TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104931
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223125
出願日
2023-12-28
発明の名称
チップ及び切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250703BHJP(工作機械;他に分類されない金属加工)
要約
【課題】BTA加工における切れ味の向上や切り屑の排出性の改善に有利な刃先設計等の実現。
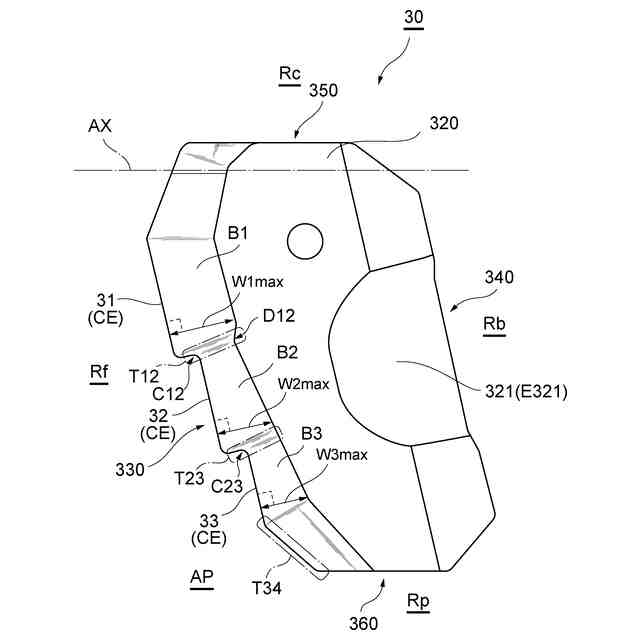
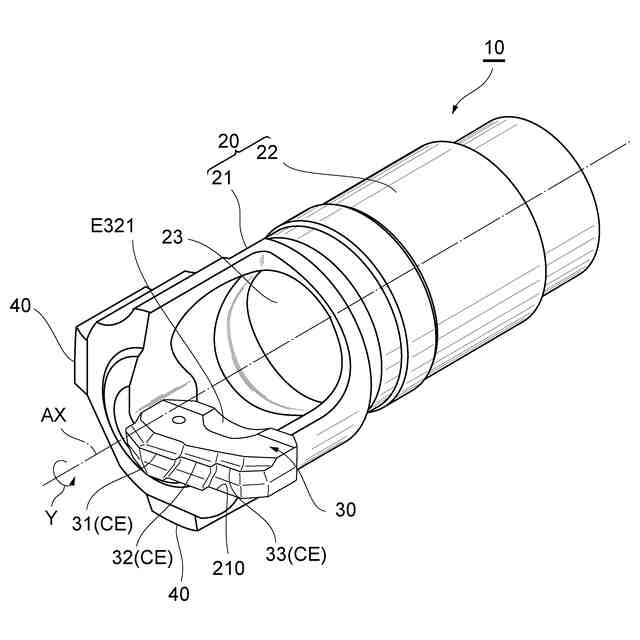
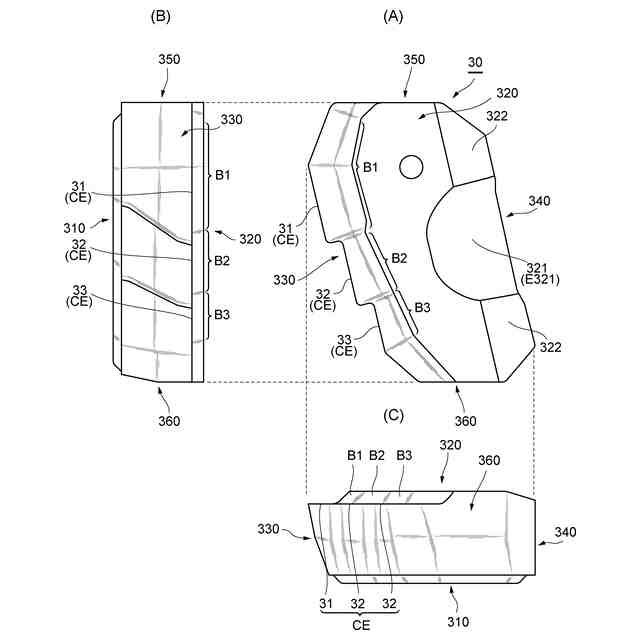
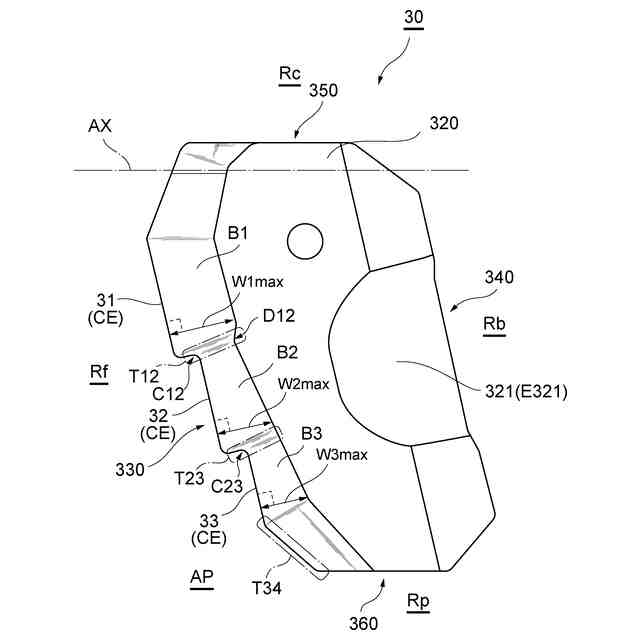
【解決手段】チップ30は、切削工具10のボディに取り付けられ、切れ刃CEが設けられた先端部330、及び、それに対向する後端部340を備える。先端部330においては、切れ刃CEが、内側面350側に配置される中心刃31、及び、外側面360側に配置される外周刃33を含むステップ(階段)状に形成されている。また、切れ刃CEに関するすくい面(第2面320)において、中心刃31及び外周刃33のそれぞれに対応する部位に、チップブレーカB1,B3が形成されている。そして、中心刃31に対応する部位のチップブレーカB1の最大幅W1
max
が、外周刃33に対応する部位のチップブレーカB3の最大幅W3
max
よりも大きくされている。
【選択図】図4
特許請求の範囲
【請求項1】
穴あけ加工に用いられるチップであって、
切れ刃が設けられた先端部、及び、該先端部に対向する後端部、並びに、前記先端部と前記後端部とを接続する第1側面、及び、該第1側面に対向する第2側面を備え、
前記先端部においては、
前記切れ刃は、前記第1側面側に配置される第1切れ刃、及び、前記第2側面側に配置される第2切れ刃を含むステップ状に形成されており、
前記切れ刃に関するすくい面において、前記第1切れ刃及び前記第2切れ刃のそれぞれに対応する部位に、チップブレーカが形成されており、
前記第1切れ刃に対応する部位のチップブレーカの最大幅が、前記第2切れ刃に対応する部位のチップブレーカの最大幅よりも大きくされている、
チップ。
続きを表示(約 660 文字)
【請求項2】
前記第2切れ刃に対応する部位のチップブレーカの幅が、前記第1側面側から前記第2側面側に向かって連続的又は断続的に広くなる、請求項1記載のチップ。
【請求項3】
前記先端部においては、前記第2側面と前記第2切れ刃との間に面取部が形成されている、請求項1又は2記載のチップ。
【請求項4】
前記すくい面に、前記先端部に対向する後端部に向かって下降する傾斜面を有し、且つ、切削工具のボディに設けられたクーラント及び切り屑の排出孔に接続する、凹部が形成されている、請求項1乃至3の何れか記載のチップ。
【請求項5】
ボディと、
前記ボディに取り付けられたチップと、
を備えており、
前記チップは、切れ刃が設けられた先端部、及び、該先端部に対向する後端部、並びに、前記先端部と前記後端部とを接続する第1側面、及び、該第1側面に対向する第2側面を備え、
前記チップの先端部においては、
前記切れ刃が、前記第1側面側に配置される第1切れ刃、及び、前記第2側面側に配置される第2切れ刃を含むステップ状に形成されており、
前記切れ刃に関するすくい面において、前記第1切れ刃及び前記第2切れ刃のそれぞれに対応する部位に、チップブレーカが形成されており、
前記第1切れ刃に対応する部位のチップブレーカの最大幅が、前記第2切れ刃に対応する部位のチップブレーカの最大幅よりも大きくされている、
切削工具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、チップ、及び当該チップを備えた切削工具に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
被削材に深穴を形成するための加工方法の一つとして、「BTA」(Boring and Trepanning Association)と称される加工方法が挙げられる。一般に、BTA加工においては、切削で生じた切り屑を、切削工具の内部に形成された排出孔を通して外部へと排出させる。このため、例えば、チップの切れ刃に段差を設けてステップ形状にすることにより、切れ刃の中心刃側と外周刃側で切り屑を分断して細分化する機構を有する切削工具が知られている。その際、中心刃側の切り屑は比較的分厚くなる一方、外周刃側の切り屑は比較的薄く延び易くなる傾向にある。よって、このような傾向に応じて切り屑の形状をより好適に調整するための対策が求められている。かかる要求に応える方策の候補として、切れ刃に設ける段差を略V字形状をなす切欠きで形成したチップが提案されている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
実願昭57-88267号(実開昭58-191913号)のマイクロフィルム
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来のチップでは、切り屑が延びる方向(伸展方向)を制御することにより、外周刃側の切り屑における過度の伸展を抑制することが意図されている。しかし、BTA加工における被削材の切れ味や切り屑の排出性を向上させる観点から望まれる切り屑の形状制御としては、未だ十分な解決には至っていない。特に、外周刃側の比較的薄くて延びやすい切り屑の形状を良好に制御することが切望されている。
【0005】
そこで、本開示は、BTA加工で生じ得る比較的薄く延び易い切り屑における過度の延びを抑制することができ、これにより、BTA加工における切れ味の向上や切り屑の排出性の改善にとって有利な刃先設計及び切り屑処理を実現することができるチップ、及び当該チップを備えた切削工具を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本開示は、以下の構成を採用する。
【0007】
〔1〕本開示によるチップの一例は、例えば、被削材の穴あけ加工に用いられ、切削工具のボディに取り付けられるチップである。具体的には、当該チップは、切れ刃が設けられた先端部、及び、該先端部に対向する後端部、並びに、前記先端部と前記後端部とを接続する第1側面、及び、該第1側面に対向する第2側面を備える。また、その先端部においては、切れ刃が、第1側面側に配置される第1切れ刃、及び、第2側面側に配置される第2切れ刃を含むステップ状に形成されている。さらに、切れ刃に関するすくい面において、第1切れ刃及び第2切れ刃のそれぞれに対応する部位に、チップブレーカが形成されている。そして、第1切れ刃に対応する部位のチップブレーカの最大幅が、第2切れ刃に対応する部位のチップブレーカの最大幅よりも大きくされている。
【0008】
ここで、本開示における「チップブレーカの幅」とは、チップの平面視において、各切れ刃の延在方向と交差する方向(例えば直交する方向であるが、これに限定されない)に沿う幅を示し、或いは、切れ刃とその切れ刃に向くチップブレーカ(壁)の上面との境界部の幅を示す。
【0009】
かかる構成では、切れ刃がステップ(階段)状に形成されて、第1切れ刃と第2切れ刃との間に段差が画成されるので、切り屑が分断されて小片化される。また、第1切れ刃及び第2切れ刃のそれぞれに対応する部位のチップブレーカの最大幅の上記関係により、第1切れ刃に関して、チップブレーカにおける「壁」までの距離が遠くなるので、切り屑を強制的にカールさせる作用が弱くなり、これにより、切り屑が厚くても曲げ易くなる。一方、第2切れ刃に関しては、チップブレーカにおける「壁」までの距離が近くなるので、切り屑を強制的にカールさせる作用が強くなり、これにより、切り屑が薄くても適度に丸め易く或いは小さく折断し易くなる。すなわち、本開示によれば、第2切れ刃に対応する部位のチップブレーカの幅が、第1切れ刃に対応する部位のチップブレーカの幅に対して相対的に狭くされるので、薄く延び易い切り屑のカール径をより小さくすることできる。その結果、BTA加工における切れ味の向上や切り屑の排出性の改善にとって有利な刃先設計及び切り屑処理を実現及び提供することができる。
【0010】
〔2〕上記構成では、第2切れ刃に対応する部位のチップブレーカの幅が、第1側面側から第2側面側に向かって連続的又は断続的に広くなるようにしてもよい。かかる構成においては、第2切れ刃ひいては切れ刃による切り屑の形状制御を更に行い易くなる利点がある。より具体的には、穴あけ加工(ドリル加工)の特徴として、切削工具の回転中心では切削速度は略ゼロとなり、外周側ほど切削速度が速くなるため、外周側の切り屑は比較的速く流れ、中心側の切り屑は比較的ゆっくり流れる傾向にある。このとき、切り屑をすくい面側から視認すると、内側に中心を有する扇形にカールするので、切れ刃に対応するチップブレーカの幅が一定(同じ)の場合、切り屑は外周側でしか「壁」としてのチップブレーカに当たらないのに対し、上記構成のように外周側に向かってチップブレーカの幅を広くする(すなわち、チップブレーカも扇形状にする)ことにより、切り屑を「壁」全体に当てることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社タンガロイ
工具ボディ及び回転切削工具
8日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
11日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
13日前
株式会社FUJI
工作機械
28日前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
多軸ねじ締め機
3か月前
有限会社 ナプラ
金属粒子
4か月前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
株式会社FUJI
チャック装置
4か月前
大見工業株式会社
ドリル
6日前
株式会社トヨコー
被膜除去方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
トヨタ自動車株式会社
接合方法
3か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社不二越
管用テーパタップ
3か月前
住友重機械工業株式会社
加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
大肯精密株式会社
自動送り穿孔機
3か月前
株式会社コスメック
クランプ装置
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































