TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025148158
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024048776
出願日
2024-03-25
発明の名称
ワーク搬送ユニット
出願人
アイシン高丘株式会社
代理人
個人
主分類
B23Q
7/00 20060101AFI20250930BHJP(工作機械;他に分類されない金属加工)
要約
【課題】クーラントを作動流体として利用せずに簡易な構成としたり、ワーク払出後の工程を簡素化したりすることで、製品製造コスト、工作機械の維持コストを低減できるワーク搬送ユニットを提供する。
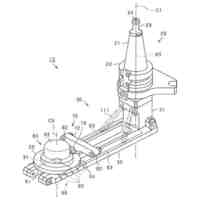
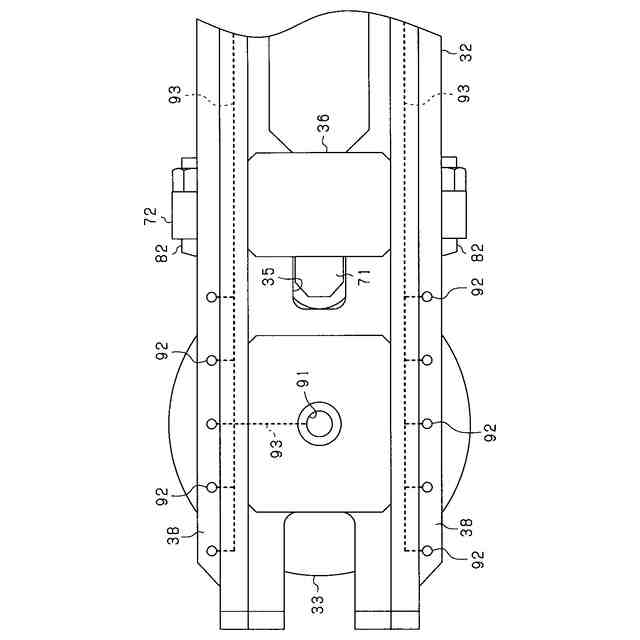
【解決手段】工作機械の主軸部に取り付けられるシャンク部21と、シャンク部21の下方で、垂直方向に突出するアーム部32とを有している。アーム部32には、ワーク支持座面34が設けられている。ワーク支持座面34は、ワークが有する内側環状平面に当接し、当該被当接部を下支えすることでワークを支持する。また、アーム部32には、ワーク支持座面34によって支持されたワークに向けてクーラントを吐出するクーラント吐出部90と、主軸部側から供給されるクーラントをクーラント吐出部90まで流通させるクーラント流通路93とを備えている。
【選択図】 図1
特許請求の範囲
【請求項1】
工作機械の主軸部に取り付けられるシャンク部を備え、前記主軸部に取り付けられた状態でワークを搬送するワーク搬送ユニットであって、
前記シャンク部に設けられたアーム部と、
前記アーム部に設けられ、前記ワークが有する被当接部に当接して当該被当接部を下支えすることで前記ワークを支持するワーク支持座部と、
前記アーム部に設けられ、前記ワーク支持座部によって支持されたワークに向けてクーラントを吐出するクーラント吐出部と、
前記主軸部に取り付けられた際に、前記主軸部側から供給されるクーラントを前記クーラント吐出部まで流通させるクーラント流通路と、
を備えた、ワーク搬送ユニット。
続きを表示(約 1,100 文字)
【請求項2】
前記ワークの前記被当接部が前記ワーク支持座部に載置された場合に、前記ワークが前記アーム部上の所定位置に載置されるよう位置決めする載置位置の位置決め部が設けられている、請求項1に記載のワーク搬送ユニット。
【請求項3】
前記ワークの前記被当接部が前記ワーク支持座部に載置された場合に、前記ワークの中心軸線を中心とする回転位相のうち特定の回転位相で位置決めする位相位置決め装置が設けられている、請求項1又は2に記載のワーク搬送ユニット。
【請求項4】
前記位相位置決め装置は、
前記ワーク支持座部に載置される前記ワークによって押し下げられる被押下げ部と、
前記被押下げ部が押し下げられることにより前記ワークに当接してその回転位相を位置決めする当接部と、
を備えている、請求項3に記載のワーク搬送ユニット。
【請求項5】
搬送対象となる前記ワークは、内側空間を有する本体部と、前記本体部に設けられ、前記内側空間とその外とを貫通する窓部とを備え、前記本体部において前記内側空間を形成する内壁部が前記工作機械によって加工されるものであり、
前記クーラント吐出部は、前記ワークの前記被当接部が前記ワーク支持座部に当接された場合に、前記内側空間に配置される部位に設けられ、前記内壁部に向けてクーラントを吐出する、請求項4に記載のワーク搬送ユニット。
【請求項6】
前記ワークの前記被当接部は、前記内側空間の天井側に設けられており、
前記クーラント吐出部は、それぞれが異なる方向に向けてクーラントを吐出する第1吐出口と第2吐出口とを少なくとも有している、請求項5に記載のワーク搬送ユニット。
【請求項7】
前記ワークは、その前記本体部に、一端が前記内側空間に連通し、他端が外部に向けて開口する筒状空間が設けられており、加工時には、加工用治具に設けられた中心突部に前記筒状空間が挿入されることで前記加工用治具上における中心位置が位置決めされるものであり、
前記第1吐出口は、前記加工用治具上における中心位置が位置決めされた状態で、前記ワークの前記被当接部が前記ワーク支持座部に当接した場合に、前記筒状空間が前記内側空間に向かって開口する連通口の上方に配置され、前記連通口に向けてクーラントを吐出する、請求項6に記載のワーク搬送ユニット。
【請求項8】
前記第2吐出口は、前記ワークの前記被当接部が前記ワーク支持座部に当接した場合に、前記内壁部の下側に向けてクーラントを吐出する、請求項6に記載のワーク搬送ユニット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械の主軸に取り付けられるワーク搬送ユニットに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
マシニングセンタ等の工作機械においては、主軸に取り付けられたワーク搬送ユニットを用いて、ワークを投入したり払い出したりする場合がある。そのようなワーク搬送ユニットとしては、クーラントを作動流体として利用し、チャックを作動させるチャックユニットが知られている(特許文献1参照)。
【0003】
かかるチャックユニットを用いて工作機械から払い出された加工後のワークには、切削や穴開け等の加工時に発生した切粉が付着したり、溜まったりしている。当該ワークを次の工程で加工するには切粉を除去する必要があるため、ワーク払出後の工程として切粉を除去する工程が設けられており、当該工程では切粉除去専用の洗浄装置が用いられる(特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特開2020-66114号公報
特開2002-45801号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のチャックユニットの場合、ユニット内に、クーラントを用いてチャックを作動させるための機構が設けられている。そのため、ユニットの内部構造が複雑化かつ大型化し、その分、チャックユニットの製造コストが増加する。また、クーラントは、長期かつ継続的に利用すれば劣化する。その劣化したクーラントを使い続けると、流路に設けられたシールの劣化を招く。シールが劣化すればクーラントが漏れてしまいチャックの作動に影響する。それを回避するために定期的なシールの交換が必要となり、工作機械の維持コストもかかるという懸念がある。このような懸念は、特許文献1に記載されているチャック装置にだけ生じるのではなく、ワークを保持するための機構の作動流体としてクーラントを用いる場合であれば、同じように生じる。
【0006】
また、工作機械からワークを払い出した後に、洗浄装置を用いた切粉除去工程が必要となれば、その分、製造工程が増加する。そのため、製造装置の設置コストと相まって、製品製造コストの増加を招く原因となっていた。
【0007】
本発明は、上記実情に鑑みてなされたものであり、クーラントを作動流体として利用せずに簡易な構成としたり、ワーク払出後の工程を簡素化したりすることで、製品製造コスト、工作機械の維持コストを低減できるワーク搬送ユニットを提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成すべく、本発明は、
工作機械の主軸部に取り付けられるシャンク部を備え、前記主軸部に取り付けられた状態でワークを搬送するワーク搬送ユニットであって、
前記シャンク部に設けられたアーム部と、
前記アーム部に設けられ、前記ワークが有する被当接部に当接して当該被当接部を下支えすることで前記ワークを支持するワーク支持座部と、
前記アーム部に設けられ、前記ワーク支持座部によって支持されたワークに向けてクーラントを吐出するクーラント吐出部と、
前記主軸部に取り付けられた際に、前記主軸部側から供給されるクーラントを前記クーラント吐出部まで流通させるクーラント流通路と、
を備えている。
【発明の効果】
【0009】
本発明によれば、工作機械の主軸部に取り付けられた上で、ワーク支持座部がワークの被当接部に当接して当該被当接部を下支えする状態とし、これによりワークが支持される。主軸部の動作によりさらにワーク搬送ユニットを移動させれば、ワークを所望の位置へ搬送することができる。この場合、従来技術のようにクーラントを作動流体とする機構でワークが保持されるのではなく、ワークの被当接部がワーク支持座部によって下支え状態で支持されるだけである。そのため、ユニット内部には、ワーク保持動作用のクーラントを流通させる必要がなく、構造が簡素化し、製品製造コストや工作機械の維持コストを低減できる。
【0010】
また、工作機械によって切削や穴開け等の加工がされた後のワークを搬送する場合に、ワーク支持座部によって支持されたワークに対し、クーラント吐出部からクーラントを吐出させれば、ワークに付着したり、溜まったりした切粉を洗い流してワークを洗浄することができる。加工後のワークを搬送するのと同時に切粉の除去ができれば、洗浄装置を用いた切粉除去工程を不要としたり、簡素化したりすることも可能となり、それによっても製品製造コストをさらに低減できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
アイシン高丘株式会社
ワーク搬送ユニット
5日前
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
5か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
23日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
6か月前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
6か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
9日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2日前
有限会社 ナプラ
金属粒子
6か月前
キヤノン電子株式会社
加工システム
2か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
個人
型枠製造装置のフレーム
13日前
日進工具株式会社
エンドミル
5か月前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
1か月前
株式会社ツガミ
工作機械
1か月前
村田機械株式会社
レーザ加工機
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ