TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025140191
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039401
出願日
2024-03-13
発明の名称
塗工装置
出願人
芝浦機械株式会社
代理人
弁理士法人後藤特許事務所
主分類
B05C
5/02 20060101AFI20250919BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】塗工膜を薄く高速に形成する。
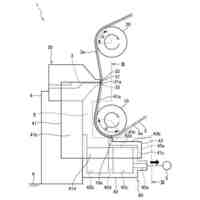
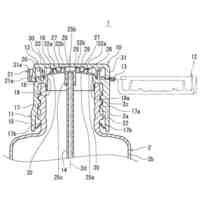
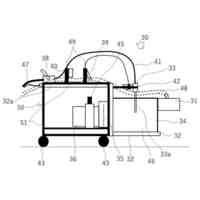
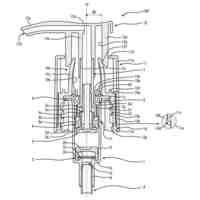
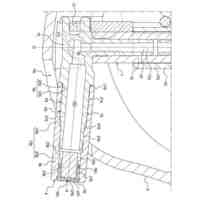
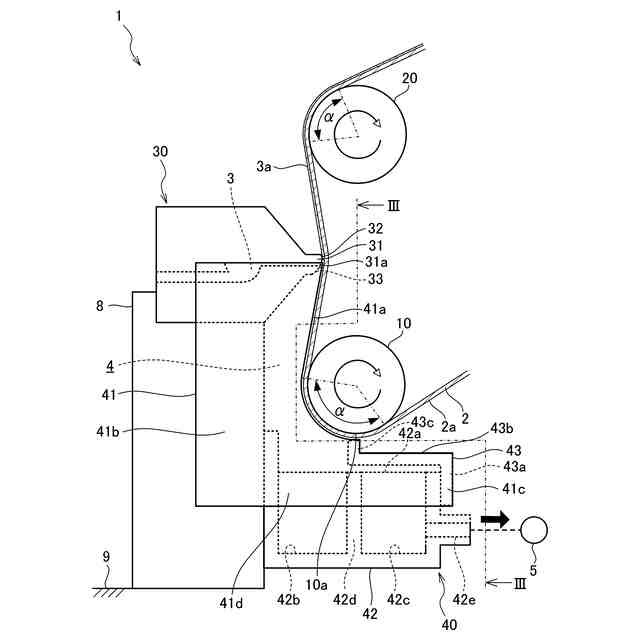
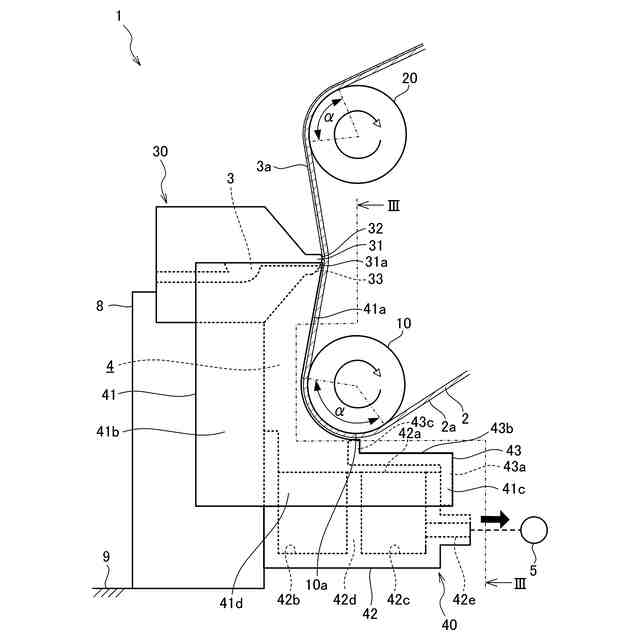
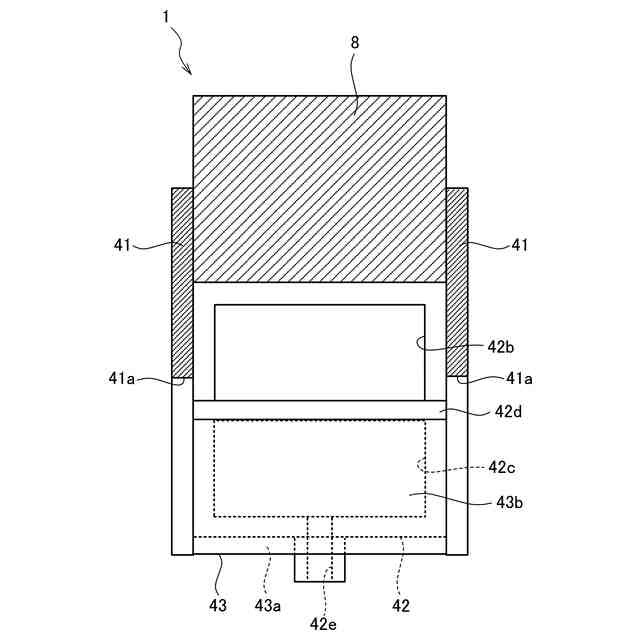
【解決手段】塗工装置1は、上流側ガイドロール10と、下流側ガイドロール20と、上流側ガイドロール10と下流側ガイドロール20との間にてベースフィルム2に押し付けるように設けられる塗工ダイ30と、上流側ガイドロール10から塗工ダイ30に案内されるベースフィルム2における塗工ダイ30と対峙する面を負圧にするバキュームボックス40と、を備え、バキュームボックス40は、上流側ガイドロール10と下流側ガイドロール20とに支持されていないベースフィルム2と対峙する端面41aを有し、上流側ガイドロール10に支持される位置から塗工ダイ30と対峙する位置にわたってベースフィルム2に沿って形成されるサイドプレート41と、サイドプレート41によって側面が閉塞されて画成される空間4の空気を外部に吸い出すボックス本体42と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
被塗工物に塗工物を塗工する塗工装置であって、
前記被塗工物を下流に案内する上流側ガイドロールと、
前記上流側ガイドロールと間隔をあけて設けられ、前記上流側ガイドロールから案内される前記被塗工物を更に下流に案内する下流側ガイドロールと、
前記上流側ガイドロールと前記下流側ガイドロールとの間にて前記被塗工物に押し付けるように設けられ、スリットから前記塗工物を吐出する塗工ダイと、
前記上流側ガイドロールから前記塗工ダイに案内される前記被塗工物における前記塗工ダイと対峙する面を負圧にする負圧発生機構と、
を備え、
前記負圧発生機構は、
前記上流側ガイドロールと前記下流側ガイドロールとに支持されていない前記被塗工物と対峙する端面を有し、前記上流側ガイドロールに支持される位置から前記塗工ダイと対峙する位置にわたって前記被塗工物に沿って形成されるサイドプレートと、
前記サイドプレートによって側面が閉塞されて画成される空間の空気を外部に吸い出す吸引機構と、
を有する、
塗工装置。
続きを表示(約 690 文字)
【請求項2】
請求項1に記載の塗工装置であって、
前記負圧発生機構は、前記上流側ガイドロールと前記下流側ガイドロールとの間にて、前記上流側ガイドロールと前記下流側ガイドロールとに支持されていない前記被塗工物を前記サイドプレートの前記端面に向けて吸い寄せる、
塗工装置。
【請求項3】
請求項2に記載の塗工装置であって、
前記負圧発生機構は、前記上流側ガイドロールと前記下流側ガイドロールとの間にて、前記上流側ガイドロールと前記下流側ガイドロールとに支持されていない前記被塗工物の前記サイドプレートに対する距離を小さくする、
塗工装置。
【請求項4】
請求項1から3のいずれか一つに記載の塗工装置であって、
前記上流側ガイドロールは、前記下流側ガイドロールよりも前記被塗工物が当接する抱き角が大きく設定される、
塗工装置。
【請求項5】
請求項4に記載の塗工装置であって、
前記上流側ガイドロールにおける前記抱き角は、前記上流側ガイドロールの最底部を含む角度に設定される、
塗工装置。
【請求項6】
請求項5に記載の塗工装置であって、
前記上流側ガイドロールにおける前記抱き角は、90度よりも大きく設定される、
塗工装置。
【請求項7】
請求項1から3のいずれか一つに記載の塗工装置であって、
前記上流側ガイドロールは、前記塗工ダイに対する距離の調整ができないように固定される、
塗工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、上流側ガイドロールと下流側ガイドロールとの間に所定のテンションで張られて走行する被塗布物に、スロットダイヘッド(塗工ダイ)のスリット先端から吐出される塗液を塗布するダイコート装置(塗工装置)が開示されている。このダイコート装置では、被塗工物にエアーを吹き付けることによって、スロットダイヘッドと上流側ガイドロールとの間に減圧エリアを設けている。
【先行技術文献】
【特許文献】
【0003】
特開2006-075752号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載のダイコート装置では、被塗工物にエアーを吹き付けているので、被塗工物の表面に沿って移動する空気を減少させることができず、充分な負圧も得られない。そのため、塗工ダイの上流側の空間を負圧にすることが難しく、塗工膜を薄く高速に形成することは困難である。
【0005】
本発明は、上記の問題点に鑑みてなされたものであり、塗工膜を薄く高速に形成することを目的とする。
【課題を解決するための手段】
【0006】
本発明のある態様によれば、被塗工物に塗工物を塗工する塗工装置は、前記被塗工物を下流に案内する上流側ガイドロールと、前記上流側ガイドロールと間隔をあけて設けられ、前記上流側ガイドロールから案内される前記被塗工物を更に下流に案内する下流側ガイドロールと、前記上流側ガイドロールと前記下流側ガイドロールとの間にて前記被塗工物に押し付けるように設けられ、スリットから前記塗工物を吐出する塗工ダイと、前記上流側ガイドロールから前記塗工ダイに案内される前記被塗工物における前記塗工ダイと対峙する面を負圧にする負圧発生機構と、を備え、前記負圧発生機構は、前記上流側ガイドロールと前記下流側ガイドロールとに支持されていない前記被塗工物と対峙する端面を有し、前記上流側ガイドロールに支持される位置から前記塗工ダイと対峙する位置にわたって前記被塗工物に沿って形成されるサイドプレートと、前記サイドプレートによって側面が閉塞されて画成される空間の空気を外部に吸い出す吸引機構と、を有する。
【発明の効果】
【0007】
この態様では、上流側ガイドロールと下流側ガイドロールとに支持されていない被塗工物と対峙する端面を有し、上流側ガイドロールに支持される位置から塗工ダイと対峙する位置にわたって被塗工物に沿って形成されるサイドプレートと、サイドプレートによって画成される空間の空気を外部に吸い出す吸引機構と、を有する負圧発生機構が設けられる。これにより、上流側ガイドロールから塗工ダイに案内され、上流側ガイドロールと下流側ガイドロールとに支持されていない被塗工物における塗工ダイと対峙する面を負圧にすることができる。したがって、塗工膜を薄く高速に形成することができる。
【図面の簡単な説明】
【0008】
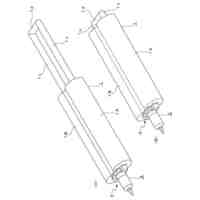
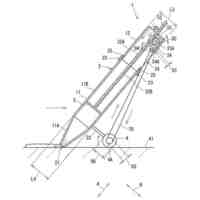
図1は、本発明の実施形態に係る塗工装置の構成を示す正面図である。
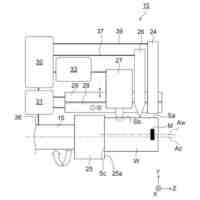
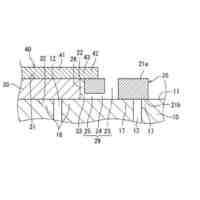
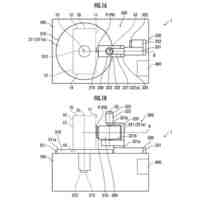
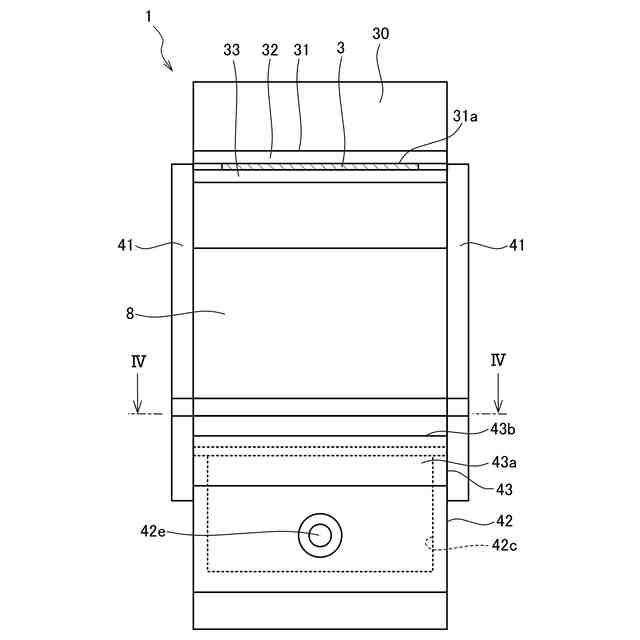
図2は、図1における平面図であり、下流側ガイドロールを省略して示したものである。
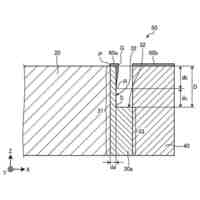
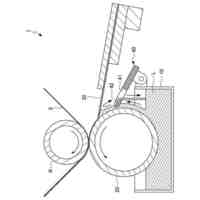
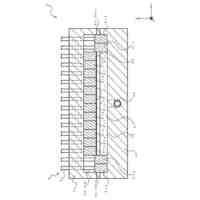
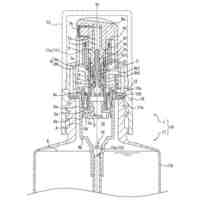
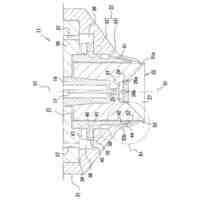
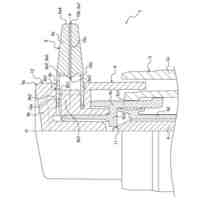
図3は、図1におけるIII-III断面図である。
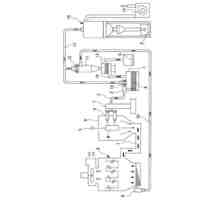
図4は、図3におけるIV-IV断面図である。
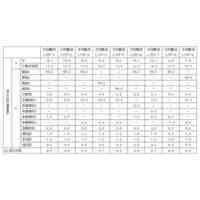
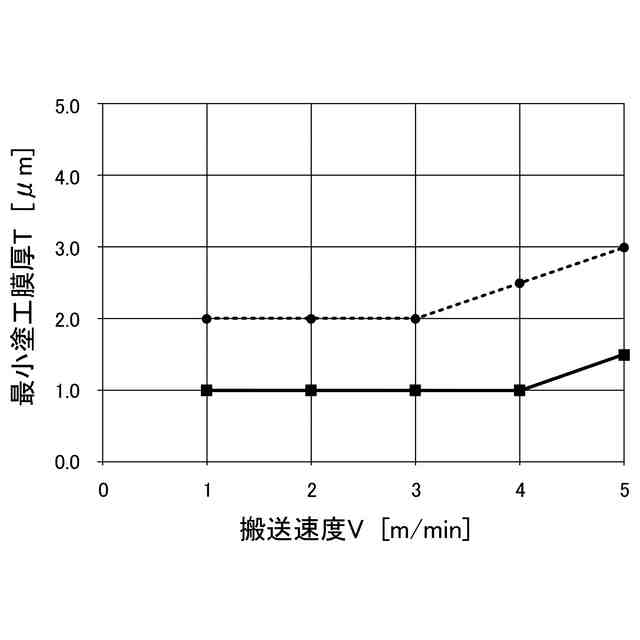
図5は、搬送速度と最小塗工膜厚との関係を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本発明の実施形態に係る塗工装置1について説明する。なお、各図面においては、説明の便宜上、各構成の縮尺を適宜変更しており、必ずしも厳密に図示されたものではない。また、複数の同一の構成については、その一部にのみ符号を付し、その他については符号を省略することがある。
【0010】
まず、図1から図4を参照して、塗工装置1の全体構成について説明する。図1は、塗工装置1の構成を示す正面図である。図2は、図1における平面図であり、下流側ガイドロール20を省略して示したものである。図3は、図1におけるIII-III断面図である。図4は、図3におけるIV-IV断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
塗工装置
9日前
芝浦機械株式会社
表面処理装置
27日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
6日前
芝浦機械株式会社
ワークの芯出し方法及び工作機械
1か月前
芝浦機械株式会社
射出成形機
21日前
ベック株式会社
被膜形成方法
3か月前
ベック株式会社
被膜形成方法
1日前
ベック株式会社
被膜形成方法
3か月前
株式会社吉野工業所
キャップ
3か月前
アイカ工業株式会社
塗料仕上げ工法
20日前
スズカファイン株式会社
多色性塗膜
9日前
ベック株式会社
装飾被膜の形成方法
2か月前
株式会社カネカ
塗布装置
9日前
日本ライナー株式会社
塗装装置
21日前
トヨタ自動車株式会社
塗布装置
7日前
プルガティオ株式会社
噴霧装置
3か月前
個人
スプレー缶高所対応携帯ホルダー
20日前
プルガティオ株式会社
噴霧装置
3か月前
プルガティオ株式会社
噴霧装置
3か月前
能美防災株式会社
水噴霧ヘッド
5日前
ヒット工業株式会社
マスキング具
1か月前
株式会社吉野工業所
ポンプ式吐出器
3か月前
中外炉工業株式会社
塗工装置
2か月前
東レエンジニアリング株式会社
スリットダイ
1日前
旭サナック株式会社
粉体塗装装置
1か月前
株式会社吉野工業所
吐出器
3か月前
株式会社吉野工業所
吐出器
3か月前
株式会社トーモク
印刷装置および印刷方法
20日前
三菱鉛筆株式会社
多液混合型塗布具
2か月前
AWJ株式会社
ステンシルプレートセット
1か月前
トリニティ工業株式会社
回転霧化式塗装機
5日前
個人
散水形態を変更可能な吐水装置
6日前
株式会社大関
塗装用ローラとその製造方法
3か月前
積水ハウス株式会社
接着剤塗布装置
2か月前
Mipox株式会社
塗装物の製造方法
1か月前
株式会社吉野工業所
ノズル部材
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ