TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025131539
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2025025801
出願日
2025-02-20
発明の名称
フッ素系樹脂圧電フィルムの製造方法
出願人
株式会社クレハ
代理人
弁理士法人鷲田国際特許事務所
主分類
B29C
55/04 20060101AFI20250902BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】圧電定数が高く、なおかつ面内方向への圧電定数の変動が小さいフッ素系樹脂圧電フィルムの製造方法を提供すること。
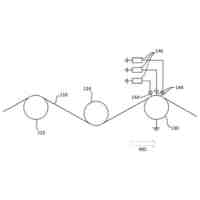
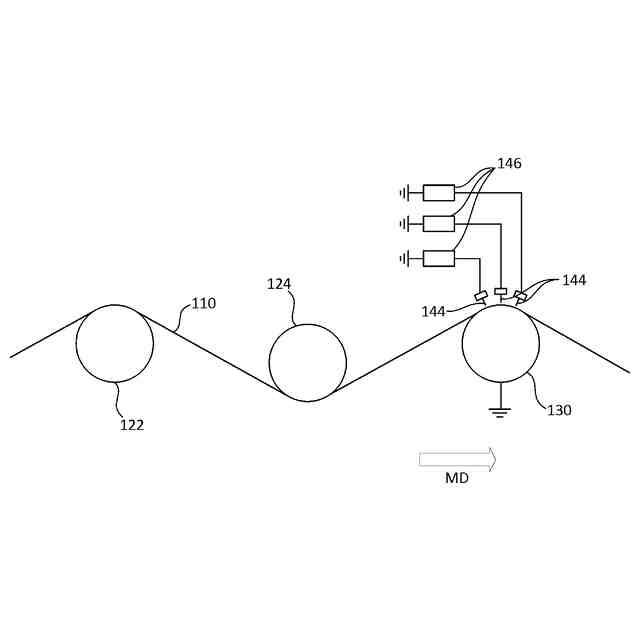
【解決手段】分極ロールと複数の針状電極との間を通過するフッ素系樹脂フィルムに対し、前記複数の針状電極のそれぞれと前記分極ロールとの間の直流放電により分極処理する工程を有する、フッ素系樹脂圧電フィルムの製造方法。前記複数の針状電極はいずれも、前記針状電極の先端と前記分極ロールの表面との間の距離が5mm以上30mm以下となる位置に配置され、かつ前記複数の針状電極は、最近接する針状電極同士の距離が15mm超100mm以下となるように配置される。
【選択図】図1
特許請求の範囲
【請求項1】
分極ロールと複数の針状電極との間を通過するフッ素系樹脂フィルムに対し、前記複数の針状電極のそれぞれと前記分極ロールとの間の直流放電により分極処理する工程を有する、フッ素系樹脂圧電フィルムの製造方法であって、
前記複数の針状電極はいずれも、前記針状電極の先端と前記分極ロールの表面との間の距離が5mm以上30mm以下となる位置に配置され、かつ
前記複数の針状電極は、最近接する針状電極同士の距離が15mm超100mm以下となるように配置される、
フッ素系樹脂圧電フィルムの製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記複数の針状電極は、前記フッ素系樹脂フィルムが通過する方向(MD方向)とは直交する方向(TD方向)に列状に配置されて電極列を構成し、
前記電極列を構成するそれぞれの針状電極は、隣接する針状電極同士の距離が15mm超30mm以下となるように配置される、
請求項1に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項3】
前記列状に配置された針状電極間の距離が等間隔である、
請求項2に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項4】
前記MD方向には複数の前記電極列が配置され、
前記複数の電極列は、最近接する針状電極同士の距離が15mm超30mm以下となるように配置される、
請求項2に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項5】
前記複数の電極列において、ある電極列を構成する針状電極と前記電極列と隣接する電極列を構成する針状電極とは、MD方向に重ならないように配置され、
前記電極列における隣接する針状電極間を等間隔に分割した点を通り、前記電極列の垂線と前記電極列と隣接する電極列との交点に、前記隣接する電極列を構成する針状電極が配置される、
請求項4に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項6】
前記電極列の数は、前記隣接する針状電極間を分割した分割数の整数倍である、
請求項5に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項7】
前記フッ素系樹脂圧電フィルムの厚さは、10μm以上300μm以下である、
請求項1に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項8】
圧電フィルムのMD方向に定められた21点の測定点で測定された圧電定数d
33
の平均値が6.0pC/N以上40.0pC/N以下、かつ前記圧電定数d
33
の標準偏差が2.0pC/N以下である圧電フィルムを製造する、
請求項1に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項9】
フッ素系樹脂を加熱溶融する工程と、
前記加熱溶融されたフッ素系樹脂をフィルム状に成膜する工程と、
前記成膜されたフィルムを2.5倍以上6.0倍以下の延伸倍率で一軸延伸する工程と、を有する、
請求項1に記載のフッ素系樹脂圧電フィルムの製造方法。
【請求項10】
前記加熱溶融されたフッ素系樹脂を、ろ過精度10μm以上40μm以下のフィルターでろ過する工程を有し、
前記成膜する工程は、前記ろ過する工程の後に行われる、
請求項9に記載のフッ素系樹脂圧電フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フッ素系樹脂圧電フィルムの製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
フッ素系樹脂フィルムは、分極処理により高い圧電性を有する圧電フィルムになることが知られている(特許文献1など)。フッ素系樹脂を材料とする圧電フィルムは、透明性が高いことから透明タッチパネルなどに使用される。
【0003】
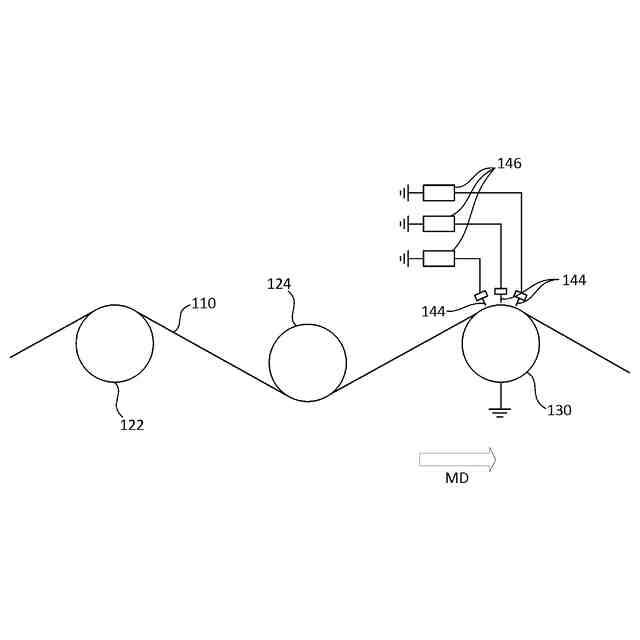
フッ素系樹脂フィルムの分極処理方法として、針状電極と金属ロール(搬送用ロールと区別するため「分極ロール」と呼ぶことがある)との間にフッ素系樹脂フィルムを通過させながら、直流電圧を印加する方法が知られている(特許文献2など)。この際、フッ素系樹脂フィルムの表面全体に分極処理をする必要があるため、フッ素系樹脂フィルムの搬送方向(MD方向)と直交する方向(TD方向)に複数の針状電極がフィルム面に垂直になるように列状に配置して、これらの針状電極から分極ロールに直流放電し、分極ロールと針状電極との間を通過するフッ素系樹脂フィルムを分極処理する方法が開示されている(特許文献3など)。
【0004】
タッチパネルなどに使用される圧電フィルムは、大面積の圧電フィルムとして量産化されているが、センサーなどに使用される圧電フィルムは小面積であることが多く、大面積の圧電フィルムを小さく裁断して使用されることが多い。そのため、圧電フィルムの品質を担保するため、フィルム全体の圧電定数の変動が小さいことが要求される。これらの課題に対し、特許文献3では、分極処理を行う際の、複数の針状電極のそれぞれとフッ素系樹脂フィルムとの間の距離を一定にして、フッ素系樹脂フィルムの圧電定数d
33
の変動を小さくしようとしている。
【先行技術文献】
【特許文献】
【0005】
特開昭60-047034号公報
特開2019-067908号公報
特開2016-219804号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
フッ素系樹脂フィルムを均一に分極処理し、面内方向への圧電定数の変動を小さくするためには、針状電極を密に配置することが望ましいと考えられる。そこで本発明者らは、針状電極の電極間距離を小さくした分極処理を試みた。ところが、電極間の距離を小さくすると針状電極からの放電により発生する電界同士が干渉し、電界の強度に斑が生じて均一な分極処理がなされず、かえってフィルム面内における圧電定数の変動が大きくなることが判明した。
【0007】
本発明は上記問題に鑑みてなされたものであり、圧電定数が高く、なおかつ面内方向への圧電定数の変動が小さい圧電フィルムが得られるフッ素系樹脂圧電フィルムの製造方法を提供することを、その目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明の一実施形態は、下記[1]~[10]のフッ素系樹脂圧電フィルムの製造方法に関する。
[1]分極ロールと複数の針状電極との間を通過するフッ素系樹脂フィルムに対し、前記複数の針状電極のそれぞれと前記分極ロールとの間の直流放電により分極処理する工程を有する、フッ素系樹脂圧電フィルムの製造方法であって、前記複数の針状電極はいずれも、前記針状電極の先端と前記分極ロールの表面との間の距離が5mm以上30mm以下となる位置に配置され、かつ前記複数の針状電極は、最近接する針状電極同士の距離が15mm超100mm以下となるように配置される、フッ素系樹脂圧電フィルムの製造方法。
[2]前記複数の針状電極は、前記フッ素系樹脂フィルムが通過する方向(MD方向)とは直交する方向(TD方向)に列状に配置されて電極列を構成し、前記電極列を構成するそれぞれの針状電極は、隣接する針状電極同士の距離が15mm超30mm以下となるように配置される、[1]に記載のフッ素系樹脂圧電フィルムの製造方法。
[3]前記列状に配置された針状電極間の距離が等間隔である、[2]に記載のフッ素系樹脂圧電フィルムの製造方法。
[4]前記MD方向には複数の前記電極列が配置され、前記複数の電極列は、最近接する針状電極同士の距離が15mm超30mm以下となるように配置される、[1]~[3]のいずれかに記載のフッ素系樹脂圧電フィルムの製造方法。
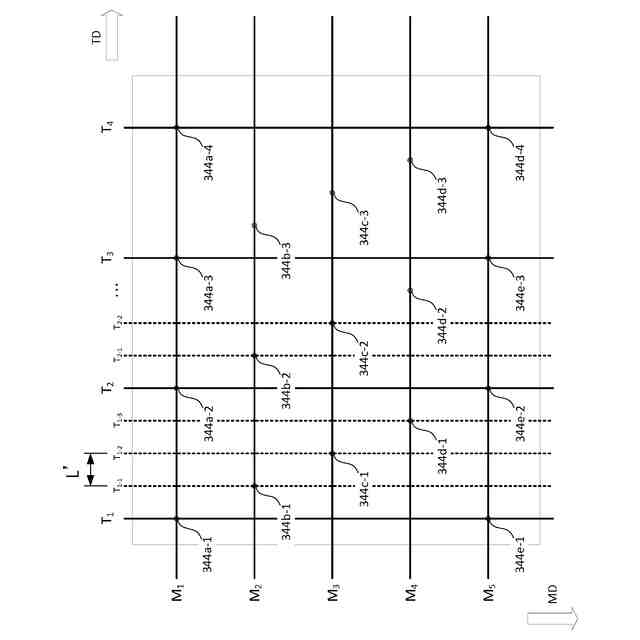
[5]前記複数の電極列において、ある電極列を構成する針状電極と前記電極列と隣接する電極列の針状電極とは、MD方向に重ならないように配置され、前記電極列における、隣接する針状電極間を等間隔に分割した点を通り、前記電極列の垂線と前記電極列と隣接する電極列との交点に、隣接する電極列を構成する針状電極が配置される、[4]に記載のフッ素系樹脂圧電フィルムの製造方法。
[6]前記電極列の数は、前記隣接する針状電極間を分割した分割数の整数倍である、[5]に記載のフッ素系樹脂圧電フィルムの製造方法。
[7]前記フッ素系樹脂圧電フィルムの厚さは、10μm以上300μm以下である、[1]~[6]のいずれかに記載のフッ素系樹脂圧電フィルムの製造方法。
[8]圧電フィルムのMD方向に定められた21点の測定点で測定された圧電定数d
33
の平均値が6.0pC/N以上40.0pC/N以下、かつ前記圧電定数d
33
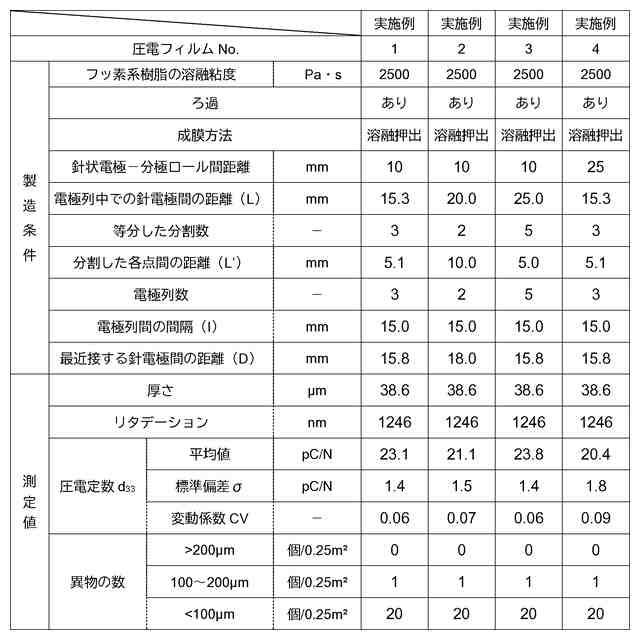
の標準偏差が2.0pC/N以下である圧電フィルムを製造する、[1]~[7]のいずれかに記載のフッ素系樹脂圧電フィルムの製造方法。
[9]フッ素系樹脂を加熱溶融する工程と、前記加熱溶融されたフッ素系樹脂をフィルム状に成膜する工程と、前記成膜されたフィルムを2.5倍以上6.0倍以下の延伸倍率で一軸延伸する工程と、を有する、[1]~[8]のいずれかに記載のフッ素系樹脂圧電フィルムの製造方法。
[10]前記加熱溶融されたフッ素系樹脂を、ろ過精度10μm以上40μm以下のフィルターでろ過する工程を有し、前記成膜する工程は、前記ろ過する工程の後に行われる、[9]に記載のフッ素系樹脂圧電フィルムの製造方法
【発明の効果】
【0009】
本発明によれば、圧電定数が高く、なおかつ面内方向への圧電定数の変動が小さい圧電フィルムが得られるフッ素系樹脂圧電フィルムの製造方法が提供される。
【図面の簡単な説明】
【0010】
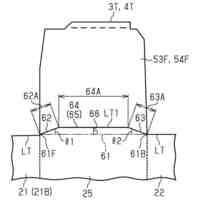
図1は、フッ素系樹脂フィルムを延伸および分極処理する様子を示す模式図である。
図2は、分極ロールの表面に対する針状電極列における針状電極の配置位置の例を示す模式図である。
図3は、分極ロールの表面に対する複数の針状電極列における針状電極の配置位置の例を示す模式図である。
図4は、図3に示した例における、複数の針状電極列における針状電極の位置をより詳細に示すための模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社クレハ
収容箱
19日前
株式会社クレハ
包装箱
4か月前
株式会社クレハ
流体処理装置
2か月前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルムの製造方法
4日前
株式会社クレハ
ラップフィルム巻回体入り収容箱
6か月前
株式会社クレハ
フッ素系樹脂圧電フィルムの製造方法
5日前
株式会社クレハ
フッ素系樹脂フィルムおよびその製造方法
1か月前
株式会社クレハ
フッ素系樹脂フィルムおよびその製造方法
1か月前
株式会社クレハ
フッ素系樹脂圧電フィルムおよびその製造方法
5日前
株式会社クレハ
二次電池用バインダー、電極合剤、電極及び非水電解質二次電池
1か月前
株式会社クレハ
フッ素系樹脂圧電フィルムおよびその製造方法、ならびに積層圧電体
1か月前
株式会社クレハ
フッ素系樹脂圧電フィルムおよびその製造方法、ならびに積層圧電体
1か月前
株式会社クレハ
フッ素系樹脂圧電フィルムおよびその製造方法、ならびに積層圧電体
1か月前
株式会社クレハ
フッ素系樹脂フィルムおよびその製造方法、ならびに圧電フィルムの製造方法
1か月前
国立大学法人 東京大学
スピーカー及びオーディオシステム
5か月前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
11か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
8か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ