TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103940
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023221701
出願日
2023-12-27
発明の名称
バックシールド治具及びそれを用いた金属管の溶接方法
出願人
株式会社高田工業所
代理人
個人
,
個人
,
個人
主分類
B23K
37/00 20250101AFI20250702BHJP(工作機械;他に分類されない金属加工)
要約
【課題】シート材の周縁部でチューブを覆った状態が安定して保たれるバックシールド治具及びそれを用いた金属管の溶接方法を提供する。
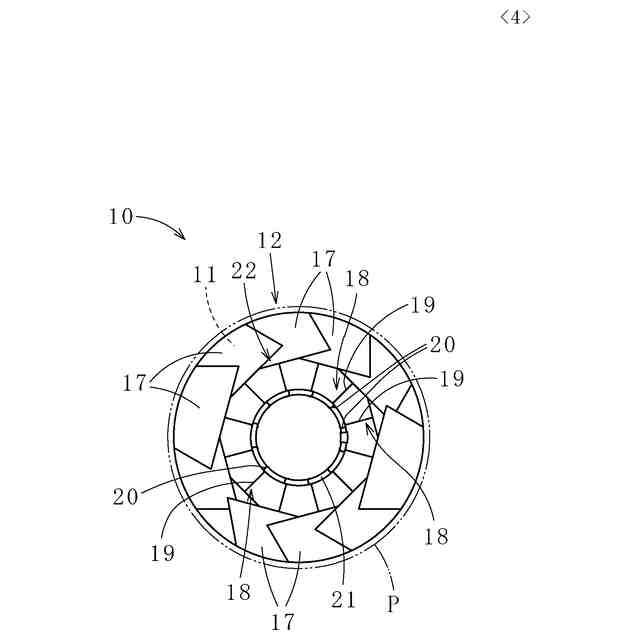
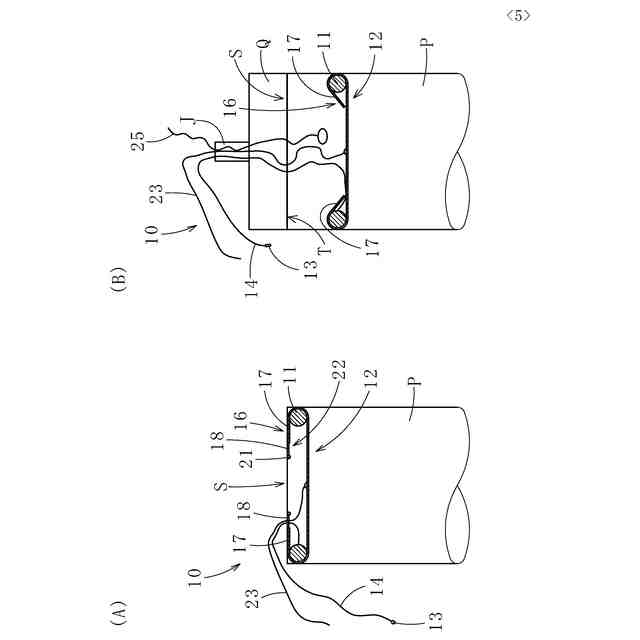
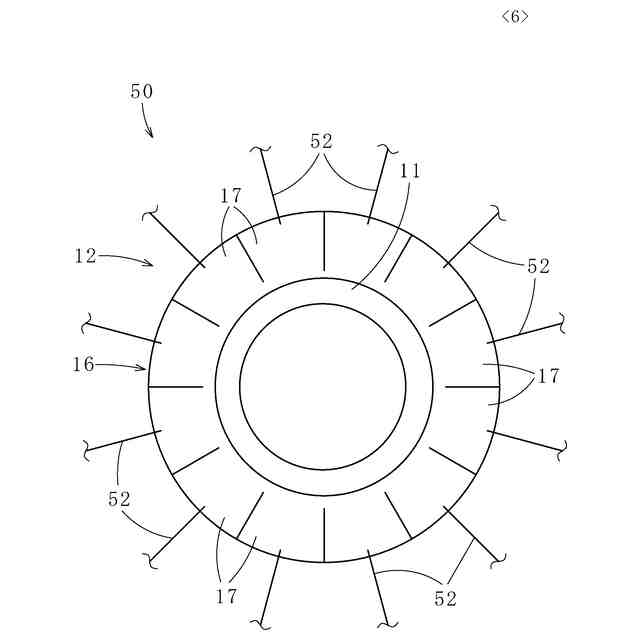
【解決手段】リング状のチューブ11と、チューブ11を覆っている周縁部16がチューブ11及び金属管Pの内側により挟まれた状態で金属管P内に配されて金属管P内を塞ぐシート材12とを有するバックシールド治具であって、シート材12は、周縁部16が周方向に形成されたN個の分割片17を備え、周縁部16が全周に亘って、流体が充填されたチューブ11の中心部側に折られてチューブ11を覆い、N個の分割片17のうち2組の対向する分割片17を含むM個の分割片17に対し、チューブ11の中心部向きの力を作用させて、周縁部16がチューブ11を覆った状態を維持するシート仮留手段22が、周縁部16に取り付けられている。但し、Nは4以上の整数であり、Mは4以上N以下の整数である。
【選択図】図5
特許請求の範囲
【請求項1】
リング状のチューブと、前記チューブを覆っている周縁部が前記チューブ及び金属管の内側により挟まれた状態で前記金属管内に配されて該金属管内を塞ぐシート材とを有するバックシールド治具であって、
前記シート材は、前記周縁部が周方向に形成されたN個の分割片を備え、前記周縁部が全周に亘って、流体が充填された前記チューブの中心部側に折られて前記チューブを覆い、
前記N個の分割片のうち2組の対向する前記分割片を含むM個の前記分割片に対し、前記チューブの中心部向きの力を作用させて、前記周縁部が前記チューブを覆った状態を維持するシート仮留手段が、前記周縁部に取り付けられていることを特徴とするバックシールド治具。
但し、Nは4以上の整数であり、Mは4以上N以下の整数である。
続きを表示(約 2,000 文字)
【請求項2】
請求項1記載のバックシールド治具において、前記シート仮留手段は、前記M個の分割片にそれぞれ取り付けられたM個の長尺部材と、前記M個の長尺部材に取り付けられて、前記M個の長尺部材に前記チューブの中心部向けの張力を作用させる留め具とを備えることを特徴とするバックシールド治具。
【請求項3】
請求項2記載のバックシールド治具において、前記長尺部材は、一側が前記分割片に固定された紐状の弾性体及び前記弾性体の他側に設けられた輪部を有し、前記留め具は、線状で前記M個の長尺部材それぞれの前記輪部を挿通し、両側端部が連結されて環状となり、挿通している前記M個の輪部の抜け落ちを防止した状態となることを特徴とするバックシールド治具。
【請求項4】
請求項2記載のバックシールド治具において、前記長尺部材は、一側が前記分割片に固定され、他側に輪部が設けられた紐状の非弾性体であって、前記留め具は、各前記長尺部材の前記輪部を挿通した環状の弾性部材であることを特徴とするバックシールド治具。
【請求項5】
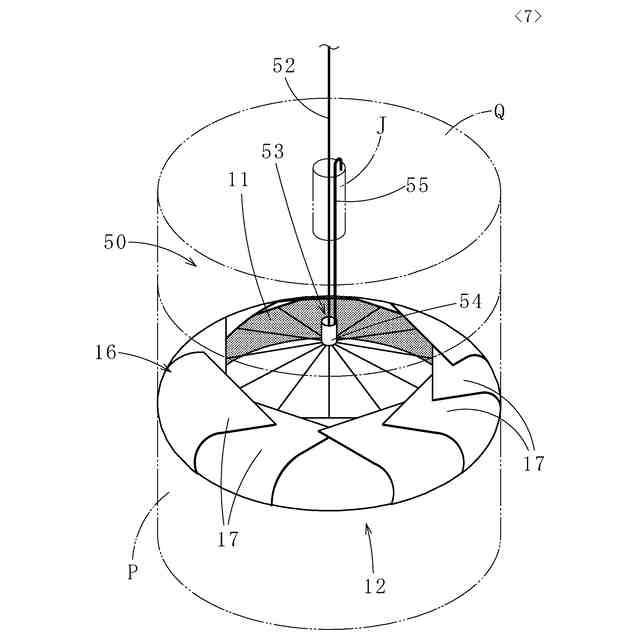
請求項1記載のバックシールド治具において、前記シート仮留手段は、前記M個の分割片にそれぞれ一端部が固定されたM個の長尺部材と、貫通孔が形成された束ね部と、前記束ね部に一端部が連結され他端部が前記金属管の外側空間に配される支持部材とを備え、各前記長尺部材は、前記一端部まで距離を有する部分が前記チューブの中心部近傍に配された前記貫通孔を挿通し、他端部が前記金属管の外側空間に配された状態で、張力を与えられて、前記M個の前記分割片に前記チューブの中心部向きの力を作用させることを特徴とするバックシールド治具。
【請求項6】
リング状のチューブを覆っている周縁部が前記チューブ及び金属管の内側により挟まれたシート材によって前記金属管内の開口部近傍を塞いだ状態で、前記開口部に金属物を溶接する溶接方法であって、
周縁部にN個の分割片が周方向に形成された前記シート材の前記周縁部の内側に、流体が充填された前記チューブを重ねた状態にし、前記周縁部を全周に亘り前記チューブの中心部側に折って、前記周縁部で前記チューブを覆う第1の工程と、
前記N個の分割片のうち2組の対向する前記分割片を含むM個の前記分割片に対し、前記チューブの中心部向きの力を作用させるシート仮留手段で、前記周縁部が前記チューブを覆った状態を維持して、前記シート材を前記チューブに取り付ける第2の工程と、
前記M個の分割片に前記チューブの中心部向きの力を作用させた状態で前記シート材を前記チューブと共に前記開口部から前記金属管内に押し込む第3の工程と、
前記開口部に金属物を近接させて、前記金属管内の前記開口部近傍への大気の流入を制限する第4の工程と、
前記金属管内の前記開口部近傍に不活性ガスを供給して大気を前記不活性ガスに置換した後、前記金属管及び前記金属物を前記金属管の外側から溶接する第5の工程とを有することを特徴とする金属管の溶接方法。
但し、Nは4以上の整数であり、Mは4以上N以下の整数である。
【請求項7】
請求項6記載の金属管の溶接方法において、前記シート仮留手段は、前記M個の分割片にそれぞれ取り付けられたM個の長尺部材と、前記M個の長尺部材に取り付けられて、前記M個の長尺部材に前記チューブの中心部向けの力を作用させる留め具とを備え、前記留め具を、前記第3の工程の後、前記第4の工程の前に、前記M個の長尺部材から取り外し、前記金属管の外側空間に取り出すことを特徴とする金属管の溶接方法。
【請求項8】
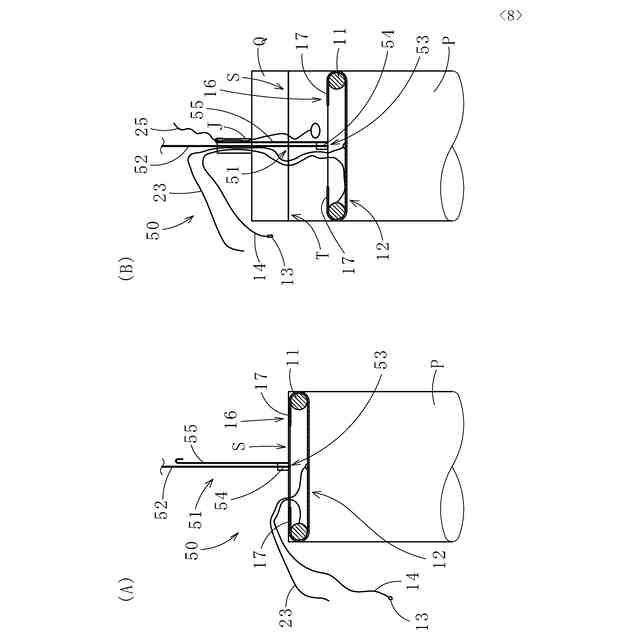
請求項6記載の金属管の溶接方法において、前記各長尺部材は紐材であり、前記シート仮留手段は、前記M個の分割片にそれぞれ一端部が固定されたM個の長尺部材と、貫通孔が形成された束ね部と、前記束ね部に連結された支持部材とを備え、
前記第3の工程で、前記チューブの中心部近傍に配した前記貫通孔に、各前記長尺部材を挿通させ、前記各長尺部材に張力を与えて、前記M個の分割片に前記チューブの中心部向きの力を作用させた状態にし、
前記第4の工程で、前記各長尺部材の他端部及び前記支持部材の他端部が、前記開口部に接触した前記金属物に設けられた取出口から外側に出た状態にし、前記第5の工程まで、前記各長尺部材の外側に出ている領域に力を作用させて前記各長尺部材に張力を与え、
前記第5の工程後、前記各長尺部材の前記取出口から外側に出ていた領域を前記取出口を介して前記金属管内に入れ、前記M個の分割片に作用していた前記チューブの中心部向きの力を解除することを特徴とする金属管の溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属管の溶接部の裏面をバックシールドガスにより大気から遮蔽した状態にするバックシールド治具及びそれを使用した金属管の溶接方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
大気中での溶接によって容易に酸化するステンレス鋼等の金属を材料とした2つの金属管を溶接により連結する際、溶接部(通常は各金属管の開口部が接触した箇所の近傍)の裏側、即ち、金属管の内面側の酸化防止のために、金属管において溶接部の裏側に当たる部分を含む領域を不活性ガス雰囲気にする。金属管内の所定領域を不活性ガス雰囲気にする方法として、金属管内の所定箇所を塞ぐバックシールド治具を金属管内に設置する方法があり、その具体例が、特許文献1に開示されている。
【0003】
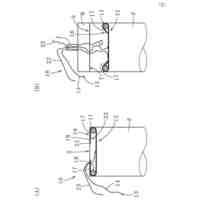
特許文献1に開示されているバックシールド治具は、円形状のシート材及びシート材より直径が短いリング状のチューブを有する。作業者は、シート材及び空気を充填して膨らませたチューブを、金属管外に設置された平坦な作業台の上で各中心が一致するように重ね、その後、シート材の周縁部を全周に亘って中心側に折って、チューブがシート材の周縁部で覆われた状態にする。
【0004】
作業者は、シート材及びシート材の周縁部で覆われたチューブを、金属管の開口部から金属管内に入れ、シート材の周縁部全体がチューブと金属管の内面で挟まれてシート材を展張した状態にした後、シート材及びチューブを金属管内の所定位置まで押し込み、金属管内の所定位置をシート材によって塞ぐ。
次に、チューブに一端部が連結された空気供給用ホース経由でチューブ内に空気を充填し、チューブ内の圧力を、バックシールド治具によるシール、並びに、チューブ及びシート材の固定に必要な値まで高めて、シート材及びチューブを金属管内に設置する。これにより、溶接部を含む金属管内の所定空間が閉鎖された空間となる。
【0005】
その後、その閉鎖空間に不活性ガスを注入して閉鎖空間内の大気を不活性ガスに置換し、金属管を溶接する。
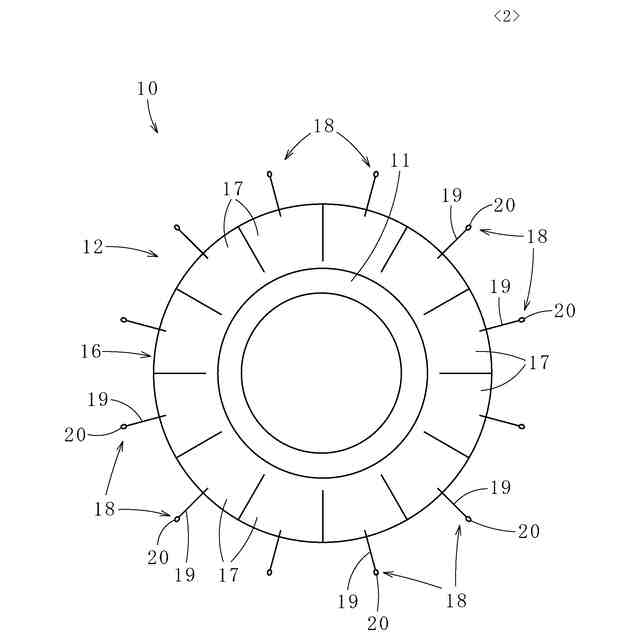
ここで、金属管内に設置されたシート材の周縁部に撚れが生じていると、バックシールド治具と金属管の内面の間のシール性が低下することとなる。そのため、シート材の周縁部には、複数個所の半径方向の切れ込みにより分割片が形成され、シート材の周縁部に撚れが生じるのを防止している。
【0006】
金属管の溶接が完了した後、作業者は、チューブから空気を抜いてチューブを収縮させ、金属管に形成されていた取出口を介して金属管外に出されていた空気供給用ホースの他端部を引いて、チューブを取出口経由で金属管から取り出す。シート材には、一端部が取出口経由で金属管外に配された紐の他端部が固定されており、作業者は、その紐を引いて、シート材も取出口経由で金属管から取り出す。
【先行技術文献】
【特許文献】
【0007】
特開2004-344938号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1は、シート材の分割片でチューブを覆った状態で、シート材及びチューブを金属管内に押し込むことから、シート材及びチューブの向きによっては重力等でシート材の分割片がチューブから外れることがある。更に、シート材及びチューブを金属管内に押し込む際に生じるシート材と金属管の間の摩擦によって、チューブに対しシート材の分割片がずれて、チューブから分割片が外れることもある。その結果、シート材及びチューブの金属管への設置に時間を要するという問題が生じる。
【0009】
本発明は、かかる事情に鑑みてなされたもので、シート材の周縁部でチューブを覆った状態が安定して保たれるバックシールド治具及びそれを用いた金属管の溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
前記目的に沿う第1の発明に係るバックシールド治具は、リング状のチューブと、前記チューブを覆っている周縁部が前記チューブ及び金属管の内側により挟まれた状態で前記金属管内に配されて該金属管内を塞ぐシート材とを有するバックシールド治具であって、前記シート材は、N個の分割片が周方向に形成された周縁部を備え、前記周縁部が全周に亘って、流体が充填された前記チューブの中心部側に折られて前記チューブを覆い、前記N個の分割片のうち2組の対向する前記分割片を含むM個の前記分割片に対し、前記チューブの中心部向きの力を作用させて、前記周縁部が前記チューブを覆った状態を維持するシート仮留手段が、前記周縁部に取り付けられている。但し、Nは4以上の整数であり、Mは4以上N以下の整数である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社高田工業所
バックシールド治具及びそれを用いた金属管の溶接方法
26日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
12日前
株式会社ダイヘン
溶接電源装置
10日前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
27日前
株式会社FUJI
工作機械
1か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
日進工具株式会社
エンドミル
3か月前
村田機械株式会社
レーザ加工機
2か月前
トヨタ自動車株式会社
接合方法
3か月前
株式会社トヨコー
被膜除去方法
2か月前
株式会社FUJI
チャック装置
4か月前
大見工業株式会社
ドリル
5日前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
28日前
大肯精密株式会社
自動送り穿孔機
3か月前
住友重機械工業株式会社
加工装置
1か月前
株式会社ダイヘン
溶接装置
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ