TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025144954
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024044897
出願日
2024-03-21
発明の名称
電極研磨装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/30 20060101AFI20250926BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明では、研磨による切り屑の回収効率を向上させることを課題とする。
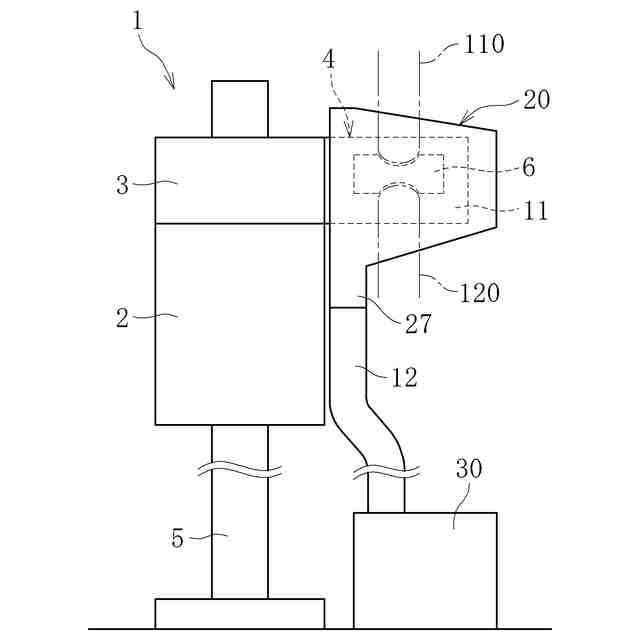
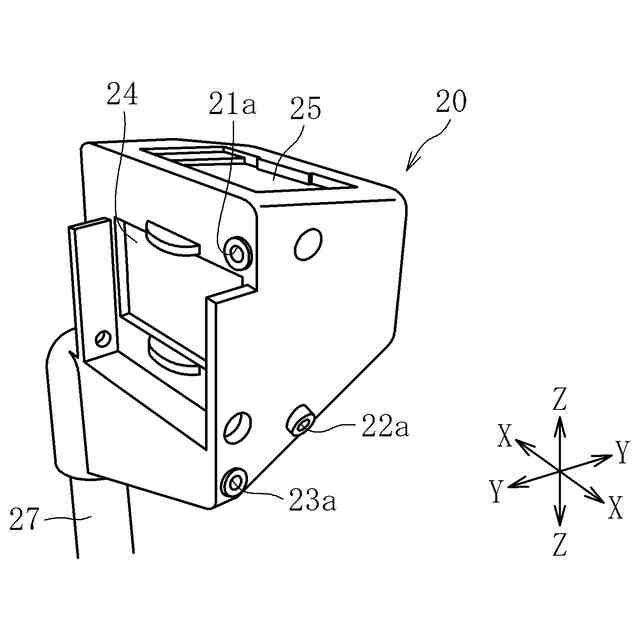
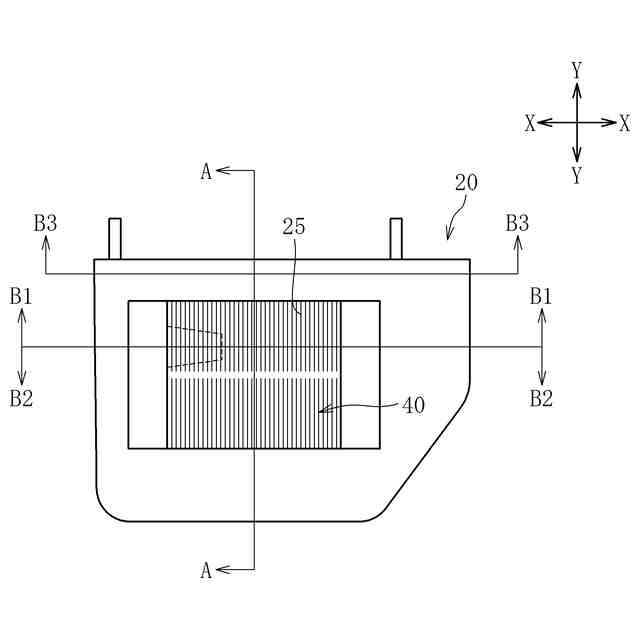
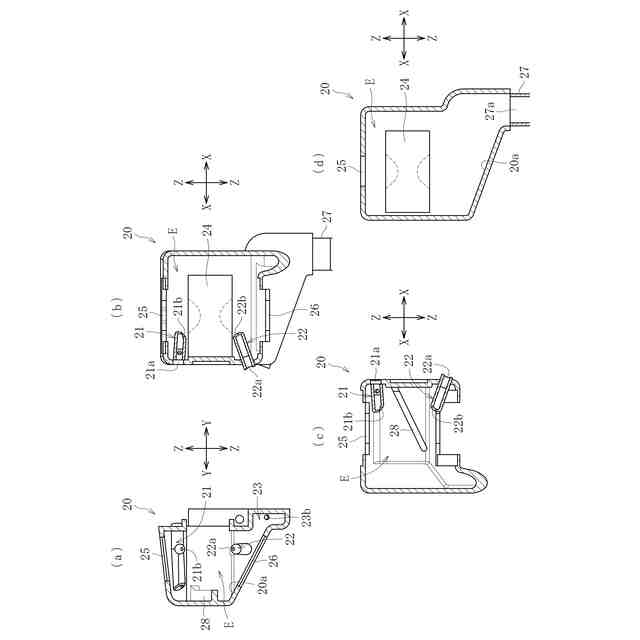
【解決手段】回転研磨具6と、回転研磨具6の周囲を覆うカバー20と、エア吸引部30と、を備えた、スポット溶接用の電極110,120を研磨する電極研磨装置1であって、カバー20は、カバー20内の回転研磨具6が配置された空間Eにエアを吐出するエア吐出口21b、22b、23bと、空間Eからエアを吸引するエア吸引口27aとを有し、エア吸引部30によりエア吸引口27aからエアを吸引することにより、空間Eを負圧にすることを特徴とする。
【選択図】図5
特許請求の範囲
【請求項1】
研磨具と、
前記研磨具の周囲を覆うカバーと、
エア吸引部と、を備えた、スポット溶接用の電極を研磨する電極研磨装置であって、
前記カバーは、
前記カバー内の前記研磨具が配置された空間にエアを吐出するエア吐出口と、
前記空間からエアを吸引するエア吸引口とを有し、
前記エア吸引部により前記エア吸引口からエアを吸引することにより、前記空間を負圧にすることを特徴とする電極研磨装置。
続きを表示(約 270 文字)
【請求項2】
前記エア吐出口および前記エア吸引部にエアを供給するエア供給部を備え、
前記エア吸引部は、前記エア供給部から供給されたエアにより、前記エア吸引口からの吸引力を生じさせる請求項1記載の電極研磨装置。
【請求項3】
前記エア吸引口から吸引するエアの量が、前記エア吐出口から吐出するエアの量よりも多い請求項1または2記載の電極研磨装置。
【請求項4】
前記カバーは、前記電極を挿入する電極挿入孔を有し、
前記電極挿入孔から前記カバー内にエアが供給される請求項1記載の電極研磨装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電極研磨装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
スポット溶接用電極には、溶接時に大きな加圧力が加わると共に大電流が流れ、且つ高温に曝されるため、繰り返しの使用により電極の先端部が摩耗して扁平化したり、被溶接物の金属が付着したりする。これを放置すると溶接不良の原因となるため、定期的に電極の先端部を所定形状に整形(研磨)する必要がある。
【0003】
例えば特許文献1の電極を研磨する電極研磨装置では、電極研磨具を覆うカバーにエア吐出口を設ける。このエア吐出口からカバー内にエアを吐出することで、電極を研磨した切り屑をカバー内で浮遊させ、傾斜部を介して、カバーに設けられた排出部からカバーの外側へ排出する。
【先行技術文献】
【特許文献】
【0004】
特開2021-3727号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の電極研磨装置では、カバー内に生じるエアの乱流により、主に小さな切り屑が舞い上がってカバー内に散乱してしまい、十分に回収されないという問題があった。
【0006】
特にインダイレクトスポット溶接では、電極を電極研磨装置の一方側のみから挿入して研磨する構成のため、電極研磨装置の両側から電極を挿入して電極研磨具を挟み込むように保持させるダイレクトスポット溶接の場合と比較すると、研磨加圧力を大きくできなかった。このため、インダイレクトスポット溶接では小さな切り屑が相対的に発生しやすく、上記の問題が特に顕著であった。
【0007】
本発明では、研磨による切り屑の回収効率を向上させることを課題とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するため、本発明は、研磨具と、前記研磨具の周囲を覆うカバーと、エア吸引部と、を備えた、スポット溶接用の電極を研磨する電極研磨装置であって、前記カバーは、前記カバー内の前記研磨具が配置された空間にエアを吐出するエア吐出口と、前記空間からエアを吸引するエア吸引口とを有し、前記エア吸引部により前記エア吸引口からエアを吸引することにより、前記空間を負圧にすることを特徴とする。
【0009】
本発明では、エア吸引口を介してカバー内からエアを吸引することにより、カバー内を負圧にする。これにより、カバー内にエア吸引口の側へ流れる気流を形成し、切り屑をエア吸引口の側へ導くことができる。従って、小さい切り屑であってもカバー内で散乱してカバー内に残留することなく回収できる。従って、電極研磨装置の研磨による切り屑の回収効率を向上させることができる。
【0010】
また本発明は、前記エア吐出口および前記エア吸引部にエアを供給するエア供給部を備え、前記エア吸引部は、前記エア供給部から供給されたエアにより、前記エア吸引口からの吸引力を生じさせる電極研磨装置とすることができる。これにより、エア吐出口から吐出するエアとエア吸引口から吸引力を生じさせるためのエアを共通のエア供給部により供給する。これにより、電極研磨装置の構成を簡素化できる。また、エア吐出口のみを有する電極研磨装置のエア供給部を利用して、本発明の電極研磨装置のエアを吸引する構成を実現できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイハツ工業株式会社
車両構造
3日前
ダイハツ工業株式会社
小型電動車両
3日前
ダイハツ工業株式会社
小型電動車両
3日前
ダイハツ工業株式会社
小型電動車両
3日前
ダイハツ工業株式会社
小型電動車両
3日前
ダイハツ工業株式会社
電極研磨装置
3日前
ダイハツ工業株式会社
樹脂製アウタパネル部材
4日前
個人
タップ
5か月前
個人
フライス盤
26日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
26日前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
17日前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社FUJI
工作機械
3日前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
個人
型枠製造装置のフレーム
7日前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
株式会社アンド
半田付け方法
28日前
日進工具株式会社
エンドミル
5か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
キヤノン電子株式会社
加工システム
1か月前
大見工業株式会社
ドリル
2か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ