TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127064
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023556
出願日
2024-02-20
発明の名称
原反バッファ供給装置
出願人
CKD株式会社
代理人
個人
主分類
B65B
9/04 20060101AFI20250825BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】原反バッファ供給装置において、ストッカからブリスタ包装機に対する原反の供給に支障を生じさせることなく、ストッカへと原反を効率よく補充可能とする。
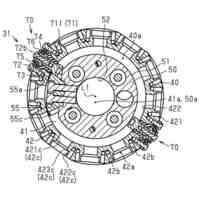
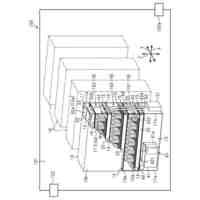
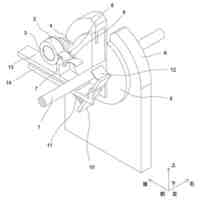
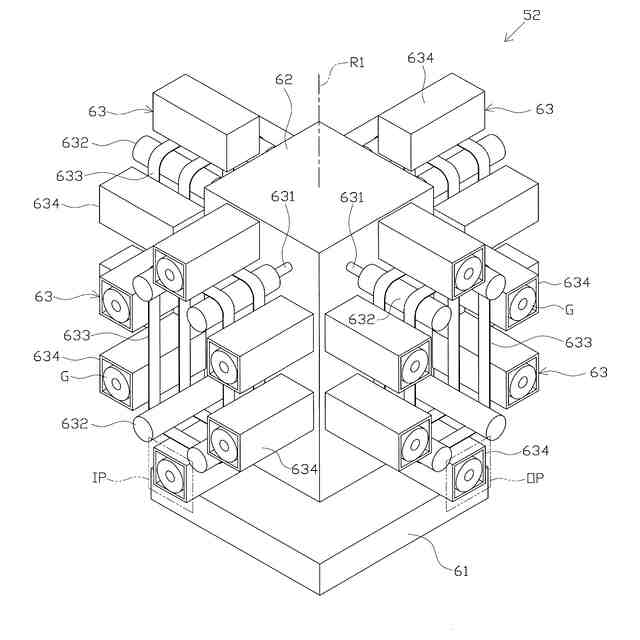
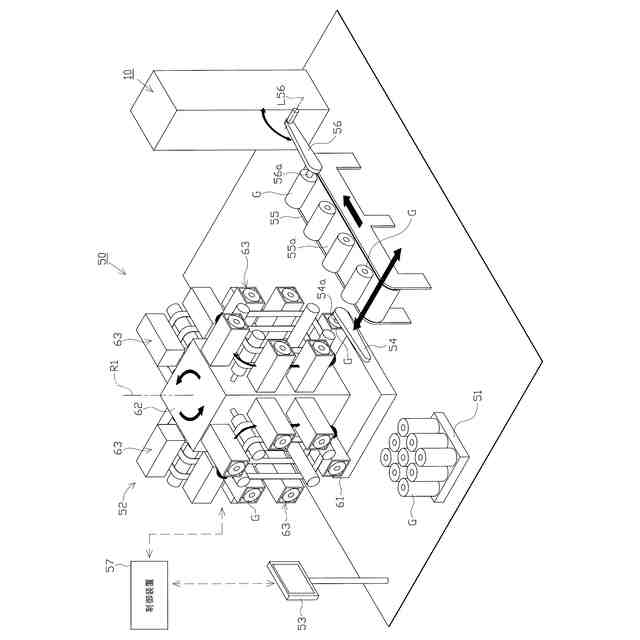
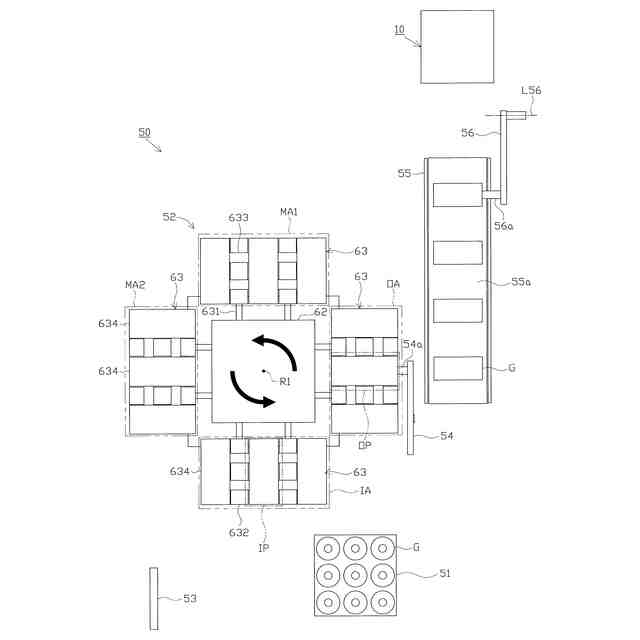
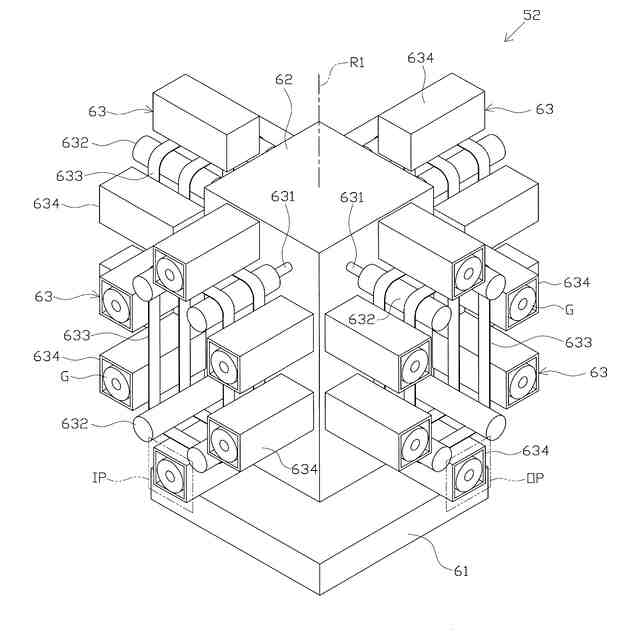
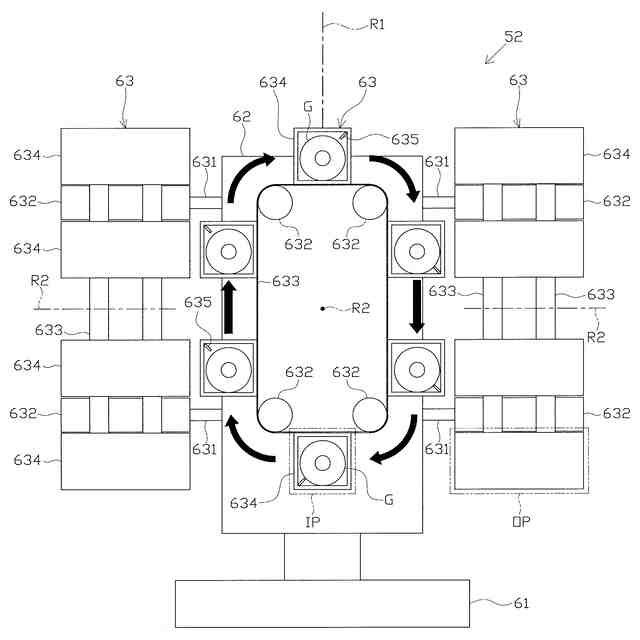
【解決手段】原反バッファ供給装置50は、複数の原反Gを貯留可能なストッカ52を備える。ストッカ52は複数の貯留ユニット63を有し、各貯留ユニット63は複数の保持部634を有する。貯留ユニット63への原反Gの取入れは、取入れポジションIPに配置された保持部634へと原反Gを取入れることで行われ、貯留ユニット63からの原反Gの取出しは、取出しポジションOPに配置された保持部634から原反Gを取出すことで行われる。そして、原反Gを保持している保持部634が取出しポジションOPに配置され、原反Gを保持していない保持部634が取入れポジションIPに配置されるように、貯留ユニット63や保持部634の回転が制御される。
【選択図】 図7
特許請求の範囲
【請求項1】
帯状の容器フィルムの原反を貯留可能であるとともに、前記容器フィルムに形成されたポケット部に内容物が収容されてなるブリスタシートを製造するためのブリスタ包装機に対し前記原反を供給可能な原反バッファ供給装置であって、
複数の前記原反を貯留可能なストッカと、
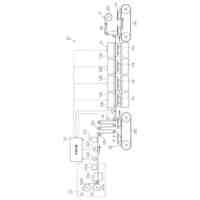
前記ストッカに貯留された前記原反を前記ブリスタ包装機に供給する供給手段とを備え、
前記ストッカは、
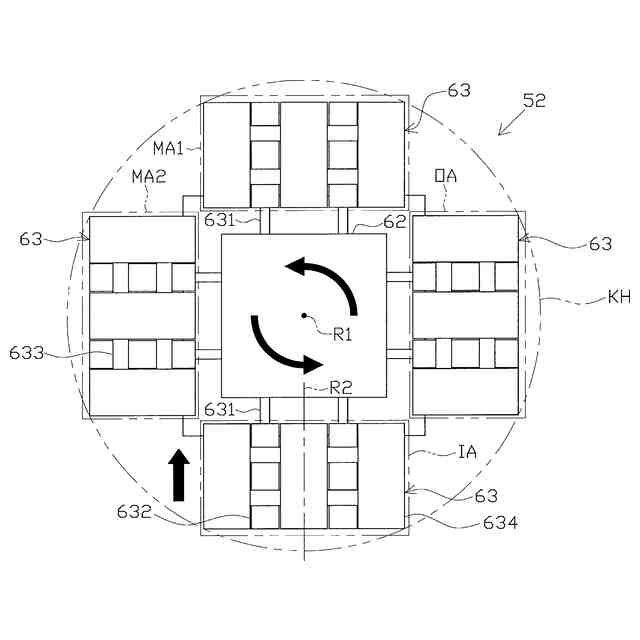
所定のユニット回転軸を中心として該ユニット回転軸の周囲に環状に配置され、それぞれ複数の前記原反を貯留可能に構成された複数の貯留ユニットと、
前記ユニット回転軸を中心として複数の前記貯留ユニットを回転させることで、前記貯留ユニットへの前記原反の取入れを行う取入れエリアと、前記貯留ユニットからの前記原反の取出しを行う取出しエリアとを含む、前記ユニット回転軸の周囲に位置する複数のエリアに対し、複数の前記貯留ユニットを順次移動させることが可能なユニット回転手段とを有し、
前記貯留ユニットは、
所定の保持部回転軸を中心として該保持部回転軸の周囲に環状に配置され、前記原反をそれぞれ保持可能に構成された複数の保持部と、
前記保持部回転軸を中心として複数の前記保持部を回転させることで、複数のポジションに対し、複数の前記保持部を順次移動させることが可能な保持部回転手段と、
前記保持部における前記原反の有無を検出する原反検出手段とを有し、
前記貯留ユニットへの前記原反の取入れは、前記取入れエリアに配置された前記貯留ユニットにおける複数の前記保持部のうち、複数の前記ポジションの1つである取入れポジションに配置された前記保持部へと前記原反を取入れることで行われるように設定されている一方、
前記貯留ユニットからの前記原反の取出しは、前記取出しエリアに配置された前記貯留ユニットにおける複数の前記保持部のうち、複数の前記ポジションの1つである取出しポジションに配置された前記保持部から前記原反を取出すことで行われるように設定されており、
前記ユニット回転手段を制御可能なユニット回転制御手段と、
前記保持部回転手段を制御可能な保持部回転制御手段とを具備し、
前記保持部回転制御手段は、前記保持部が配置されている前記ポジションについての情報を把握可能に構成されており、
さらに、前記保持部が配置されている前記ポジションについての情報と、前記原反検出手段による検出結果とを利用して、
前記取入れエリアに配置された前記貯留ユニットに係る複数の前記保持部に関しては、前記原反を保持していない前記保持部が前記取入れポジションに配置されているときには前記保持部を回転させない一方、前記取入れポジションに配置された前記保持部へと前記原反が取入れられたときには、複数の前記保持部のそれぞれが前記原反を保持している状態となる場合を除き、前記保持部を回転させて、前記原反を保持していない前記保持部を前記取入れポジションに配置し、
前記取出しエリアに配置された前記貯留ユニットに係る複数の前記保持部に関しては、前記原反を保持している前記保持部が前記取出しポジションに配置されているときには前記保持部を回転させない一方、前記取出しポジションに配置された前記保持部から前記原反が取出されたときには、複数の前記保持部のそれぞれが前記原反を保持していない状態となる場合を除き、前記保持部を回転させて、前記原反を保持している前記保持部を前記取出しポジションに配置する
ように前記保持部回転手段を制御し、
前記ユニット回転制御手段は、前記貯留ユニットが配置されている前記エリアについての情報を把握可能に構成されており、
さらに、前記貯留ユニットが配置されている前記エリアについての情報と、前記原反検出手段による検出結果とを利用して、
全ての前記貯留ユニットの前記保持部のそれぞれが前記原反を保持していない状態である場合を除いて、以下の第一条件を満たしていない場合には、該第一条件を満たすように前記貯留ユニットを回転させ、
全ての前記貯留ユニットの前記保持部のそれぞれが前記原反を保持している状態である場合を除き、前記第一条件が満たされることを前提として、以下の第二条件を満たしていない場合には、該第二条件を満たすように前記貯留ユニットを回転させる
ように前記ユニット回転手段を制御することを特徴とする原反バッファ供給装置。
第一条件:前記取出しエリアに、少なくとも1つの前記保持部が前記原反を保持している前記貯留ユニットが配置されること
第二条件:前記取入れエリアに、少なくとも1つの前記保持部が前記原反を保持していない前記貯留ユニットが配置されること
続きを表示(約 560 文字)
【請求項2】
前記貯留ユニットを、所定の前進位置と所定の後退位置との間で、前記ユニット回転軸と直交する水平方向に沿って往復移動させることが可能なユニット往復移動手段を備え、
前記ユニット往復移動手段は、
前記貯留ユニットの回転時には、全ての前記貯留ユニットを前記後退位置に配置させ、
少なくとも前記取入れエリアに配置された前記貯留ユニットにおける前記取入れポジションに配置された前記保持部が前記原反を保持していないときであって、前記貯留ユニットの非回転時には、前記取入れエリアに配置された前記貯留ユニットを前記前進位置に配置させる
ように構成されていることを特徴とする請求項1に記載の原反バッファ供給装置。
【請求項3】
前記貯留ユニットは4つ以上設けられており、
前記取出しエリア及び前記取入れエリアが隣り合うように設定されていることを特徴とする請求項1に記載の原反バッファ供給装置。
【請求項4】
前記取入れエリアに対応して設けられ、少なくとも前記取入れエリア以外の前記エリアに配置された前記貯留ユニットの前記保持部における前記原反の有無についての情報を表示可能な原反有無表示手段を備えることを特徴とする請求項1に記載の原反バッファ供給装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、容器フィルムの原反を貯留するとともに、貯留した原反をブリスタ包装機に供給可能な原反バッファ供給装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
ブリスタシートは、錠剤等の内容物が充填されるポケット部の形成された容器フィルムと、その容器フィルムに対しポケット部の開口側を密封するように取着されるカバーフィルムとを備えている。
【0003】
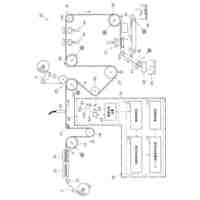
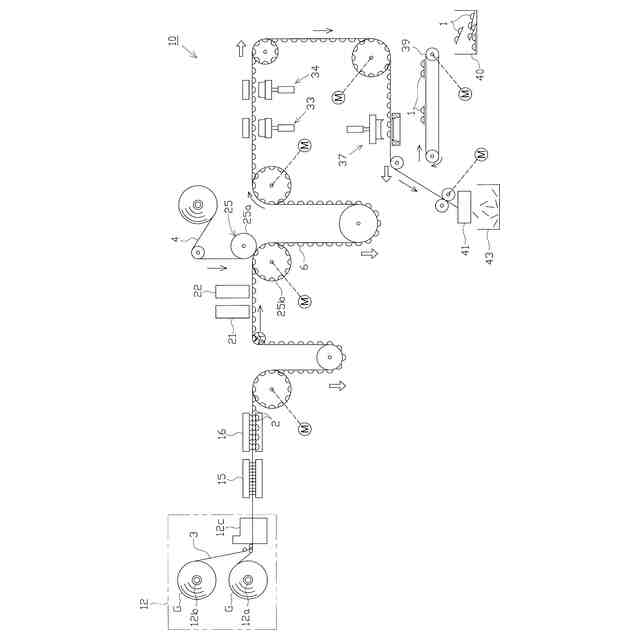
ブリスタシートを製造するためのブリスタ包装機は、ポケット部形成手段や充填手段、取着手段、打抜手段などを備えている。ポケット部形成手段は、容器フィルムに対し複数のポケット部を形成し、充填手段は、ポケット部に内容物を充填し、取着手段は、容器フィルムに対しカバーフィルムを取着する。また、打抜手段は、容器フィルムに対しカバーフィルムが取着されてなる帯状のブリスタフィルムを、ブリスタシートの外縁形状に対応する打抜きラインにて打抜く。ブリスタフィルムにおける打抜かれた部位が、ブリスタシートとなる。
【0004】
また、ブリスタシートの連続生産を可能とすべく、ブリスタ包装機に対し、容器フィルムの原反(フィルムロール)を自動的に供給するための自動供給装置が知られている(例えば、特許文献1等参照)。この自動供給装置は、多数の原反を搭載するとともにコンピュータで走行が制御される搬送車、該搬送車から下流へと原反を受け渡すための転送装置、該転送装置によって受け渡された原反を搬送するコンベア、及び、該コンベアによって搬送された原反をブリスタ包装機側へと受け渡すためのローダなどを備えている。ブリスタ包装機には、複数の支持軸を有してなるフィルム保持機構が設けられており、前記ローダは、前記支持軸に原反を装着する。
【0005】
そして、ブリスタ包装機は、前記支持軸に装着された原反を利用して、ブリスタシートの製造を行う。尚、ブリスタ包装機は、フィルム自動接続装置を有することがある。フィルム自動接続装置は、1の支持軸に装着された原反に係る容器フィルムのほぼ全てが消費された段階になると、使用中の容器フィルムの終端部とその他の支持軸に装着された原反に係る容器フィルムの始端部とを自動的に接続する。
【0006】
ところで、上述の自動供給装置においては、コンベアに受け渡すための原反を、コンピュータで走行が制御された搬送車により搬送する等の必要があるから、装置の製造などに係るコストが比較的高いものとなるおそれがある。そこで、コストの低減を図るべく、複数の巻取りウエブを一時的に貯留可能なストッカに係る技術(例えば、特許文献2等参照)を利用し、巻取りウエブに代えて原反を一時的に貯留することとしたストッカから前記コンベアへと原反を順次供給するように構成することが考えられる。
【0007】
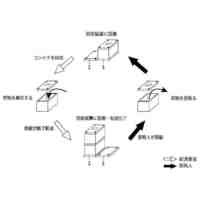
尚、このストッカは、無端チェーンと、該無端チェーンに一定間隔で設けられ、原反を保持可能な少なくとも8個の受け部材と、無端チェーンを間欠送りすることで受け部材を一定距離だけ移動させる駆動装置とを備え、所定の搬入位置に配置された受け部材へと原反を取入れ可能とされる一方、所定の排出位置に配置された受け部材から原反を取出し可能に構成される。受け部材からの原反の取出しは、前記排出位置に配置された受け部材が自動的に傾斜し、この受け部材から原反が自重によって転がり出すことで行われる。
【先行技術文献】
【特許文献】
【0008】
特開平8-165041号公報
特許第2873390号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
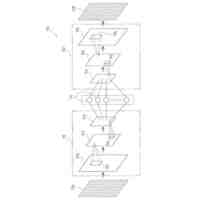
しかしながら、上記ストッカにおいては、一部の受け部材のみが既に原反を保持する一方、その他の受け部材が原反を保持していない場合に、原反を保持していない空の受け部材へと新たな原反を取入れるために長い待ち時間が必要となり、結果的に、ストッカに対する原反の補充作業に多大な時間を要するおそれがある。この点、図16~18を参照して、12個の受け部材を有するストッカにおいて、5個の受け部材のみが原反を保持している状態を例として説明する。受け部材を12個としたのは、1つの原反が30~60分程度で消費されるとした場合、ブリスタ包装機の終夜運転を可能とするためには、少なくともこの程度の数の受け部材を設けて、十分な数の原反を貯留可能とする必要があることによる。尚、図16~18では、受け部材Uを簡略化して示す。
【0010】
まず、図16に示すように、搬入位置H1に位置する空の受け部材Uへと原反Gを取入れることができる。しかしながら、その次の空の受け部材Uへと原反Gを取り入れるためには、図17に示すように、搬出位置H2に位置する受け部材Uにより保持された原反Gを取出した上で、各受け部材Uを間欠送りする必要がある。ここで、上記の通り原反Gの消費には30~60分程度要するため、搬入位置H1に位置する受け部材Uに原反Gを取入れてから、その次の受け部材Uへと原反Gを取入れ可能となるまでには、30~60分程度の待ち時間が発生することとなる。そのため、空の受け部材Uへと原反Gを順次取入れるにあたっては、図18に示すように、30~60分程度待った上で、原反Gを取出し、受け部材Uを間欠送りした後、原反Gを取入れるという作業を繰り返す必要がある。そして、最終的に搬出位置H2側に位置する原反Gの全てを取出すことができれば、それ以降は上記のような待ち時間を発生させることなく、原反Gを順次取入れることができるが、原反Gの取入れ開始からこの段階になるまでには長時間が経過している。従って、上記ストッカにおいては、原反の補充作業に多大な時間を要するおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
CKD株式会社
把持装置
2日前
CKD株式会社
巻回装置
4か月前
CKD株式会社
把持装置
2か月前
CKD株式会社
流体制御弁
1か月前
CKD株式会社
流体制御弁
4か月前
CKD株式会社
流体制御弁
3か月前
CKD株式会社
昇降助力装置
9日前
CKD株式会社
回転ジョイント
4か月前
CKD株式会社
アーム型助力装置
25日前
CKD株式会社
パルスエア発生装置
25日前
CKD株式会社
原反バッファ供給装置
3か月前
CKD株式会社
シート情報確認システム
3日前
CKD株式会社
噴出ヘッドの流速検査装置
2日前
CKD株式会社
検査装置及びブリスタ包装機
3か月前
CKD株式会社
栽培装置、及び栽培システム
2日前
CKD株式会社
半田検査装置及び半田検査方法
5か月前
株式会社荏原製作所
温度制御システム
2か月前
CKD株式会社
トレイシール機及びトレイパックの製造方法
4か月前
CKD株式会社
ブリスタシートの製造方法及びブリスタ包装機
4か月前
CKD株式会社
シール手段異常検出システム及びブリスタ包装機
2か月前
CKD株式会社
半田フィレット検査装置及び半田フィレット検査方法
5か月前
個人
束ね具
26日前
個人
収容箱
4か月前
個人
コンベア
6か月前
個人
段ボール箱
8か月前
個人
段ボール箱
8か月前
個人
容器
10か月前
個人
ゴミ収集器
8か月前
個人
バンド
3か月前
個人
土嚢運搬器具
9か月前
個人
角筒状構造体
6か月前
個人
宅配システム
8か月前
個人
楽ちんハンド
6か月前
個人
テープ引出機
26日前
個人
包装容器
2か月前
個人
お薬の締結装置
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ