TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025135972
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024034084
出願日
2024-03-06
発明の名称
蛇行制御装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B65H
23/032 20060101AFI20250911BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】搬送されるウエブに対して加工を行う際に、ウエブが加工される加工位置付近におけるウエブの蛇行を抑制して高い搬送精度を確保することで加工精度を高めることができる蛇行制御装置を提供すること。
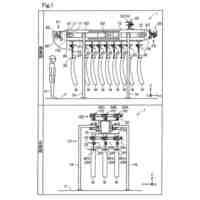
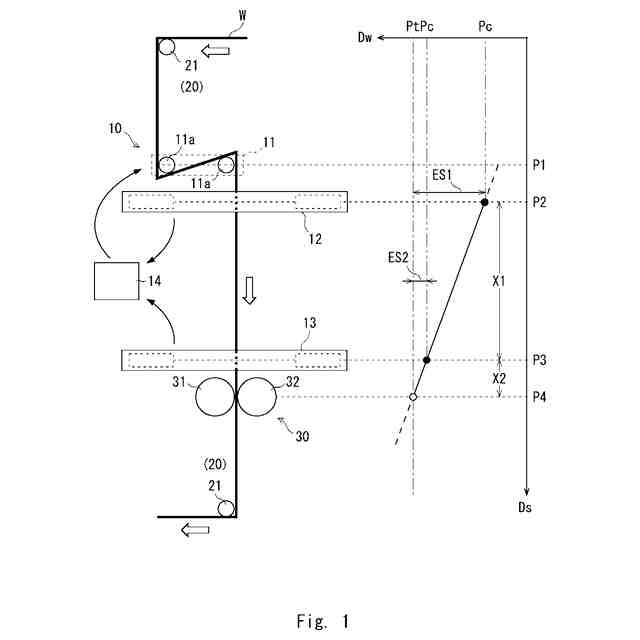
【解決手段】搬送経路に沿って搬送されるウエブが加工される加工位置より搬送経路の上流側の調整位置におけるウエブの幅方向の位置を調整する位置調整部と、加工位置より搬送経路の上流側且つ調整位置より搬送経路の下流側の第1検出位置におけるウエブの幅方向の位置を検出する第1検出部と、第1検出位置より搬送経路の下流側且つ加工位置より搬送経路の上流側及び下流側のいずれか一方の第2検出位置におけるウエブの幅方向の位置を検出する第2検出部と、加工位置におけるウエブの蛇行量の推定値に基づいて位置調整部を制御する蛇行制御部と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
搬送経路に沿って搬送されるウエブが加工される加工位置より前記搬送経路の上流側の調整位置における前記ウエブの幅方向の位置を調整する位置調整部と、
前記加工位置より前記搬送経路の上流側且つ前記調整位置より前記搬送経路の下流側の第1検出位置における前記ウエブの幅方向の位置を検出する第1検出部と、
前記第1検出位置より前記搬送経路の下流側且つ前記加工位置より前記搬送経路の上流側及び下流側のいずれか一方の第2検出位置における前記ウエブの幅方向の位置を検出する第2検出部と、
前記加工位置における前記ウエブの蛇行量の推定値に基づいて前記位置調整部を制御する蛇行制御部と、を有し、
前記第1検出部の検出値に基づいて算出される前記第1検出位置における前記ウエブの蛇行量を第1蛇行量ES1とし、
前記第2検出部の検出値に基づいて算出される前記第2検出位置における前記ウエブの蛇行量を第2蛇行量ES2とし、
前記第1検出位置と前記第2検出位置との間の搬送距離を第1搬送距離X1とし、
前記加工位置と前記第2検出位置との間の搬送距離を第2搬送距離X2とした場合に、
前記推定値である推定蛇行量xは、下記式(1)により求められる蛇行制御装置。
x=ES2×{(X1+X2)/X1}-ES1×(X2/X1)・・・式(1)
発明の詳細な説明
【技術分野】
【0001】
本開示は蛇行制御装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
車両等に用いられるモータでは、磁界を発生させるためにコイル及びコアを主として構成されたステータを用いる。このステータのステータコアのスロットには、絶縁のためにスロット紙が配置される。スロット紙には、ステータコアのスロット形状に合うように、事前に筋目を付ける筋目加工が施される。スロット紙は、その寸法精度により歩留まりや占有率が変わってくることから、筋目加工の加工精度が重要である。筋目加工は、例えば、凸部を有する筋目ローラとこの筋目ローラに対応する形状の型とを原紙の両面側から押圧することにより行われる。
【0003】
特許文献1には、ステータコアのスロットに挿入するスロット紙の成形装置であって、端部に原紙の一方の面に向かって突出する凸部を含み、原紙の一方の面を押圧する押圧部を有するローラと、凸部に対応する形状を有する凹部を有し、原紙の他方の面を押圧する型とを備え、型は、押圧部よりもローラの軸方向に突出して形成される成形装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-093837号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の技術では、スロット紙の元である原紙を搬送しつつ、筋目ローラ及び型を用いた筋目加工が行われる。このような原紙等のシート状の連続素材であるウエブを搬送しつつ筋目加工等の各種加工を連続的に行う工程では、ウエブの搬送中にウエブを支持する複数のローラのミスアライメント等に起因してウエブの蛇行(幅方向のズレ)が発生し得る。そのため、このような工程には、ウエブが蛇行することによりウエブにしわ等が発生することを抑制するために、ウエブの蛇行を制御する蛇行制御装置が用いられる場合がある。
【0006】
例えば、ウエブの搬送経路の途中に配置されたエッジセンサ等の検出部の出力(検出値)に基づいて、ウエブの幅方向の位置を調整する位置調整部をフィードバック制御する蛇行制御装置が知られている。一般的に、このような蛇行制御装置には、ミリメートルオーダのウエブの蛇行が許容され得る。しかしながら、搬送されるウエブに対して筋目を付けるような高い加工精度が求められる加工を行う工程に適用される蛇行制御装置には、サブミリメートルオーダの高い搬送精度でウエブの蛇行を抑制することが要求される。
【0007】
ここで、位置調整部やその直下に配置されたエッジセンサ等の検出部は、筋目加工等の加工が行われる加工位置より搬送経路の上流側において、加工位置から離れた検出位置に配置されている。そのため、検出位置におけるウエブの蛇行量がゼロに近づくように位置調整部がウエブの幅方向の位置を調整してから、加工位置にウエブが搬送されるまでの間に、加工に起因するウエブを蛇行させる力によってウエブが蛇行し得る。このように、検出位置で蛇行が制御された後のウエブが加工位置付近で再び蛇行して搬送精度が低下すると、ウエブに対して行われる加工の加工精度も低下する虞があるという問題があった。
【0008】
本開示は、このような問題を解決するためになされたものであり、搬送されるウエブに対して加工を行う際に、ウエブが加工される加工位置付近におけるウエブの蛇行を抑制して高い搬送精度を確保することで加工精度を高めることができる蛇行制御装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
一実施の形態にかかる蛇行制御装置は、搬送経路に沿って搬送されるウエブが加工される加工位置より搬送経路の上流側の調整位置におけるウエブの幅方向の位置を調整する位置調整部と、加工位置より搬送経路の上流側且つ調整位置より搬送経路の下流側の第1検出位置におけるウエブの幅方向の位置を検出する第1検出部と、第1検出位置より搬送経路の下流側且つ加工位置より搬送経路の上流側及び下流側のいずれか一方の第2検出位置におけるウエブの幅方向の位置を検出する第2検出部と、加工位置におけるウエブの蛇行量の推定値に基づいて位置調整部を制御する蛇行制御部と、を有し、第1検出部の検出値に基づいて算出される第1検出位置におけるウエブの蛇行量を第1蛇行量ES1とし、第2検出部の検出値に基づいて算出される第2検出位置におけるウエブの蛇行量を第2蛇行量ES2とし、第1検出位置と第2検出位置との間の搬送距離を第1搬送距離X1とし、加工位置と第2検出位置との間の搬送距離を第2搬送距離X2とした場合に、推定値である推定蛇行量xは、下記式(1)により求められる蛇行制御装置。
x=ES2×{(X1+X2)/X1}-ES1×(X2/X1)・・・式(1)
【発明の効果】
【0010】
本開示により、搬送されるウエブに対して加工を行う際に、ウエブが加工される加工位置付近におけるウエブの蛇行を抑制して高い搬送精度を確保することで加工精度を高めることができる蛇行制御装置を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
車体
5日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
方法
3日前
トヨタ自動車株式会社
方法
3日前
トヨタ自動車株式会社
椅子
12日前
トヨタ自動車株式会社
方法
4日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
方法
12日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
方法
2日前
トヨタ自動車株式会社
電磁弁
12日前
トヨタ自動車株式会社
飛行体
9日前
トヨタ自動車株式会社
電動機
2日前
トヨタ自動車株式会社
正極層
2日前
トヨタ自動車株式会社
電動車
12日前
トヨタ自動車株式会社
モータ
10日前
トヨタ自動車株式会社
モータ
4日前
トヨタ自動車株式会社
自動車
3日前
トヨタ自動車株式会社
蓄電装置
2日前
トヨタ自動車株式会社
冷却構造
4日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
蓄電装置
5日前
トヨタ自動車株式会社
電源装置
9日前
トヨタ自動車株式会社
製造方法
9日前
トヨタ自動車株式会社
コネクタ
3日前
トヨタ自動車株式会社
塗工装置
4日前
トヨタ自動車株式会社
搬送装置
9日前
トヨタ自動車株式会社
乾燥装置
9日前
トヨタ自動車株式会社
電動車両
10日前
トヨタ自動車株式会社
駆動装置
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ