TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112294
公報種別
公開特許公報(A)
公開日
2025-07-31
出願番号
2025006962
出願日
2025-01-17
発明の名称
フッ素系樹脂フィルムおよびその製造方法
出願人
株式会社クレハ
代理人
弁理士法人鷲田国際特許事務所
主分類
C08J
5/18 20060101AFI20250724BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】透明性が高いフッ素系樹脂フィルムを提供すること。
【解決手段】測定温度260℃、測定時のせん断速度50s
-1
で測定された溶融粘度ηが600Pa・s以上4000Pa・s以下であり、厚さが80μm以上1000μm以下であり、かつ単位厚さ当たりのヘイズが0.35%/μm以下である、フッ素系樹脂フィルム。
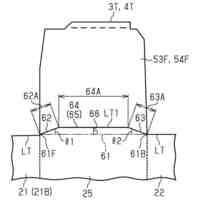
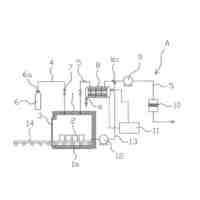
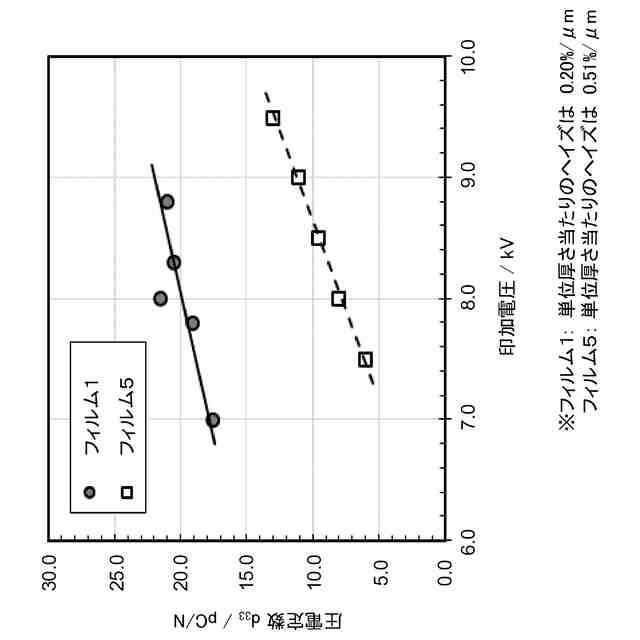
【選択図】図1
特許請求の範囲
【請求項1】
測定温度260℃、測定時のせん断速度50s
-1
で測定された溶融粘度ηが600Pa・s以上4000Pa・s以下であるフッ素系樹脂フィルムであって、
厚さが80μm以上1000μm以下であり、かつ単位厚さ当たりのヘイズが0.35%/μm以下である、
フッ素系樹脂フィルム。
続きを表示(約 730 文字)
【請求項2】
前記フィルムを平面視したときの最大幅および最小幅の算術平均値である大きさが100μm以上である異物の数が7個/0.25m
2
以下である、
請求項1に記載のフッ素系樹脂フィルム。
【請求項3】
JIS B 0601:2001に準じて測定された表面高さ粗さRzが小さい側の表面のRzで、0.50μm以下である、
請求項1に記載のフッ素系樹脂フィルム。
【請求項4】
フッ化ビニリデンに由来する構成単位を主成分として含む、
請求項1に記載のフッ素系樹脂フィルム。
【請求項5】
圧電フィルム用のフィルムである、
請求項1に記載のフッ素系樹脂フィルム。
【請求項6】
測定温度260℃、測定時のせん断速度50s
-1
で測定された溶融粘度ηが600Pa・s以上4000Pa・s以下であるフッ素系樹脂を加熱溶融する工程と、
前記加熱溶融されたフッ素系樹脂を押出してフィルム状に成膜する工程と、
前記成膜されたフィルムを、表面温度が125℃以下の冷却ロールに接触させて冷却する工程と、
を有する、請求項1~5のいずれか1項に記載のフッ素系樹脂フィルムの製造方法。
【請求項7】
前記加熱溶融する工程では、前記フッ素系樹脂を、前記フッ素系樹脂の融点より75℃以上高く、105℃高い温度以下の温度で加熱溶融し、
前記温度で溶融しているフッ素系樹脂を、ろ過精度10μm以上40μm以下のフィルターでろ過する工程をさらに有する、
請求項6に記載のフッ素系樹脂フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フッ素系樹脂フィルムおよびその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
フッ素系樹脂フィルムは、耐候性、耐熱性、耐汚染性、耐薬品性、耐溶剤性、機械的特性、二次加工性等の特性が高いことから、建築物の内外装用部材、成形品の表面材、太陽電池モジュールの表面保護材または裏面保護材、および燃料電池部材等の各種用途に使用されている。中でも、耐候性、耐汚染性及び耐薬品性が高いことから保護フィルムや光学部材への応用が期待されており、透明性の高いフッ素系樹脂フィルムの要望が高い。
【0003】
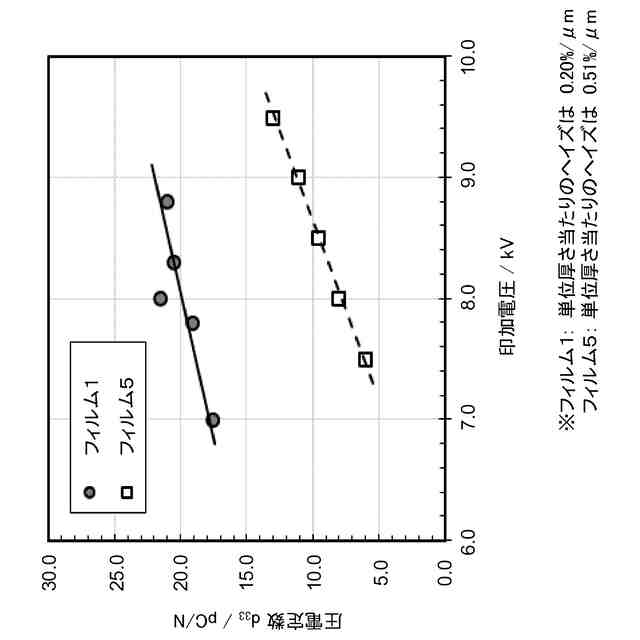
また、フッ素系樹脂フィルムは、分極処理することにより圧電フィルムとなることが知られている。前記圧電フィルムはタッチパネル等に使用されるため透明性が求められる。前記圧電フィルムの透明性は、圧電処理する前のフッ素系樹脂フィルムの透明性に大きく支配されるため、透明性の高いフッ素系樹脂フィルムの開発が望まれている。なお、本明細書において、フッ素系樹脂圧電フィルムまたは圧電フィルムとは、後述の方法により測定された圧電定数d
33
が1.0pC/N以上であるフッ素系樹脂フィルムを意味する。
【0004】
フッ素系樹脂フィルムの製造方法として、フッ素系樹脂を溶解させた溶液を用いて溶液キャスト法により製造する方法(特許文献1等)と、フッ素系樹脂を熱溶融させて押出成形する方法(特許文献2)と、が知られている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2015/064324号
特開平05-102548号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
溶液キャスト法では、フッ素系樹脂の溶解に多量の極性有機溶媒を用いるため、溶媒の回収が必要であり製造コストが割高になるだけでなく、有機溶媒による作業環境や自然環境への影響についての配慮も必要になる。また、フッ素系樹脂の溶解に極性有機溶媒が使用されるため、フッ素系樹脂フィルムに前記溶媒が残留すると圧電フィルムの製造工程における分極化が妨げられる虞がある。
【0007】
一方、フッ素系樹脂を熱溶融させて押出成形する方法では、高温まで加熱すると樹脂が変性して、分解物(異物)が発生したりするなどの不具合が生じる虞がある。
【0008】
前記樹脂の分解等の変性を抑制しつつ熱溶融法による押出成形をするには、溶融粘度の低いフッ素系樹脂を用いることが好ましい。しかしながら、熱溶融した前記樹脂を押出成形して成膜したフッ素系樹脂フィルムは透明性が低いという課題がある。
【0009】
本発明は上記問題に鑑みてなされたものであり、透明性が高い、特には延伸および分極処理をした後にも透明性が高いフッ素系樹脂フィルムおよびその製造方法を提供することを、その目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するための本発明の一実施形態は、下記[1]~[5]のフッ素系樹脂フィルムに関する。
[1]測定温度260℃、測定時のせん断速度50s
-1
で測定された溶融粘度ηが600Pa・s以上4000Pa・s以下であるフッ素系樹脂フィルムであって、
厚さが80μm以上1000μm以下であり、かつ単位厚さ当たりのヘイズが0.35%/μm以下である、
フッ素系樹脂フィルム。
[2]前記フィルムを平面視したときの最大幅および最小幅の算術平均値である大きさが100μm以上である異物の数が7個/0.25m
2
以下である、[1]に記載のフッ素系樹脂フィルム。
[3]JIS B 0601:2001に準じて測定された表面高さ粗さRzが小さい側の表面のRzで、0.50μm以下である、[1]または[2]に記載のフッ素系樹脂フィルム。
[4]フッ化ビニリデンに由来する構成単位を主成分として含む、[1]~[3]のいずれかに記載のフッ素系樹脂フィルム。
[5]圧電フィルム用のフィルムである、[1]~[4]のいずれかに記載のフッ素系樹脂フィルム。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社クレハ
収容箱
19日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルム
4日前
株式会社クレハ
加飾用積層フィルムの製造方法
4日前
株式会社クレハ
フッ素系樹脂圧電フィルムの製造方法
5日前
株式会社クレハ
フッ素系樹脂フィルムおよびその製造方法
1か月前
株式会社クレハ
フッ素系樹脂フィルムおよびその製造方法
1か月前
株式会社クレハ
フッ素系樹脂圧電フィルムおよびその製造方法
5日前
株式会社クレハ
フッ素系樹脂圧電フィルムおよびその製造方法、ならびに積層圧電体
1か月前
株式会社クレハ
フッ素系樹脂圧電フィルムおよびその製造方法、ならびに積層圧電体
1か月前
東ソー株式会社
摺動部材
3か月前
東ソー株式会社
ゴム組成物
3か月前
東ソー株式会社
加飾フィルム
4か月前
東ソー株式会社
加飾フィルム
4か月前
ユニチカ株式会社
透明シート
23日前
東ソー株式会社
加飾フィルム
4か月前
株式会社カネカ
硬化性組成物
2か月前
東レ株式会社
熱硬化性樹脂組成物
27日前
ユニチカ株式会社
ビスマレイミド
3か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
引抜成形品の製造方法
20日前
花王株式会社
樹脂組成物
2か月前
東ソー株式会社
樹脂組成物および蓋材
3日前
東ソー株式会社
樹脂組成物および蓋材
3日前
愛知電機株式会社
加熱処理設備
2か月前
東レ株式会社
ポリオレフィン微多孔膜
1か月前
株式会社コバヤシ
光硬化性組成物
1か月前
アイカ工業株式会社
光硬化性樹脂組成物
3か月前
富士フイルム株式会社
組成物
2か月前
株式会社カネカ
硬化性組成物
20日前
株式会社大阪ソーダ
熱可塑性材料用組成物
2か月前
株式会社クラベ
耐摩耗性絶縁組成物及び電線
3か月前
東レ株式会社
ポリプロピレン系樹脂フィルム
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ