TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025128586
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024025335
出願日
2024-02-22
発明の名称
切断機
出願人
個人
代理人
弁理士法人東京アルパ特許事務所
主分類
B23D
53/06 20060101AFI20250827BHJP(工作機械;他に分類されない金属加工)
要約
【課題】鋼橋の主桁下フランジの下部に垂下した状態で設けられる、支承の仮固定金具を切断するための切断機を提供する。
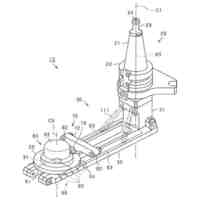
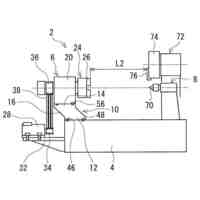
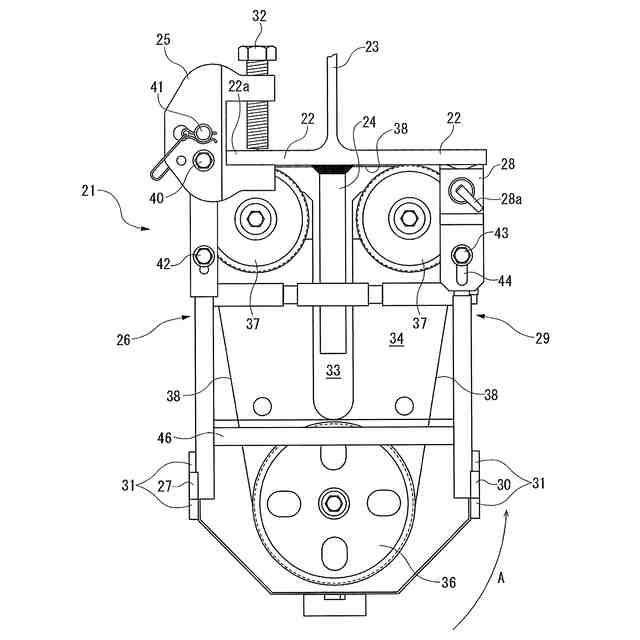
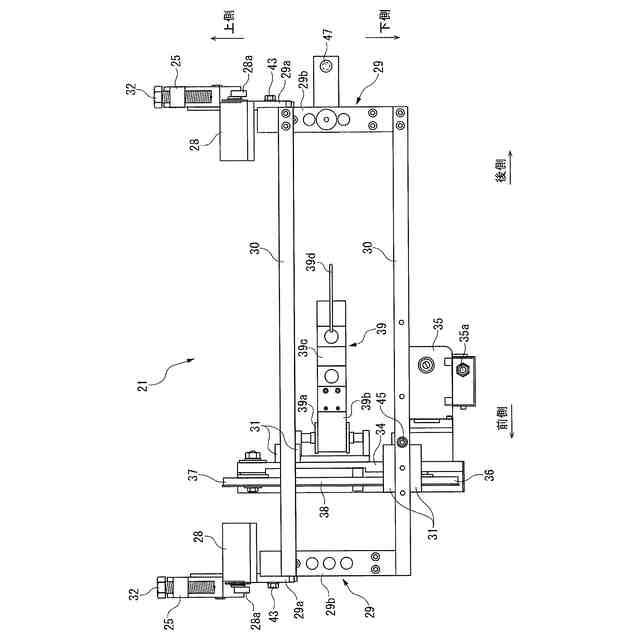
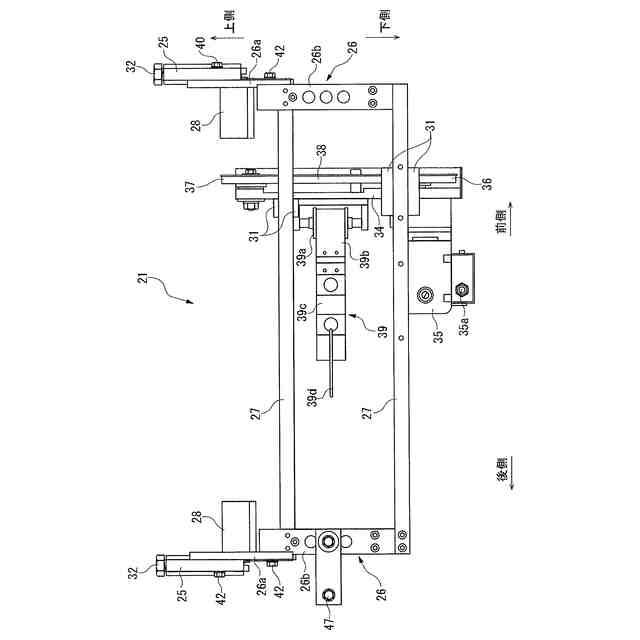
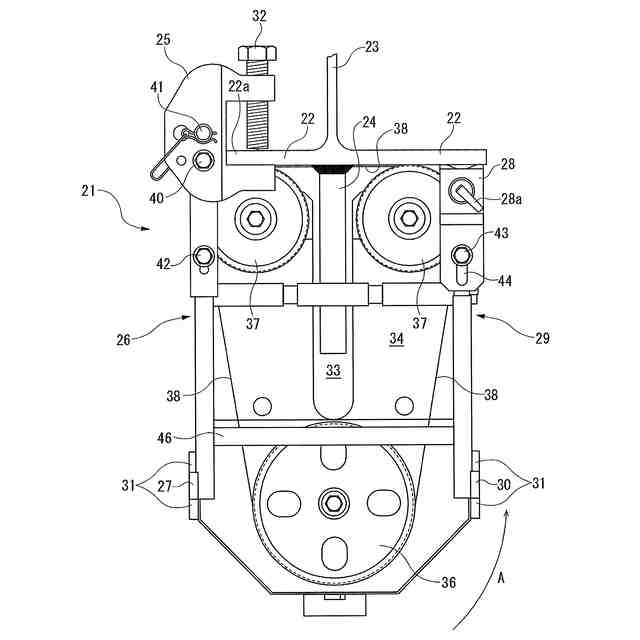
【解決手段】切断機21は、主桁下フランジ22の端部22aに第1ボルト32で取り付けるクランプ部25と、クランプ部に対して回動可能に連設されるクランプ部用フレーム26と、第1移動用ガイドレール27と、主桁下フランジの下部に磁着可能な磁石式取付部28と、磁石式取付部に連設される磁石式取付部用フレーム29と、第2移動用ガイドレール30と、ガイドホルダー31と、取付基板34と、取付基板に設けられる駆動モーターと、モータープーリー36と、モータープーリーと相対して設けられる一対の補助プーリー37と、バンドソー38と、取付基板を牽引する牽引手段とからなる。
【選択図】図7
特許請求の範囲
【請求項1】
鋼橋の主桁下フランジの下部に垂下した状態で設けられる、支承の仮固定金具を切断するための切断機であって、
該切断機は、前記鋼橋の主桁ウエブから所定長さ張り出した前記主桁下フランジの端部に第1ボルトで取り付ける、一対のクランプ部と、
該クランプ部に対して第2ボルトを中心にして回動可能に連設されるクランプ部用フレームと、
該クランプ部用フレーム同士に渡って設けられる第1移動用ガイドレールと、
前記主桁下フランジの下部に磁着可能な一対の磁石式取付部と、
該磁石式取付部に連設される磁石式取付部用フレームと、
該磁石式取付部用フレーム同士に渡って設けられる第2移動用ガイドレールと、
前記第1移動用ガイドレール及び前記第2移動用ガイドレールに沿って移動可能なガイドホルダーと、
該ガイドホルダーに連設されると共に中央部に前記仮固定金具を通過するための切断開口部を有する取付基板と、
該取付基板に設けられる駆動モーターと、
該駆動モーターの駆動に連動して駆動すると共に前記取付基板に設けられるモータープーリーと、
該モータープーリーと相対して前記取付基板に設けられる一対の補助プーリーと、
該補助プーリーと前記モータープーリーとに掛け回されて回転するバンドソーと、
前記取付基板を前記第1移動用ガイドレール及び前記第2移動用ガイドレールに沿って牽引すべく設けられた牽引手段と、を少なくとも備えること
を特徴とする切断機。
続きを表示(約 380 文字)
【請求項2】
前記クランプ部用フレームと前記磁石式取付部用フレームとに渡って補強バーが設けられていること
を特徴とする請求項1に記載の切断機。
【請求項3】
前記クランプ部には、前記クランプ部用フレームの回動をストップさせるためのストッパーピンと、該クランプ部と前記クランプ部用フレームとの固定状態を維持する前記第2ボルトとが設けられること
を特徴とする請求項1に記載の切断機。
【請求項4】
前記第1移動用ガイドレール又は/及び前記第2移動用ガイドレールには、前記ガイドホルダーの移動をストップさせるガイドホルダーストッパーピンが設けられること
を特徴とする請求項1に記載の切断機。
【請求項5】
前記牽引手段は、巻取式帯状バネであること
を特徴とする請求項1に記載の切断機。
発明の詳細な説明
【技術分野】
【0001】
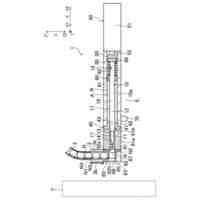
本発明は、鋼橋の主桁下フランジの下部に垂下した状態で設けられる、支承の仮固定金具を切断するための切断機に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
支承を仮固定した仮固定金具は、橋脚を形成するモルタルが硬化した後に切断して撤去する。
支承の仮固定金具を切断する場合は、通常はガスバーナーで仮固定金具を焼き切ることにより切断している。また、仕上げ段階では、グラインダーを使用して、円盤状の砥石を回転させて仕上げ作業を行う。あるいは、チップソーカッターを使用して、チップソーを回転させて仮固定金具を切断する場合もある。
【0003】
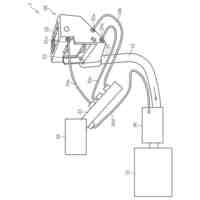
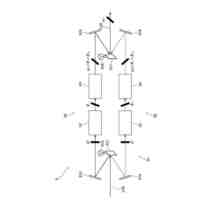
一方、支承の仮固定金具ではないが、鉄骨柱等の吊りピース等の切断機としては、図11及び図12に示す構成の切断機1が知られている。
この切断機1は、鉄骨柱に着脱自在に取り付ける4箇所の強力な磁石式の取付部2と、それぞれの取付部2に設けられるレールガイド支柱3と、前後のレールガイド支柱3同士に渡って設けられる移動用ガイドレール4と、移動用ガイドレール4に沿って移動するための移動ローラ5と、移動ローラ5に連設されると共に中央部に突起物(被切断物)13を通過するための切断開口部6を有する取付基板7と、取付基板7に設けられる駆動モーター8と、駆動モーター8の駆動に連動して駆動すると共に取付基板7に設けられる駆動ローラ9と、駆動ローラ9と相対して取付基板7に設けられる一対の従動ローラ10と、従動ローラ10と駆動ローラ9とで回転するバンドソー11とから構成される(特許文献1参照)。
【0004】
このような構成の切断機1で突起物13を切断する場合は、図13に示すように、立設する鉄骨柱12の突起物13に相対して4箇所の取付部2を、鉄骨柱12に磁着させてから、駆動モーター8を駆動させて、バンドソー11を高速に回転させる。
【0005】
そして、取付基板7がその自重によって移動用ガイドレール4に沿って下降し、当該取付基板7の切断開口部6が突起物13を通過して、バンドソー11が突起物13を切断する仕組みである。
【先行技術文献】
【特許文献】
【0006】
特開2006-21265号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来のガスバーナーを使用する場合は、火の粉が下に落ちて火災の危険性が有るだけでなく作業性が悪く、被切断物(仮固定金具)を落下させてしまうおそれがある。
グラインダーを使用する場合は、火花や鉄粉が作業者に向かって落ちながらの上向き作業を行うので作業性が悪い。
チップソーカッターを使用する場合は、火花や切り粉が多く発生し、四方八方に飛散飛散することとなり作業性が悪い。また、チップソーカッターは、手で機具の操作を行うために、切り終えた10kg以上ある仮固定金具を1人でキャッチするのは困難である。従って、作業者2人で作業を行うこととなり、作業能率が悪いという種々の問題点を有している。
【0008】
一方、従来例の切断機1は、立設する鉄骨柱12に垂直に取り付けて、その自重によって取付基板7を下降させ切断する仕組みなので、主桁下フランジの下部に垂下した状態に設けられる仮固定金具は、取付基板7の移動ができないため切断できない。
仮に取付基板7を移動させたとしても、切断機1の取り付けは、主桁下フランジの下での上向き作業なので、仮固定金具に対して、取付基板7の切断開口部6が支障なく通過し切断できるよう、取付位置を正確に見極めての切断機1の取り付けが、かなり煩雑で厄介な作業であるという問題点を有している。
【0009】
従って、従来例における場合においては、火の粉や火花の発生をなくすことと、切り終えた仮固定金具の落下させないこととに解決しなければならない課題を有している。
また、従来例の切断機1の場合は、主桁下フランジの下の仮固定金具を切断できる仕組みを設けることと、仮固定金具に対して切断開口部6が支障なく通過できるよう正確かつ迅速に取り付けることとに解決しなければならない課題を有している。
【課題を解決するための手段】
【0010】
前記従来例の課題を解決するための本発明の要旨は、鋼橋の主桁下フランジの下部に垂下した状態で設けられる、支承の仮固定金具を切断するための切断機であって、該切断機は、前記鋼橋の主桁ウエブから所定長さ張り出した前記主桁下フランジの端部に第1ボルトで取り付ける、一対のクランプ部と、該クランプ部に対して第2ボルトを中心にして回動可能に連設されるクランプ部用フレームと、該クランプ部用フレーム同士に渡って設けられる第1移動用ガイドレールと、前記主桁下フランジの下部に磁着可能な一対の磁石式取付部と、該磁石式取付部に連設される磁石式取付部用フレームと、該磁石式取付部用フレーム同士に渡って設けられる第2移動用ガイドレールと、前記第1移動用ガイドレール及び前記第2移動用ガイドレールに沿って移動可能なガイドホルダーと、該ガイドホルダーに連設されると共に中央部に前記仮固定金具を通過するための切断開口部を有する取付基板と、 該取付基板に設けられる駆動モーターと、 該駆動モーターの駆動に連動して駆動すると共に前記取付基板に設けられるモータープーリーと、 該モータープーリーと相対して前記取付基板に設けられる一対の補助プーリーと、 該補助プーリーと前記モータープーリーとに掛け回されて回転するバンドソーと、 前記取付基板を前記第1移動用ガイドレール及び前記第2移動用ガイドレールに沿って牽引すべく設けられた牽引手段と、を少なくとも備えることである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
6日前
株式会社FUJI
工作機械
5日前
株式会社FUJI
工作機械
12日前
ビアメカニクス株式会社
レーザ加工装置
6日前
ビアメカニクス株式会社
レーザ加工装置
6日前
ビアメカニクス株式会社
レーザ加工装置
6日前
株式会社ダイヤ精機製作所
応力検出装置
12日前
大和ハウス工業株式会社
溶接方法
5日前
三菱マテリアル株式会社
表面被覆切削工具
8日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
アイシン高丘株式会社
ワーク搬送ユニット
8日前
三菱マテリアル株式会社
表面被覆切削工具
8日前
三菱マテリアル株式会社
表面被覆切削工具
8日前
三菱マテリアル株式会社
表面被覆切削工具
8日前
三菱マテリアル株式会社
表面被覆切削工具
7日前
スター精密株式会社
キサゲ装置
8日前
中里歯車工業有限会社
歯車の製造方法
8日前
太洋電機産業株式会社
半田ごて
7日前
株式会社ダイヘン
アーク溶接システム
5日前
株式会社デンソー
はんだ付け装置
今日
株式会社東京精密
レーザ加工装置
5日前
本田技研工業株式会社
接合体及び接合方法
5日前
ダイハツ工業株式会社
電極研磨装置
12日前
三菱マテリアル株式会社
接合体
8日前
高松機械工業株式会社
工作機械
6日前
株式会社SCREENホールディングス
光照射装置
12日前
日本製鉄株式会社
金属材の製造方法
12日前
日本製鉄株式会社
金属材の製造方法
7日前
JFEスチール株式会社
レーザー溶接方法及び装置
8日前
ブラザー工業株式会社
レーザ加工装置
5日前
セキ工業株式会社
部品供給装置
12日前
株式会社ダイヘン
溶接電源装置
5日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ