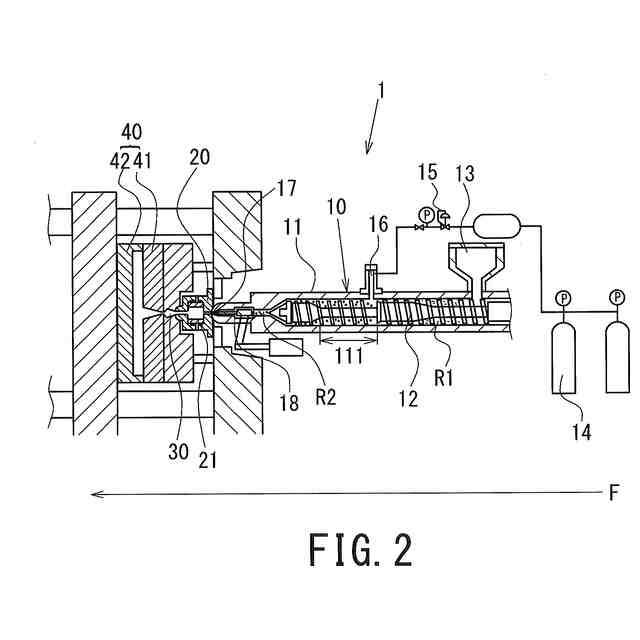
【解決手段】樹脂成形体の製造方法は、第1混合溶融樹脂R2を生成する工程S3と、ホットランナ20の内部に第1混合溶融樹脂R2からなる滞留溶融樹脂R3を滞留させる工程S4と、滞留溶融樹脂R3から発泡剤を排出して脱気溶融樹脂R42を生成する工程S5と、第2混合溶融樹脂R2を生成する工程S6と、脱気溶融樹脂R42を金型40の内部に射出充填してスキン層2を形成する工程S7と、第2混合溶融樹脂R2を金型40の内部に発泡させながら射出充填してスキン層2の内部にコア層3を形成する工程S8とを含む。ホットランナ20の内部に滞留される滞留溶融樹脂R3の樹脂量は調整される。これにより、樹脂成形体1の全体にスキン層2を形成し易くなる。
【選択図】図2
特許請求の範囲
【請求項1】
発泡樹脂からなるコア層と、前記コア層を覆うスキン層とを有する樹脂成形体を射出成形する樹脂成形体の製造方法であって、
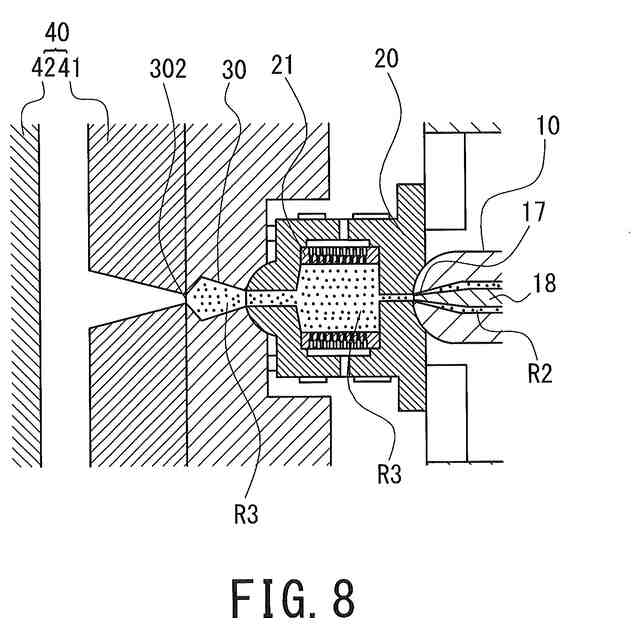
ノズルを有する成形機と、金型と、前記成形機及び前記金型の間に配置されるホットランナとを準備する工程と、
前記成形機の内部で第1溶融樹脂とガスを含む第1発泡剤とを混合し、第1混合溶融樹脂を生成する工程と、
前記成形機の内部から前記ノズルを介して前記第1混合溶融樹脂を前記ホットランナの内部に流入させたのち、前記成形機のノズルを閉鎖して前記ホットランナの内部の滞留空間に前記第1混合溶融樹脂からなる滞留溶融樹脂を滞留させる工程と、
前記滞留溶融樹脂から前記第1発泡剤を排出し、発泡剤濃度が低下した脱気溶融樹脂を生成する工程と、
前記成形機の内部で第2溶融樹脂とガスを含む第2発泡剤とを混合し、第2混合溶融樹脂を生成する工程と、
前記脱気溶融樹脂を前記金型に射出充填し、前記スキン層を形成する工程と、
前記スキン層の内部に前記第2混合溶融樹脂を発泡させながら射出充填し、前記コア層を形成する工程とを含み、
前記滞留溶融樹脂を滞留させる工程において、前記滞留空間に滞留される前記滞留溶融樹脂の樹脂量は調整される、樹脂成形体の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の樹脂成形体の製造方法であって、
前記第2混合溶融樹脂は、前記脱気溶融樹脂が生成されるのと同じタイミングで生成されており、
前記脱気溶融樹脂は、前記成形機のノズルから排出された前記第2混合溶融樹脂に押し出されるようにして前記金型に射出充填されて前記スキン層を形成し、
前記第2混合溶融樹脂は、前記脱気溶融樹脂に連続して前記スキン層の内部に発泡しながら射出充填されて前記コア層を形成する、樹脂成形体の製造方法。
【請求項3】
請求項1に記載の樹脂成形体の製造方法であって、
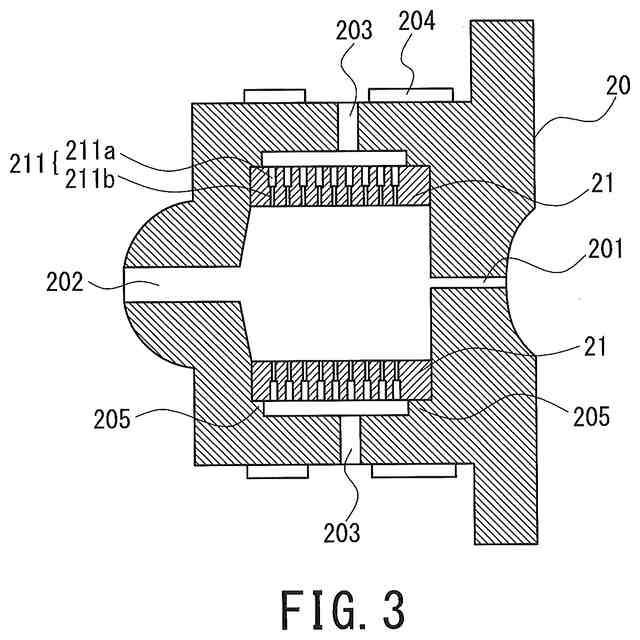
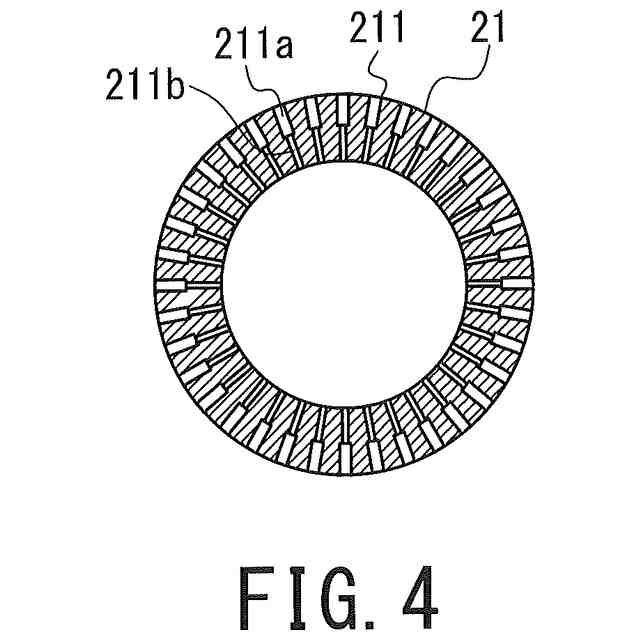
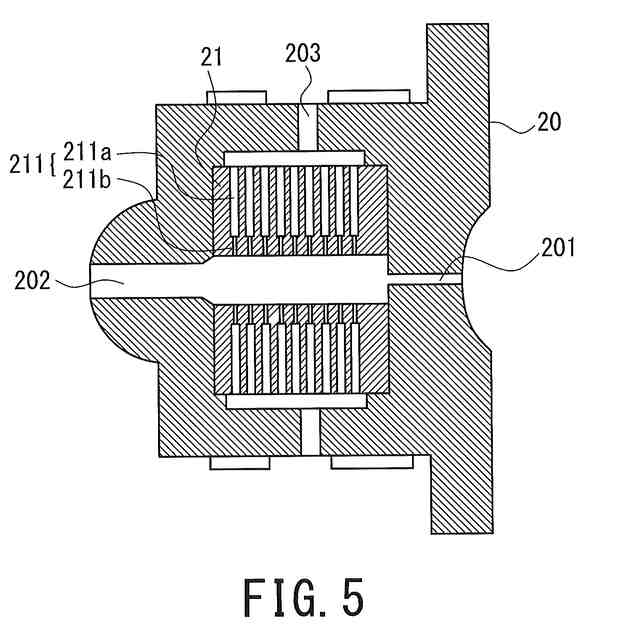
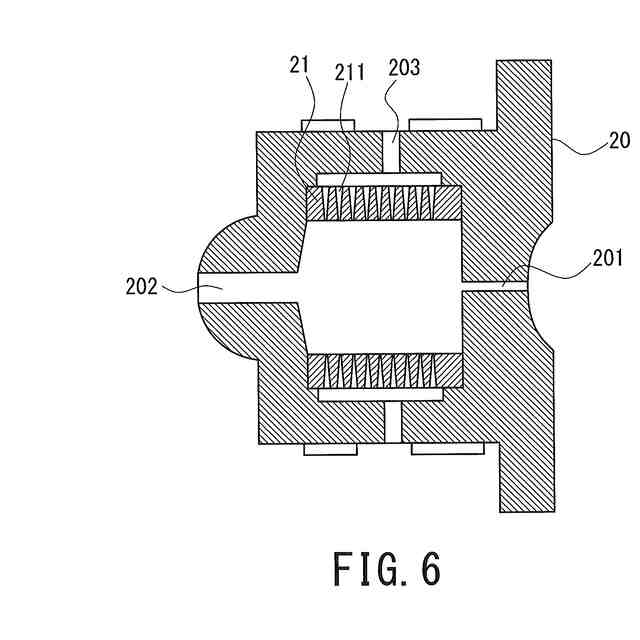
前記ホットランナは、前記ホットランナの内部に収容され、複数の貫通孔を有するフィルタを有し、
前記滞留溶融樹脂を滞留させる工程において、前記滞留溶融樹脂は、前記フィルタの内部に滞留され、
前記脱気溶融樹脂を生成する工程において、前記第1発泡剤は、前記複数の貫通孔を介して排出される、樹脂成形体の製造方法。
【請求項4】
請求項3に記載の樹脂成形体の製造方法であって、
前記フィルタの複数の貫通孔は各々、1μm~50μmの内径を有する、樹脂成形体の製造方法。
【請求項5】
請求項1に記載の樹脂成形体の製造方法であって、
前記滞留溶融樹脂を滞留させる工程において、前記滞留溶融樹脂の樹脂量は、前記ホットランナの内部における滞留空間の内容積を変化させることにより調整される、樹脂成形体の製造方法。
【請求項6】
請求項1に記載の樹脂成形体の製造方法であって、さらに、
前記ホットランナと前記金型との間に配置されるコールドランナを準備する工程を含み、
前記コールドランナは、前記金型の内部に連通する射出孔を有し、
前記滞留溶融樹脂を滞留させる工程において、前記滞留溶融樹脂は、前記コールドランナの内部において前記滞留溶融樹脂の一部を固化させて前記射出孔を閉鎖することにより前記ホットランナの内部及び前記コールドランナの内部の滞留空間に滞留される、樹脂成形体の製造方法。
【請求項7】
請求項1に記載の樹脂成形体の製造方法であって、
前記ホットランナは、前記金型の内部に連通する排出孔と、前記排出孔を開閉自在にするバルブとを有し、
前記滞留溶融樹脂を滞留させる工程において、前記滞留溶融樹脂は、前記ホットランナの排出孔を前記バルブで閉鎖することにより前記ホットランナの内部の滞留空間に滞留される、樹脂成形体の製造方法。
【請求項8】
請求項1に記載の樹脂成形体の製造方法であって、
前記第1発泡剤は、二酸化炭素及び窒素のいずれか一方である、樹脂成形体の製造方法。
【請求項9】
請求項1~8のいずれか1項に記載の樹脂成形体の製造方法であって、
前記脱気溶融樹脂及び前記第2混合溶融樹脂は、前記金型の内部に対して複数個所から射出充填される、樹脂成形体の製造方法。
【請求項10】
発泡射出成形されてなるプラスチックモデルであって、
複数のパーツと、
前記複数のパーツを接続する枠組みと、
発泡射出成形されるとき、樹脂材料が射出される部位であるゲート部とを有し、
前記複数のパーツにおいて少なくとも前記ゲート部の近傍に配置されるパーツは、コア層と、前記コア層を覆うスキン層とを有する、プラスチックモデル。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、発泡射出成形により製造される樹脂成形体の製造方法、プラスチックモデル、樹脂成形体及び樹脂成形体の製造装置に含まれるフィルタに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、樹脂成形の分野において、発泡射出成形は、樹脂量の削減、或いは、ソリ又はヒケ等の寸法精度向上を目的として広く用いられている。樹脂の発泡成形は、化学発泡法及び物理発泡法に大別される。これらの発泡法において、発泡剤は、主に窒素ガス・炭酸ガス・一酸化炭素、アンモニアガス、水蒸気等である。ただ、近年、環境負荷の軽減という観点から、二酸化炭素又は窒素等の不活性ガスを発泡剤として用いた物理発泡法により樹脂発泡する実例が増えている。例えば、特許第2625576号公報(特許文献1)が開示する高圧の超臨界流体を用いた成形法、又は、特許第6139038号公報(特許文献2)が開示する低圧ガスを用いた成形法等が実用化されている。
【0003】
このような発泡成形の課題は、主に、樹脂量減少による強度低下、及び、樹脂発泡成形体の外観の悪化である。外観の悪化は、射出成形時、発泡剤であるガスが流動樹脂の先端より排出されて金型と流動樹脂との間に介在し、樹脂発泡成形体の表面の金型転写性が悪化して樹脂発泡成形体の表面に凹凸が形成されることに起因する。この凹凸は、一般的に、スワルマークと呼ばれる不良現象である。したがって、このような発泡成形法は、従来、外観性を必要としない機構部品等の製造に用いられてきた。
【0004】
一方で、外観の改善を改善する方法としては、一般的に、カウンタープレッシャー法、ヒートアンドクール法又は断熱金型を用いた発泡成形法が知られている。カウンタープレッシャー法は、金型内に流動樹脂を射出充填する前に予め空気等の加圧ガスを導入しておき、流動樹脂の先端よりガスが排出されるのを抑制する方法である。ただし、カウンタープレッシャー法は、金型内の隙間をシール等により封止する必要がある。ヒートアンドクール法は、金型内に流動樹脂を射出充填する際に、流動樹脂が金型転写前に固化しないように金型の温度を高くしておき、流動樹脂の充填完了後に金型を冷却することにより金型転写性を向上させる方法である。ただし、ヒートアンドクール法に用いられる金型は、複雑な構造であるためコストを増大させる。断熱金型を用いた発泡成形法は、熱伝導率の低い材料で金型表面を被覆することにより、流動樹脂の固化を遅延させる方法である。ただし、断熱金型を用いた発泡成形法は、断熱金型の寿命が短く、また、複雑な形状の樹脂発泡成形体を製造することが困難であるという問題があった。
【0005】
国際公開第2013/129659号(特許文献3)は、成形体表面のスワルマークの原因となる、ガス化した物理発泡剤の金型内への放出を抑制し、成形体の外観不良の発生を防ぐことができる発泡射出成形方法(発泡成形体の製造方法)を開示している。発泡射出成形法は、可塑化シリンダと金型の間に位置するノズルユニットにおいて、溶融した樹脂のフローフロント部を冷却固化し、固化されたフローフロント部から物理発泡剤を排気して物理発泡剤濃度を低下させ、その後、固化されたフローフロント部を再び加熱溶融させて金型内に射出充填している。これにより、フローフロント部におけるガス化した物理発泡剤の金型内への放出を抑制している(特許文献3の明細書段落「0138」、「0139」及び「0141」~「0148」、図10等を参照。)。
【0006】
特許第6422548号公報(特許文献4)は、溶融樹脂から発生するガスの排出を高効率に行なうことができるホットランナーユニットを開示している。ホットランナーユニットは、射出成形用金型のゲートと溶融樹脂を吐出する開放されたノズルとの間に配設されている。ホットランナーユニットは、ノズルが接続されるノズル接続部を有し、ノズルから吐出された溶融樹脂をゲートへ導くための溶融樹脂流路を内部に有するスプルー部を備えている。スプルー部の溶融樹脂流路の一部の区間は、その管壁が溶融樹脂を通過させずにガスのみを通過させる大きさの複数の微細孔を有するベント部材により構成されたベント区間となっている。また、溶融樹脂流路のベント区間よりもゲート側にベント区間よりも内径の小さい小径区間が設けられている。
【先行技術文献】
【特許文献】
【0007】
特許第2625576号公報
特許第6139038号公報
国際公開第2013/129659号
特許第6422548号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献3の発泡射出成形方法は、固化する樹脂の表面積が小さく、また、固化された樹脂から物理発泡剤を排出するには時間が掛かり、さらに、物理発泡剤濃度を下げる必要のあるフローフロント部の樹脂量を調整することは容易ではなかった。そのため、より効率的に物理発泡剤を排出するには、未だ検討の余地があった。
【0009】
また、特許文献4のホットランナーユニットは、ノズルからゲートにかけて連続した空間内にベント区間が設けられているため、ガスを放出する樹脂量を容易に制御することはできなかった。また、小径区間は、小径区間よりも上流側の溶融樹脂流路内の圧力を高くするため、溶融樹脂流路内のガスをベント区間の微細孔から外部へ排出させ易くなるものの、逆に、射出成型用金型に追って射出充填される発泡用の溶融樹脂から不必要にガスが排出されるおそれがあり、発泡性が低下し得るという問題があった。
【0010】
そこで、本開示は、発泡剤を排出する樹脂量を調整することにより、樹脂成形体の全体にスキン層を形成し易くすることができ、樹脂成形体の外観を改善することができる樹脂成形体の製造方法、プラスチックモデル、樹脂成形体及びフィルタを提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マクセル株式会社
映像表示装置
25日前
マクセル株式会社
光学システム
20日前
マクセル株式会社
虚像方式映像表示装置
20日前
マクセル株式会社
空中浮遊映像表示装置
19日前
マクセル株式会社
空中浮遊映像表示装置
1か月前
マクセル株式会社
粉体成型体の製造方法及び製造装置
27日前
マクセル株式会社
応答出力装置および応答出力システム
1か月前
マクセル株式会社
樹脂発泡糸の製造方法及びラム押出成形機
1か月前
マクセル株式会社
電気かみそりの外刃、電気かみそり、およびめっき積層体
4日前
マクセル株式会社
表示装置
4日前
マクセル株式会社
操作方法
27日前
マクセル株式会社
表示装置
4日前
マクセル株式会社
情報処理端末
27日前
マクセル株式会社
放送受信装置
今日
マクセル株式会社
伝送波の処理方法
25日前
マクセル株式会社
樹脂成形体の製造方法、プラスチックモデル、樹脂成形体及びフィルタ
今日
マクセル株式会社
コンテンツ保護処理方法
4日前
マクセル株式会社
コンテンツ保護処理方法
4日前
マクセル株式会社
デジタル放送変調波の処理方法
11日前
マクセル株式会社
全固体二次電池およびその製造方法
27日前
マクセル株式会社
表示装置、ヘッドアップディスプレイ装置、およびデジタルサイネージ
11日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
20日前
個人
樹脂可塑化方法及び装置
10か月前
株式会社エフピコ
賦形シート
1か月前
株式会社FTS
ロッド
10か月前
日機装株式会社
加圧システム
7か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
フィルムの製造方法。
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ