TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135070
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024032649
出願日
2024-03-05
発明の名称
研磨装置および研磨方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20250910BHJP(研削;研磨)
要約
【課題】基板を局所的に研磨して、基板面内における厚さの均一性を向上させることができる研磨装置を提供する。
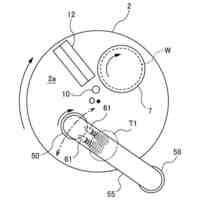
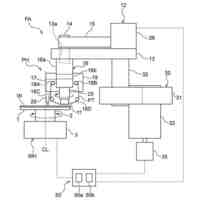
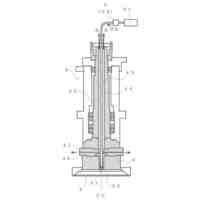
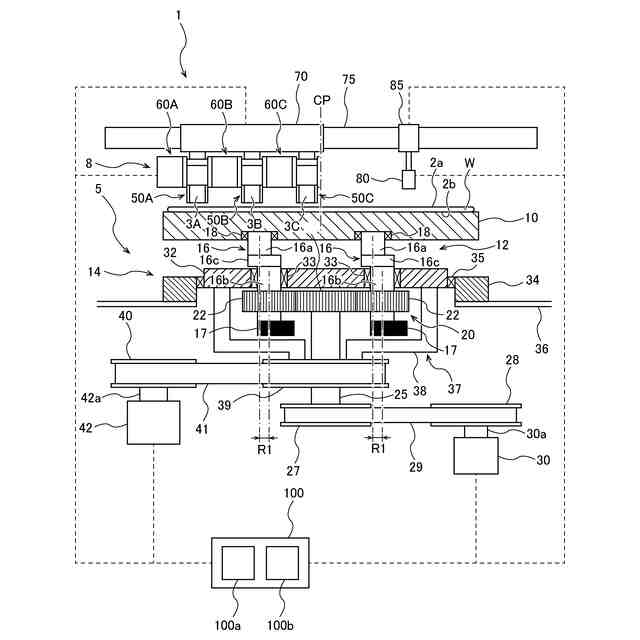
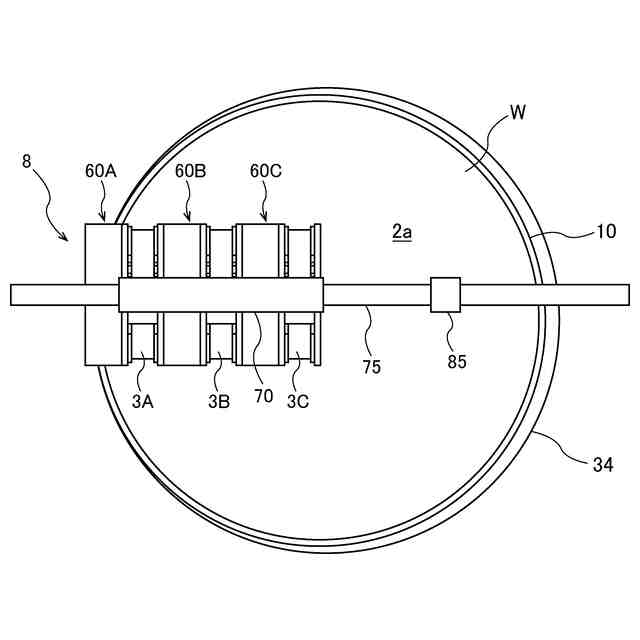
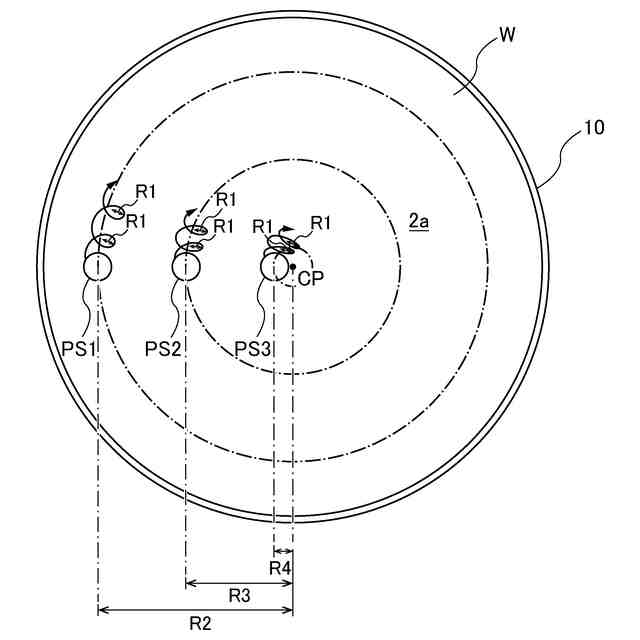
【解決手段】研磨装置1は、基板Wを保持し、基板Wを円運動させつつ回転させる円運動回転動作を行う基板保持装置5と、基板Wの平面部2aに研磨具3Aを押し付ける研磨ヘッド50Aを備えている。基板保持装置5は、基板Wを保持する保持ステージ10と、保持ステージ10に連結され、保持ステージ10が所定の半径R1を有する円周上を移動するように保持ステージ10を円運動させるステージ円運動機構12と、ステージ円運動機構12を介して保持ステージ10に連結され、保持ステージ10をその軸心CPを中心に回転させるステージ回転機構14を備えている。研磨具3Aの基板押圧面PS1は、保持ステージ10の半径方向において、基板Wの半径以下の寸法を有している。
【選択図】図1
特許請求の範囲
【請求項1】
基板の平面部を研磨するための研磨装置であって、
前記基板を保持し、前記基板を円運動させつつ回転させる円運動回転動作を行う基板保持装置と、
前記基板の前記平面部に研磨具を押し付ける研磨ヘッドを備え、
前記基板保持装置は、
前記基板を保持する保持ステージと、
前記保持ステージに連結され、前記保持ステージが所定の半径を有する円周上を移動するように前記保持ステージを円運動させるステージ円運動機構と、
前記ステージ円運動機構を介して前記保持ステージに連結され、前記保持ステージをその軸心を中心に回転させるステージ回転機構を備え、
前記研磨具の基板押圧面は、前記保持ステージの半径方向において、前記基板の半径以下の寸法を有している、研磨装置。
続きを表示(約 1,600 文字)
【請求項2】
前記保持ステージの円運動の周期は、前記保持ステージが前記軸心を中心として一回転する時間よりも短い、請求項1に記載の研磨装置。
【請求項3】
前記ステージ円運動機構は、
前記保持ステージに連結された複数の偏心軸と、
前記複数の偏心軸を回転させる偏心軸回転装置を備え、
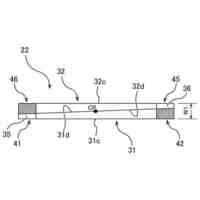
前記複数の偏心軸のそれぞれは、前記保持ステージに回転可能に連結された第1軸部と、前記第1軸部から前記所定の半径だけ偏心し、前記偏心軸回転装置に連結された第2軸部を有し、
前記ステージ回転機構は、
前記複数の偏心軸のそれぞれの前記第2軸部が回転可能に連結されたテーブルベースと、
前記テーブルベースを回転させるテーブルベース回転装置を備えている、請求項1に記載の研磨装置。
【請求項4】
前記研磨ヘッドの動作を制御する動作制御部をさらに備え、
前記動作制御部は、
前記基板の厚さ分布データを生成し、
前記厚さ分布データに基づいて、前記基板の前記平面部の研磨対象領域を決定し、
前記研磨ヘッドに、他の領域に対する押圧力よりも大きい押圧力で前記研磨対象領域に前記研磨具を押し付けさせるように構成されている、請求項1に記載の研磨装置。
【請求項5】
前記研磨ヘッドを前記保持ステージの半径方向に沿って移動させる研磨ヘッド移動機構をさらに備え、
前記動作制御部は、前記研磨ヘッド移動機構に、前記保持ステージの半径方向において前記研磨対象領域に対応する位置に前記研磨ヘッドを移動させるように構成されている、請求項4に記載の研磨装置。
【請求項6】
前記基板の厚さを測定する厚さ測定装置をさらに備え、
前記動作制御部は、
前記厚さ測定装置に電気的に接続されており、
前記厚さ測定装置により測定された前記厚さと、前記厚さの測定位置に基づいて、前記厚さ分布データを生成するように構成されている、請求項5に記載の研磨装置。
【請求項7】
前記保持ステージの円運動と同じ方向に、前記保持ステージを前記軸心を中心に回転させる正転動作と、前記保持ステージの円運動とは逆の方向に、前記保持ステージを前記軸心を中心に回転させる逆転動作を含むように、前記基板保持装置の前記円運動回転動作を制御する動作制御部をさらに備えている、請求項1に記載の研磨装置。
【請求項8】
前記研磨ヘッドを前記保持ステージの半径方向に沿って移動させる研磨ヘッド移動機構と、
前記研磨ヘッド移動機構に前記研磨ヘッドを基準位置から前記基板の半径方向外側に第1のオフセット量だけシフトさせて、前記研磨ヘッドに前記基板の前記平面部に前記研磨具を押し付けさせる第1研磨動作と、前記研磨ヘッド移動機構に前記研磨ヘッドを前記基準位置から前記基板の半径方向内側に第2のオフセット量だけシフトさせて、前記研磨ヘッドに前記基板の前記平面部に前記研磨具を押し付ける第2研磨動作を含むように、前記研磨ヘッドおよび前記研磨ヘッド移動機構の動作を制御する動作制御部をさらに備えている、請求項1に記載の研磨装置。
【請求項9】
前記研磨ヘッドは、前記保持ステージの半径方向に沿って配列された複数の研磨ヘッドであり、
前記研磨装置は、前記基板の前記平面部に対する前記複数の研磨ヘッドのそれぞれの押圧力を個別に制御するように構成された動作制御部をさらに備えている、請求項1に記載の研磨装置。
【請求項10】
前記研磨具は、その表面に砥粒を有する研磨テープ、または砥石である、請求項1に記載の研磨装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハなどの基板を研磨する研磨装置および研磨方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
SOI(Silicon on Insulator)基板、貫通電極(Through Silicon Via, TSV)、パワーデバイス(電力用半導体素子)などの製造工程には、ウェーハなどの基板の裏面を研削して基板を薄化するバックグラインドと呼ばれる工程がある。このバックグラインドではバックグラインダーと呼ばれる研削具が使用され、基板の厚さが例えば300μm以下となるまで、基板の裏面を切削する。具体的には、回転するバックグラインダーに基板の裏面を押し付け、基板の厚さが所望の厚さとなるまで基板の裏面を研削する。
【先行技術文献】
【特許文献】
【0003】
特開2018-134710号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
バックグラインド後の基板面内における厚さの均一性は、その後の工程での加工精度などに影響を及ぼすことがある。しかしながら、バックグラインド後の基板面内には、数百nm~数μm程度の厚さばらつきが発生することがある。
【0005】
そこで、本発明は、基板を局所的に研磨して、基板面内における厚さの均一性を向上させることができる研磨装置および研磨方法を提供する。
【課題を解決するための手段】
【0006】
一態様では、基板の平面部を研磨するための研磨装置であって、前記基板を保持し、前記基板を円運動させつつ回転させる円運動回転動作を行う基板保持装置と、前記基板の前記平面部に研磨具を押し付ける研磨ヘッドを備え、前記基板保持装置は、前記基板を保持する保持ステージと、前記保持ステージに連結され、前記保持ステージが所定の半径を有する円周上を移動するように前記保持ステージを円運動させるステージ円運動機構と、前記ステージ円運動機構を介して前記保持ステージに連結され、前記保持ステージをその軸心を中心に回転させるステージ回転機構を備え、前記研磨具の基板押圧面は、前記保持ステージの半径方向において、前記基板の半径以下の寸法を有している、研磨装置が提供される。
【0007】
一態様では、前記保持ステージの円運動の周期は、前記保持ステージが前記軸心を中心として一回転する時間よりも短い。
一態様では、前記ステージ円運動機構は、前記保持ステージに連結された複数の偏心軸と、前記複数の偏心軸を回転させる偏心軸回転装置を備え、前記複数の偏心軸のそれぞれは、前記保持ステージに回転可能に連結された第1軸部と、前記第1軸部から前記所定の半径だけ偏心し、前記偏心軸回転装置に連結された第2軸部を有し、前記ステージ回転機構は、前記複数の偏心軸のそれぞれの前記第2軸部が回転可能に連結されたテーブルベースと、前記テーブルベースを回転させるテーブルベース回転装置を備えている。
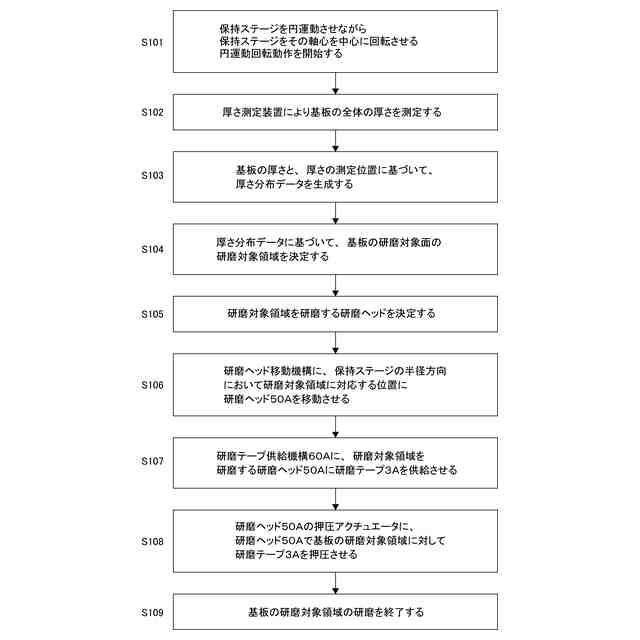
一態様では、前記研磨装置は、前記研磨ヘッドの動作を制御する動作制御部をさらに備え、前記動作制御部は、前記基板の厚さ分布データを生成し、前記厚さ分布データに基づいて、前記基板の前記平面部の研磨対象領域を決定し、前記研磨ヘッドに、他の領域に対する押圧力よりも大きい押圧力で前記研磨対象領域に前記研磨具を押し付けさせるように構成されている。
一態様では、前記研磨装置は、前記研磨ヘッドを前記保持ステージの半径方向に沿って移動させる研磨ヘッド移動機構をさらに備え、前記動作制御部は、前記研磨ヘッド移動機構に、前記保持ステージの半径方向において前記研磨対象領域に対応する位置に前記研磨ヘッドを移動させるように構成されている。
一態様では、前記研磨装置は、前記基板の厚さを測定する厚さ測定装置をさらに備え、前記動作制御部は、前記厚さ測定装置に電気的に接続されており、前記厚さ測定装置により測定された前記厚さと、前記厚さの測定位置に基づいて、前記厚さ分布データを生成するように構成されている。
【0008】
一態様では、前記研磨装置は、前記保持ステージの円運動と同じ方向に、前記保持ステージを前記軸心を中心に回転させる正転動作と、前記保持ステージの円運動とは逆の方向に、前記保持ステージを前記軸心を中心に回転させる逆転動作を含むように、前記基板保持装置の前記円運動回転動作を制御する動作制御部をさらに備えている。
一態様では、前記研磨装置は、前記研磨ヘッドを前記保持ステージの半径方向に沿って移動させる研磨ヘッド移動機構と、前記研磨ヘッド移動機構に前記研磨ヘッドを基準位置から前記基板の半径方向外側に第1のオフセット量だけシフトさせて、前記研磨ヘッドに前記基板の前記平面部に前記研磨具を押し付けさせる第1研磨動作と、前記研磨ヘッド移動機構に前記研磨ヘッドを前記基準位置から前記基板の半径方向内側に第2のオフセット量だけシフトさせて、前記研磨ヘッドに前記基板の前記平面部に前記研磨具を押し付ける第2研磨動作を含むように、前記研磨ヘッドおよび前記研磨ヘッド移動機構の動作を制御する動作制御部をさらに備えている。
一態様では、前記研磨ヘッドは、前記保持ステージの半径方向に沿って配列された複数の研磨ヘッドであり、前記研磨装置は、前記基板の前記平面部に対する前記複数の研磨ヘッドのそれぞれの押圧力を個別に制御するように構成された動作制御部をさらに備えている。
一態様では、前記研磨具は、その表面に砥粒を有する研磨テープ、または砥石である。
【0009】
一態様では、基板の平面部を研磨するための研磨方法であって、前記基板を保持ステージ上に保持し、前記保持ステージが所定の半径を有する円周上を移動するように前記保持ステージを円運動させながら、前記保持ステージをその軸心を中心に回転させる円運動回転動作をさせ、前記円運動回転動作中に、研磨ヘッドで前記基板の前記平面部に研磨具を押し付けることを含み、前記研磨具の基板押圧面は、前記保持ステージの半径方向において、前記基板の半径以下の寸法を有している、研磨方法が提供される。
一態様では、前記保持ステージの円運動の周期は、前記保持ステージが前記軸心を中心として一回転する時間よりも短い。
一態様では、前記研磨方法は、前記基板の厚さ分布データを生成し、前記厚さ分布データに基づいて、前記基板の前記平面部の研磨対象領域を決定することをさらに含み、前記研磨対象領域に対する前記研磨ヘッドの押圧力は、他の領域に対する前記研磨ヘッドの押圧力よりも大きい。
一態様では、前記研磨方法は、前記研磨ヘッドで前記基板の前記平面部に前記研磨具を押し付ける前に、前記保持ステージの半径方向において前記研磨対象領域に対応する位置に前記研磨ヘッドを移動させることをさらに含む。
一態様では、前記研磨方法は、厚さ測定装置により前記基板の厚さを測定することをさらに含み、前記厚さ分布データを生成することは、前記厚さ測定装置により測定された前記厚さと、前記厚さの測定位置に基づいて、前記厚さ分布データを生成することである。
【0010】
一態様では、前記円運動回転動作は、前記保持ステージの円運動と同じ方向に、前記保持ステージを前記軸心を中心に回転させる正転動作と、前記保持ステージの円運動とは逆の方向に、前記保持ステージを前記軸心を中心に回転させる逆転動作を含む。
一態様では、前記円運動回転動作中に、研磨ヘッドで前記基板の前記平面部に研磨具を押し付けることは、前記円運動回転動作中に、前記研磨ヘッドを基準位置から前記基板の半径方向外側に第1のオフセット量だけシフトさせた状態で、前記研磨ヘッドで前記基板の前記平面部に前記研磨具を押し付ける第1研磨動作と、前記円運動回転動作中に、前記研磨ヘッドを前記基準位置から前記基板の半径方向内側に第2のオフセット量だけシフトさせた状態で、前記研磨ヘッドで前記基板の前記平面部に前記研磨具を押し付ける第2研磨動作を実行することを含む。
一態様では、前記研磨ヘッドで前記基板の前記平面部に前記研磨具を押し付けることは、前記保持ステージの半径方向に沿って配列された複数の研磨ヘッドで前記基板の前記平面部に複数の研磨具をそれぞれ押し付けることであり、前記基板の前記平面部に対する前記複数の研磨ヘッドのそれぞれの押圧力を個別に制御することを含む。
一態様では、前記研磨具は、その表面に砥粒を有する研磨テープ、または砥石である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社荏原製作所
ポンプ装置
11日前
株式会社荏原製作所
往復動ポンプ
1日前
株式会社荏原製作所
モータポンプ
25日前
株式会社荏原製作所
熱媒体供給装置
25日前
株式会社荏原製作所
立形多段ポンプ
7日前
株式会社荏原製作所
温度制御システム
1か月前
株式会社荏原製作所
蒸気発電プラント
18日前
株式会社荏原製作所
周波数制御システム
11日前
株式会社荏原製作所
研磨方法および研磨装置
13日前
株式会社荏原製作所
研磨方法および研磨装置
25日前
株式会社荏原製作所
研磨方法および研磨システム
1日前
株式会社荏原製作所
シールリングおよび往復動ポンプ
7日前
株式会社荏原製作所
ドレッサ洗浄装置および基板研磨装置
12日前
株式会社荏原製作所
排ガス処理装置および排ガス処理方法
26日前
株式会社荏原製作所
基板接合方法および基板接合システム
11日前
株式会社荏原製作所
可動装置、研磨装置および基板処理装置
25日前
株式会社荏原製作所
研磨装置、研磨方法、および研磨ヘッド
1か月前
株式会社荏原製作所
研磨ヘッド、研磨装置、および研磨方法
1か月前
株式会社荏原製作所
基板表面近傍の液置換状態を評価する方法および評価用基板
25日前
株式会社荏原製作所
基板洗浄装置のキャリブレーション方法および基板洗浄方法
20日前
オリオン機械株式会社
ヒータおよびこれを有する液体温調装置
14日前
株式会社荏原製作所
情報処理装置、情報処理方法、情報処理プログラム、及び、記録媒体
5日前
株式会社荏原製作所
情報処理装置、基板研磨装置、推論装置、機械学習装置、情報処理方法、推論方法、及び、機械学習方法
18日前
住友化学株式会社
メタノールの製造方法
11日前
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
18日前
株式会社クボタ
管研削装置
3か月前
株式会社東京精密
研削装置
14日前
株式会社タカトリ
ウエハの研削装置
1日前
株式会社村田製作所
切削装置
4か月前
株式会社ディスコ
被加工物の加工方法
1か月前
ノリタケ株式会社
超砥粒ホイール
18日前
株式会社東京精密
加工装置
18日前
株式会社東京精密
加工方法
20日前
株式会社ニッチュー
ブラスト装置
3か月前
株式会社東京精密
加工装置
20日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ