TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025145529
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024045742
出願日
2024-03-21
発明の名称
部品供給装置
出願人
セキ工業株式会社
代理人
弁理士法人前田特許事務所
主分類
B23P
19/06 20060101AFI20250926BHJP(工作機械;他に分類されない金属加工)
要約
【課題】気体供給源の使用を抑制することが可能な部品供給装置を提供することにある。
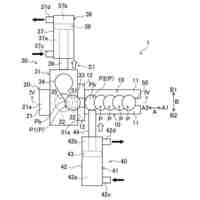
【解決手段】部品供給装置1は、ロッド10と、ピストン20と、シリンダ30と、蓋40と、アクチュエータ50と、シール機構80と、を備える。ピストンとシリンダと蓋とは、気体室Rを区画する。ロッドは、部品Nの貫通穴N2に差し通されるロッドの前端部11の外周17に設けられた気体吹出口14と、気体導入口15と、気体通路16と、含む。シール機構は、気体室に配置され且つロッドに掛けられた筒状のブッシュ81と、ブッシュを気体導入口から離れるように前方に付勢する付勢部材82と、を含む。ブッシュは、ロッドの前進に追従することよって蓋に接触し、蓋からブッシュに対する後方への押圧力よって、付勢部材からブッシュに対する付勢力に抗してロッドに対して相対的に後方に移動することで、気体導入口を閉塞する。
【選択図】図1
特許請求の範囲
【請求項1】
貫通穴を有する部品を前進によって供給し且つ前後に延びるロッドと、
前記ロッドに結合されたピストンと、
前記ロッド及び前記ピストンを収容するシリンダと、
前記ピストンよりも前方において前記シリンダを閉塞し且つ前記ピストンから前方に延びる前記ロッドが貫通する蓋と、
前記ピストン及び前記ロッドを前後に進退させるアクチュエータと、
前記ロッドに設けられたシール機構と、を備え、
前記ピストンと前記シリンダと前記蓋とは、気体室を区画し、
前記ロッドは、
前記部品の前記貫通穴に差し通される前記ロッドの前端部の外周に設けられ且つ気体が吹き出す気体吹出口と、
前記気体吹出口よりも後方に設けられ且つ前記気体室から前記気体が導入される気体導入口と、
前記ロッドの内部を前後に延び且つ前記気体導入口から前記気体吹出口へ前記気体が通る気体通路と、含み、
前記シール機構は、
前記気体室に配置され且つ前記ロッドに掛けられた筒状のブッシュと、
前記ブッシュを前記気体導入口から離れるように前方に付勢する付勢部材と、を含み、
前記ブッシュは、前記ロッドの前進に追従することによって前記蓋に接触し、
前記ブッシュは、前記蓋から前記ブッシュに対する後方への押圧力よって、前記付勢部材から前記ブッシュに対する付勢力に抗して前記ロッドに対して相対的に後方に移動することで、前記気体導入口を閉塞する、部品供給装置。
続きを表示(約 650 文字)
【請求項2】
前記付勢部材は、前記ブッシュよりも後方にて前記ロッドに巻き付けられたコイルバネである、請求項1に記載の部品供給装置。
【請求項3】
前記ブッシュは、前記ロッドに嵌め込まれている、請求項1又は2に記載の部品供給装置。
【請求項4】
前記ブッシュは、樹脂で構成されている、請求項1又は2に記載の部品供給装置。
【請求項5】
前記シリンダの外部空間から前記気体室への前記気体の流入を許容する一方、前記気体室から前記外部空間への前記気体の流出を規制する、逆止弁を備える、請求項1又は2に記載の部品供給装置。
【請求項6】
前記アクチュエータは、電動アクチュエータである、請求項1又は2に記載の部品供給装置。
【請求項7】
前記ロッドが前進によって前記部品を目的位置に供給すると同時に、前記ブッシュが前記気体導入口を閉塞する、請求項1又は2に記載の部品供給装置。
【請求項8】
前記ロッドは、
前記部品の前記貫通穴よりも小径である前記前端部と、
前記前端部の後方に続き且つ前記部品の前記貫通穴よりも大径である後方部と、を含み、
前記前端部における前記気体吹出口から吹き出された前記気体は、前記部品を、前記前端部と前記後方部との段差面に押し当てる、請求項1又は2に記載の部品供給装置。
【請求項9】
前記部品は、ナットである、請求項1又は2に記載の部品供給装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、部品供給装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1に開示のナット供給装置は、ナットのネジ穴に挿通する小径の保持部を先端に有し、前進によってナットを目的位置に供給するロッドと、ロッドを進退駆動させるエアシリンダ機構と、を備える。エアシリンダは、ロッド前進側が開放する有底筒状のシリンダと、シリンダに嵌挿され且つシリンダ内におけるロッド前進側とは反対側に気体室を区画するピストンと、を備える。ロッドは、ピストンに同心状に設けられて、その前進側に突出している。ロッドの保持部の外周には、ロッド前進側とは反対側に臨むように気体吹出口が開設されている。ピストン及びロッドには、その中心軸上に気体室と気体吹出口とを連通する気体通路が形成されている。気体室は、気体供給源に接続されている。
【0003】
かかる構成によれば、気体供給源から気体室に気体を供給することによって、ピストンがロッド前進側に押圧されて、ピストン及びロッドが前進する。そして、ロッドの保持部は、ナットのネジ穴に挿通される。このとき、気体供給源から気体室に供給された気体の一部は、気体通路を通じて気体吹出口から、ロッド前進側とは反対側に向かって、つまりナットに向かて、吹き出される。
【0004】
これにより、ナットは、ロッドの保持部に確実に保持される。このように、ロッドの前進と気体吹出口からの気体の吹き出しとが互いに同期するので、ナット供給装置の操作が簡単となる。
【先行技術文献】
【特許文献】
【0005】
特開2020-37125号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に係るナット供給装置では、気体吹出口から気体を吹き出すためには、気体ポンプなどの気体供給源が必要不可欠である。しかしながら、昨今、環境保護などの観点から、工場において、このような気体供給源をなるべく使用しないようにすることが求められている。
【0007】
上記の課題は、ナット以外の、貫通穴を有する他の部品についても、同様に当てはまる。換言すると、上記の課題は、ナット供給装置以外の部品供給装置についても、同様に当てはまる。
【0008】
本開示は斯かる点に鑑みてなされたものであり、その目的とするところは、気体供給源の使用を抑制することが可能な部品供給装置を提供することにある。
【課題を解決するための手段】
【0009】
本開示に係る部品供給装置は、貫通穴を有する部品を前進によって供給し且つ前後に延びるロッドと、前記ロッドに結合されたピストンと、前記ロッド及び前記ピストンを収容するシリンダと、前記ピストンよりも前方において前記シリンダを閉塞し且つ前記ピストンから前方に延びる前記ロッドが貫通する蓋と、前記ピストン及び前記ロッドを前後に進退させるアクチュエータと、前記ロッドに設けられたシール機構と、を備え、前記ピストンと前記シリンダと前記蓋とは、気体室を区画し、前記ロッドは、前記部品の前記貫通穴に差し通される前記ロッドの前端部の外周に設けられ且つ気体が吹き出す気体吹出口と、前記気体吹出口よりも後方に設けられ且つ前記気体室から前記気体が導入される気体導入口と、前記ロッドの内部を前後に延び且つ前記気体導入口から前記気体吹出口へ前記気体が通る気体通路と、含み、前記シール機構は、前記気体室に配置され且つ前記ロッドに掛けられた筒状のブッシュと、前記ブッシュを前記気体導入口から離れるように前方に付勢する付勢部材と、を含み、前記ブッシュは、前記ロッドの前進に追従することによって前記蓋に接触し、前記ブッシュは、前記蓋から前記ブッシュに対する後方への押圧力よって、前記付勢部材から前記ブッシュに対する付勢力に抗して前記ロッドに対して相対的に後方に移動することで、前記気体導入口を閉塞する。
【0010】
かかる構成によれば、ロッドが前進することによって、ロッドの前端部は、部品の貫通穴に差し通される。ロッドの前端部に掛けられた部品は、ロッドの前進によって供給される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
セキ工業株式会社
部品供給装置
2か月前
セキ工業株式会社
部品供給装置
12日前
セキ工業株式会社
パーツ移送システム及びパーツ溶接システム
12日前
個人
フライス盤
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
6日前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
26日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
12日前
株式会社FUJI
工作機械
5日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
個人
型枠製造装置のフレーム
16日前
株式会社アンド
半田付け方法
1か月前
キヤノン電子株式会社
加工システム
2か月前
大見工業株式会社
ドリル
2か月前
株式会社ツガミ
工作機械
1か月前
ビアメカニクス株式会社
レーザ加工装置
6日前
トヨタ自動車株式会社
溶接マスク
3か月前
住友重機械工業株式会社
加工装置
3か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社ダイヘン
溶接装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
6日前
ビアメカニクス株式会社
レーザ加工装置
6日前
有限会社 ナプラ
ソルダペースト
3か月前
株式会社不二越
ブローチ盤
26日前
津田駒工業株式会社
センタリングバイス
1か月前
株式会社不二越
ブローチ盤
1か月前
関東冶金工業株式会社
ろう付け方法
23日前
株式会社タマリ工業
レーザ加工装置
2か月前
大見工業株式会社
エンドミル
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ