TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025147755
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024048158
出願日
2024-03-25
発明の名称
歯車の製造方法
出願人
中里歯車工業有限会社
代理人
個人
,
個人
主分類
B23F
5/16 20060101AFI20250930BHJP(工作機械;他に分類されない金属加工)
要約
【課題】スカイビング加工による歯車の製造方法において、一つの工具で圧力角が異なる歯形を備える歯車を製造するための歯車の製造方法を提供する。
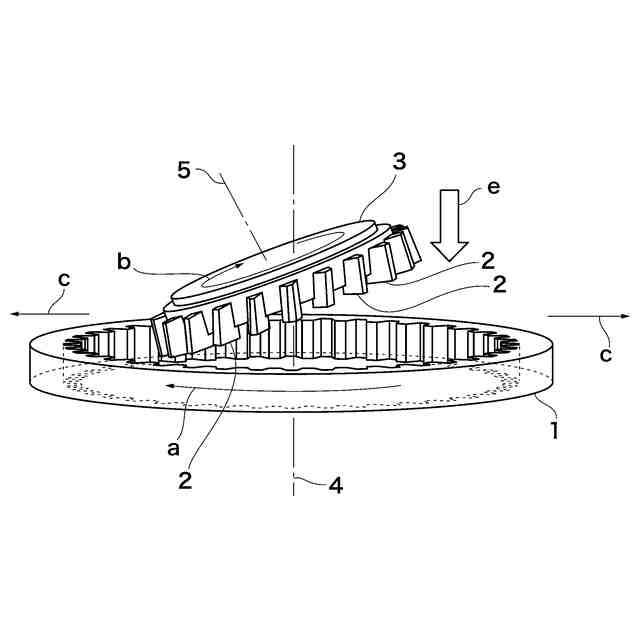
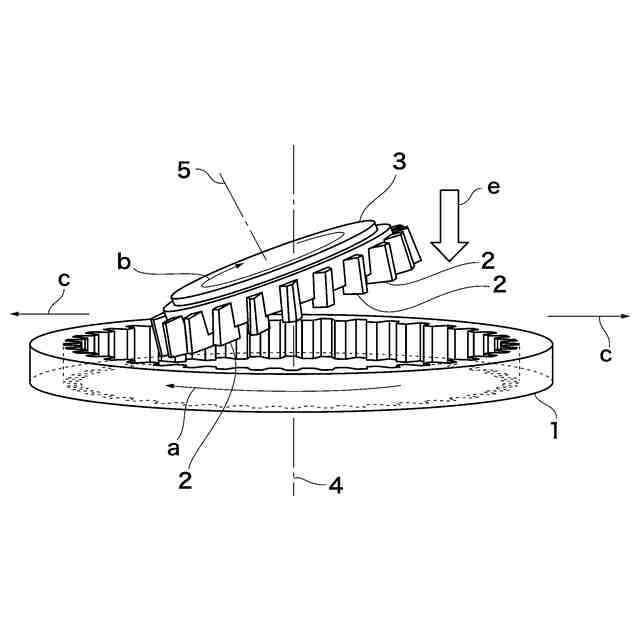
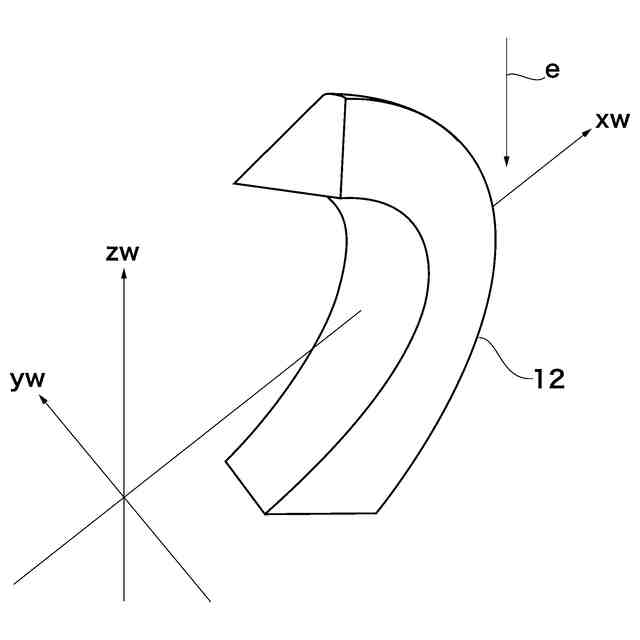
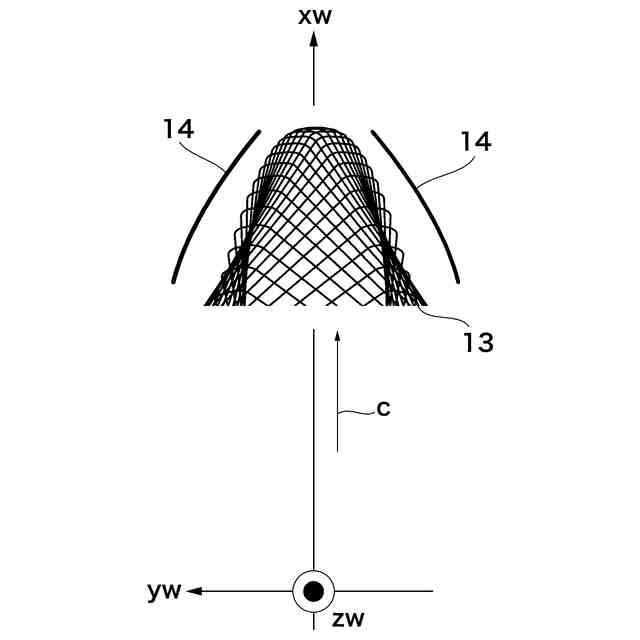
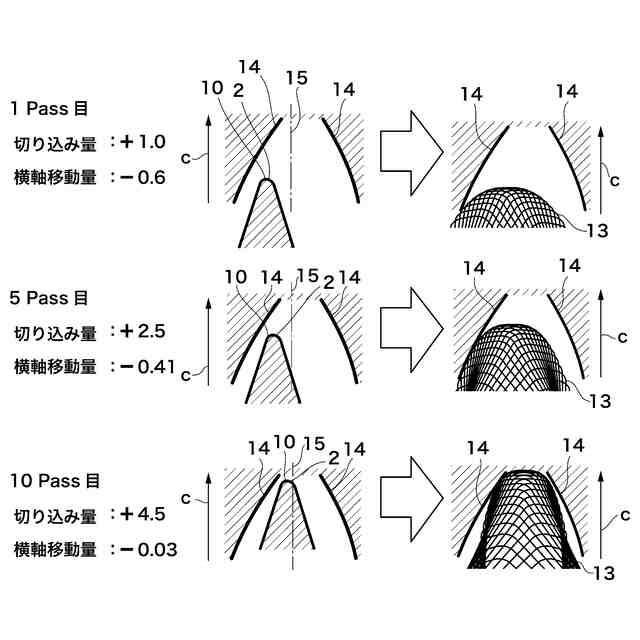
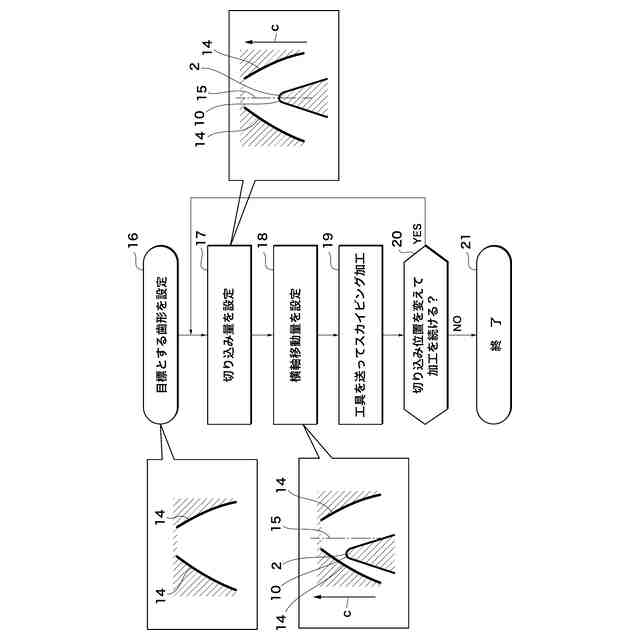
【解決手段】工具横軸に沿って工具3を移動させて、工具3の切れ刃先端が、ワーク1に対して予め定める歯形の位置に対応し、歯形14の位置に対応した切れ刃先端が、ワーク1をワーク1の厚み方向に沿って切り込む切り込み工程と、切り込み工程の後、ワーク回転中心軸4に直交する方向に工具横軸を移動させる工具横軸移動工程と、を交互に繰り返して、予め定める歯形14を切り出す。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを回転させるとともに、切れ刃を周方向に並べ設けた工具をワーク回転中心軸に対して傾斜した工具回転中心軸周りで回転させて、前記工具の切れ刃で前記ワークを切削してワークの周方向に歯形を切り出す歯車の製造方法において、
工具の移動方向として設定された工具横軸に沿って工具を移動させて、工具の切れ刃先端が、前記ワークに対して予め定める歯形の位置に対応し、前記歯形の位置に対応した前記切れ刃先端が、前記ワークを前記ワークの厚み方向に沿って切り込む切り込み工程(A)と、
前記切り込み工程(A)の後、ワーク回転中心軸に直交する方向に前記工具横軸を移動させる工具横軸移動工程(B)と、
を交互に繰り返して、予め定める歯形を切り出す
ことを特徴とする歯車の製造方法。
続きを表示(約 490 文字)
【請求項2】
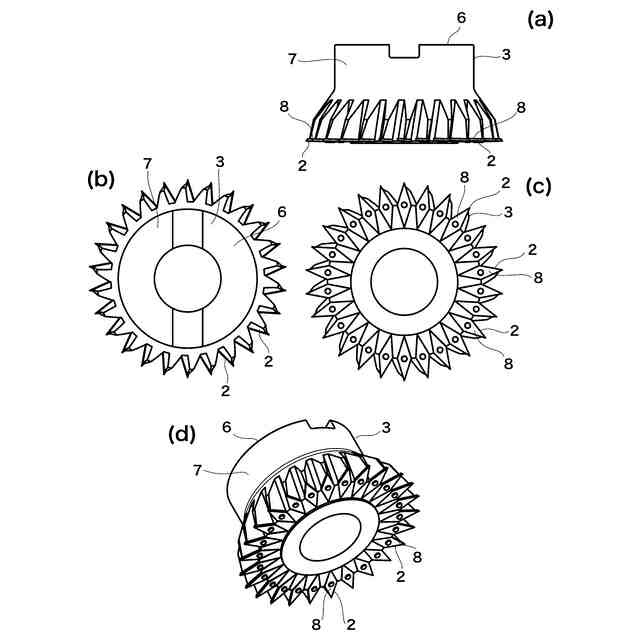
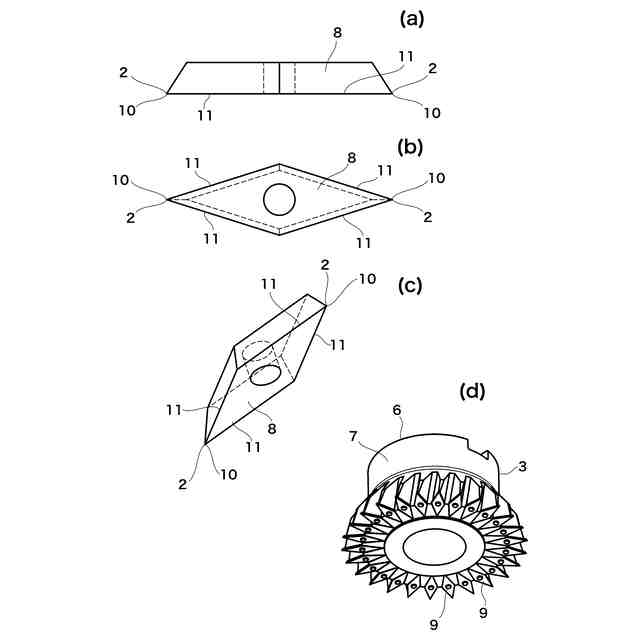
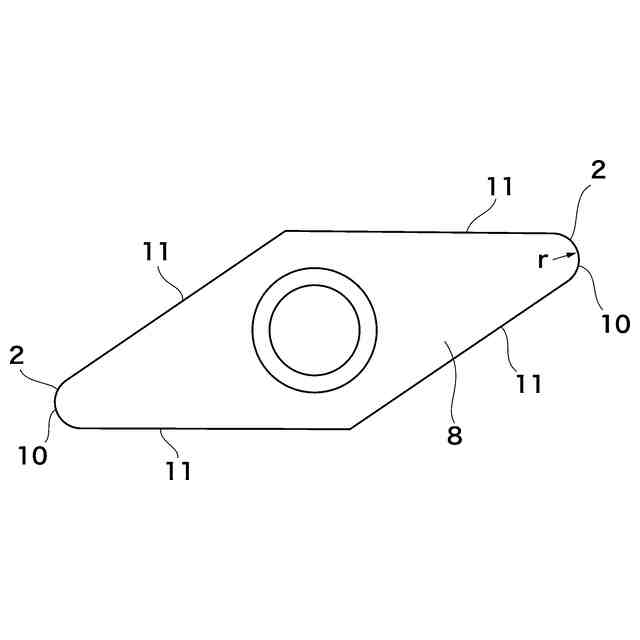
前記工具の切れ刃は、インサートチップから形成されているものであることを特徴とする請求項1に記載の歯車の製造方法。
【請求項3】
ワークを回転させるとともに、切れ刃を周方向に並べ設けた工具をワーク回転中心軸に対して傾斜した工具回転中心軸周りで回転させて、前記工具の切れ刃で前記ワークを切削してワークの周方向に歯を切り出す歯車の製造方法において、
工具の移動方向として設定された工具横軸に沿って工具を移動させて、工具の切れ刃先端が、前記ワークに対して予め定める歯形の位置に対応し、前記歯形の位置に対応した前記切れ刃先端が、前記ワークを前記ワークの厚み方向に沿って切り込む切り込み工程(A)と、
前記切り込み工程(A)の後、工具横軸をワーク回転中心軸周りに回転移動させる工具横軸回転移動工程(C)と、
を交互に繰り返して、予め定める歯形を切り出す
ことを特徴とする歯車の製造方法。
【請求項4】
前記工具の切れ刃は、インサートチップから形成されているものであることを特徴とする請求項3に記載の歯車の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車の製造方法に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
歯車の加工方法の一つにスカイビング加工がある。スカイビング加工は、歯車にする加工対象である環形状や円板形状とされた被加工物(以下、歯車に加工する被加工物をワークと略記する)を回転させるとともに、歯車の歯を切り出す切れ刃の部分を周方向に並べ設けた工具も回転させながら歯車を作成する方法であり、工具回転軸がワークを支えて回転するときのワーク回転軸に対して一定の交差角を持っていて、工具とワークとが共に回転しながら連続的にワークを加工するものである。
【0003】
スカイビング加工は、ワークに対して複数歯ずつ連続的に加工するので、加工効率が非常に高いものとなっている。さらに、スカイビング加工は、工具を片持ちで把持するので、工具軸をワークを支える部材に対して干渉させずにワークの内径側を歯切りすることが可能である。
【0004】
従来のスカイビング加工に用いられている工具は、切れ刃が工具と一体となって形成されている。そして、切れ刃の形状は、インボリュート曲線に基づいて設計されている。
【0005】
ここで「歯形」とは、歯車の噛み合い面である歯面の断面形状のことを指している。また、「歯直角」とは、切れ刃で切り出す歯のねじれ角を持った方向に垂直な歯形を指している。「モジュール」とは、歯車の歯の大きさを指している。さらに「圧力角」とは、歯形上の任意の点を通る半径線と歯形の接線とのなす角度を指し、一般的には基準ピッチ点における圧力角を指す。
【0006】
従来のスカイビング加工の方法で製造される歯車の歯は、左右対称の形状であるが、噛み合う歯車において力の伝達を効率良くする点や騒音を緩和するなどの目的から、歯の両側の歯面や歯先を左右非対称とする歯車を加工する方法が、例えば特許文献1に示されている。
【0007】
特許文献1で示された方法は、ワークと工具の位相を変化させて、左右の歯面を個別に加工する方法であり、歯車における左右の歯面が歯底の中心線に対して非対称となるようにしたものであった。
【先行技術文献】
【特許文献】
【0008】
特開2022-158473号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上述したようにスカイビング加工では、工具側の切れ刃がインボリュート曲線に基づく形状であるため、ワークには、切れ刃と同じ歯直角モジュールと歯直角圧力角を持つインボリュート曲線に基づいた歯形の歯車しか加工することができない。
【0010】
歯車を製造する方法にはスカイビング加工の以外に、ブローチ加工、シェーパ加工、ホブ加工がある。しかしながらブローチ加工、シェーパ加工、ホブ加工、スカイビング加工などの既存の歯切りの方法では、基本的に工具設計時に想定した歯形を有する歯車しか加工することができない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
9日前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
29日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
8日前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
15日前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
5か月前
個人
型枠製造装置のフレーム
19日前
キヤノン電子株式会社
加工システム
2か月前
中国電力株式会社
養生シート
2日前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
株式会社ツガミ
工作機械
1か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
ビアメカニクス株式会社
レーザ加工装置
9日前
トヨタ自動車株式会社
溶接ヘッド
4か月前
ビアメカニクス株式会社
レーザ加工装置
9日前
ビアメカニクス株式会社
レーザ加工装置
9日前
有限会社 ナプラ
ソルダペースト
3か月前
トヨタ自動車株式会社
溶接ヘッド
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































