TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100050
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023217139
出願日
2023-12-22
発明の名称
摺動部材及びその製造方法
出願人
大同メタル工業株式会社
代理人
個人
,
個人
主分類
F16C
33/20 20060101AFI20250626BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】この発明は、摺動初期段階では摩擦係数を抑え、摺動中期若しくは摺動後期において低摩擦係数を維持しつつ優れた耐摩耗性を持たせられる摺動部材の提供を目的とする。
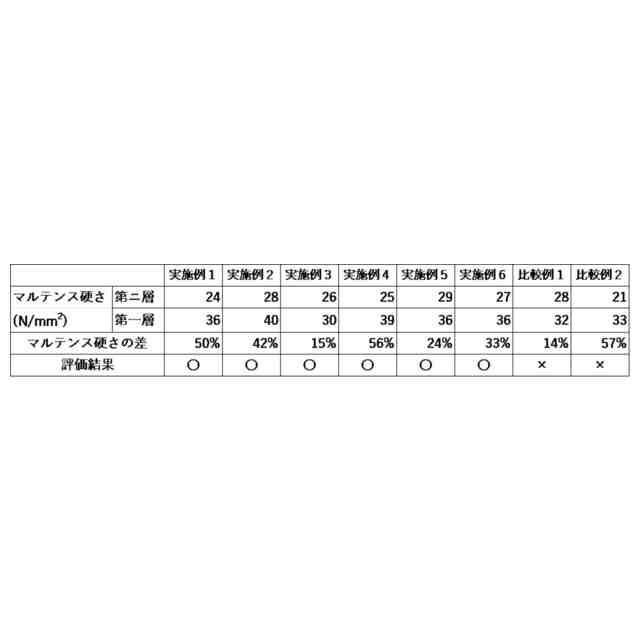
【解決手段】この発明の摺動部材は裏金層、多孔質金属層、及び該多孔質金属層を被覆するポリテトラフルオロエチレン材料を含む被覆層を備え、被覆層は多孔質金属層に含浸された第一層と該第一層上に積層された第二層とを備え、第一層のマルテンス硬さは第二層のマルテンス硬さより15%~56%高い、ここに、第一層のマルテンス硬さと前記第二層のマルテンス硬さとの差(%)の値は次のようにして得られる、
第一層のマルテンス硬さ/第二層のマルテンス硬さ)×100-100
摺動部材。
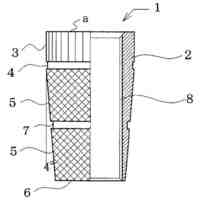
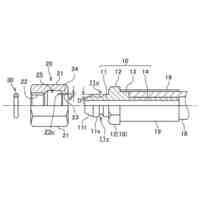
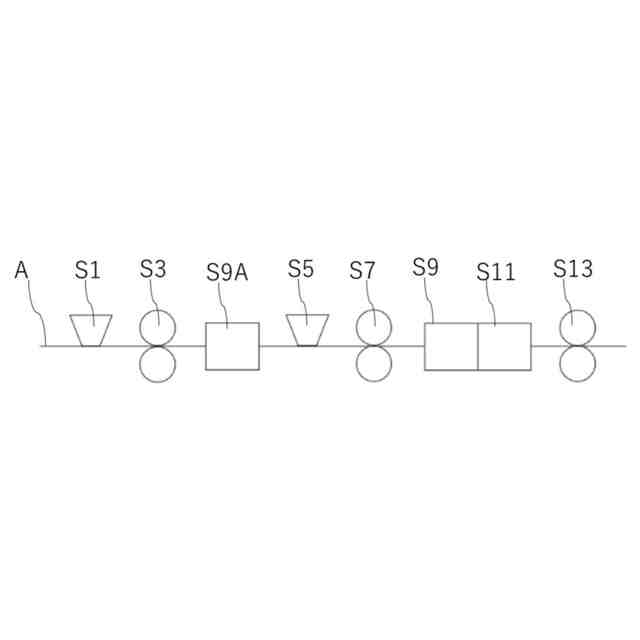
【選択図】 図1
特許請求の範囲
【請求項1】
裏金層、該裏金層の一面に形成された多孔質金属層、及び該多孔質金属層を被覆するポリテトラフルオロエチレン材料を含む被覆層を備える摺動部材であって、
前記被覆層は前記多孔質金属層に埋入された第一層と該第一層上に積層された第二層とを備え、前記第一層のマルテンス硬さは前記第二層のマルテンス硬さより15%~56%高い、ここに、第一層のマルテンス硬さと前記第二層のマルテンス硬さとの差(%)の値は次のようにして得られる、
第一層のマルテンス硬さ/第二層のマルテンス硬さ)×100-100
摺動部材。
続きを表示(約 860 文字)
【請求項2】
前記多孔質金属層は前記第一層内に埋没し、前記第一層と前記第二層の界面は前記多孔質金属層の表面に倣っている請求項1に記載の摺動部材。
【請求項3】
前記被覆層において少なくとも前記第二層には固体潤滑剤が配合されている、請求項1に記載の摺動部材。
【請求項4】
前記被覆層の前記第一層及び前記第二層には添加材が配合され、該添加材の配合量は5体積%~40体積%であり、前記添加材に固体潤滑剤が含まれている、請求項3に記載の摺動部材。
【請求項5】
裏金層の一面に多孔質金属層を形成するステップと、
前記多孔質金属層が埋るように第一フッ素樹脂材料を積層して第一前駆層を形成するステップと、
前記第一前駆層の表面を前記裏金層側へ加圧してその表面を平坦にする第一加圧ステップと、
加圧された前記第一前駆層の上に第二フッ素樹脂材料を積層して第二前駆層を形成するステップと、
前記第二前駆層の表面を前記裏金層側へ加圧してその表面を平坦にする第二加圧ステップと、
前記第二加圧ステップが終了した後に、前記第一前駆層の第一フッ素樹脂材料及び前記第二前駆層の第二フッ素樹脂材料を乾燥する乾燥ステップ及びこれらを焼結する焼結ステップと、を含み、
前記第一前駆層及び第二前駆層をそれぞれ第一層及び第二層として前記多孔質金属層を被覆する被覆層とする、摺動部材の製造方法。
【請求項6】
前記第二加圧ステップの前に、前記第一前駆層を乾燥する乾燥ステップが含まれる、請求項5に記載の製造方法。
【請求項7】
前記第二加圧ステップでは、前記第一前駆層と前記第二前駆層との界面が前記多孔質金属層の表面に倣うように加圧する、請求項6に記載の製造方法。
【請求項8】
前記第一フッ素樹脂材料と前記第二フッ素樹脂材料はいずれもポリテトラフルオロエチレン材料である、請求項5に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は摺動部材及びその製造方法の改良に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
裏金層上に形成された多孔質金属層をポリテトラフルオロエチレン(この明細書でPTFEと略することがある)材料を母材とする被覆層で被覆した摺動部材が知られている。
PTFEは摩擦係数が低く、耐薬品性や耐熱性にも優れているが、耐摩耗性に劣るため、固体潤滑剤や硬質粒子等の添加材を均一に充填することが一般的であった。
以上、特許文献1~3を参照されたい。
【先行技術文献】
【特許文献】
【0003】
特開2004-156650号公報
特開2017-190870号公報
特開2020-200909号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
摺動部材はその摺動初期段階において、摺動の相手との間に油膜を形成することが困難なことがあるため、摺動部材自体に、換言すれば、その最上層となる被覆層自体に、低い摩擦係数が求められる。
摺動が進むと油膜が形成されるので、摺動部材に求められる低摩擦性は摺動初期段階に比べてその重要度が低下する。しかし、その一方、より高い耐摩耗性が求められる。
PTFEを母材とする被覆層は添加材の分散態様を含め、全体が均一に形成されていた。このような摺動部材に、上で説明したような摺動の進行に応じてフレキシブルに摺動性能を変化させることは困難であった。
そこでこの発明は、摺動初期段階では摩擦係数を低く、摺動中期若しくは摺動後期において低摩擦係数を維持しつつ優れた耐摩耗性を持たせられる摺動部材の提供を目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、かかる課題を解決するために鋭意検討を重ねてきた結果、摺動部材の被覆層の表面層を、その内側層に比べて柔らかくすれば次のような作用が得られると考えた。即ち、摺動初期段階において比較的柔らかな表面層により摩擦係数を低くすることができ、かつ、摺動が進んだ後は比較的硬い内側層によりPTFE本来の低摩擦係数を維持しつつ、耐摩耗性が発揮される。
この発明の第1局面は、かかる発明者らの知見に基づきなされたものである。即ち、
裏金層、該裏金層の一面に形成された多孔質金属層、及び該多孔質金属層を被覆するポリテトラフルオロエチレン材料を含む被覆層を備える摺動部材であって、
前記被覆層は前記多孔質金属層に含浸された第一層と該第一層上に積層された第二層とを備え、前記第一層のマルテンス硬さは前記第二層のマルテンス硬さより15%~56%高い、ここに、第一層のマルテンス硬さと前記第二層のマルテンス硬さとの差(%)の値は次のようにして得られる、
第一層のマルテンス硬さ/第二層のマルテンス硬さ)×100-100
摺動部材。
【0006】
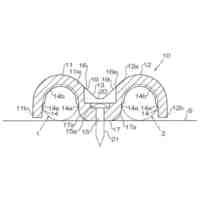
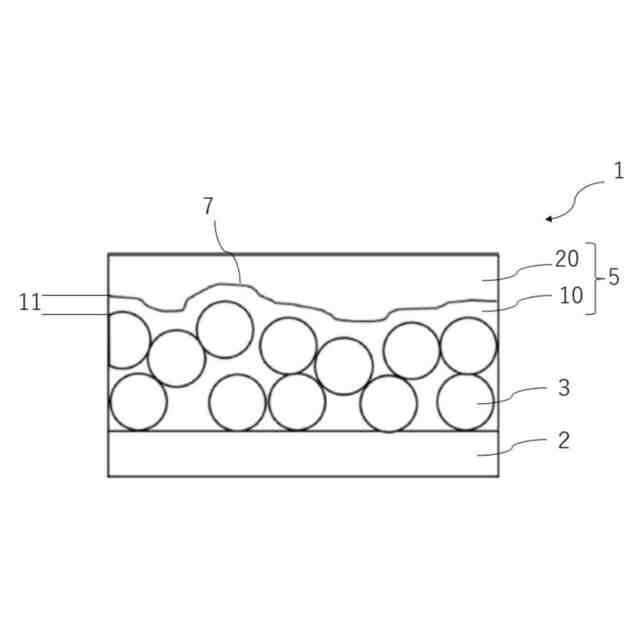
このように規定される第1局面の摺動部材によれば、その被覆層が表面側の第二層と、その内側において多孔質金属層に埋入された第一層とを備えており、内側の第一層が表面側の第二層より硬くされている。
そして、硬さの差を15%~56%とすることで、PTFEを母材とする被覆層の摺動特性を、摺動初期段階では摩擦係数が抑えられ、摺動中期若しくは摺動後期において低摩擦係数を維持しつつ耐摩耗性に優れたものとすることができる。
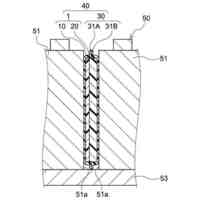
ここにマルテンス硬さは国際規格ISO14577に準拠した測定方法を実施することで得られる。
第一層及び第二層の各マルテンス硬さは、摺動部材の断面に現れた第一層及び第二層の母材領域(PTFE領域)に対して垂直方向にプローブを押し当てて測定されたものを採用することができる。
【0007】
この発明の第2局面は次のように規定される。即ち、
第1局面の摺動部材において、前記多孔質金属層は前記第一層内に埋没し、前記第一層と前記第二層の界面は前記多孔質金属層の表面に倣っている。
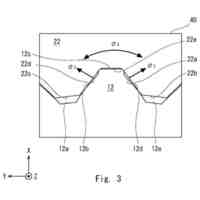
多孔質金属層は、一般的に金属粒子を焼結して形成されるので、その表面は金属粒子やその粒子塊の表面に沿った凹凸形状となる。
第2局面で規定の摺動部材では、第一層と第二層との界面がかかる凹凸形状の多孔質金属層の表面に倣わされている。比較的軟質な第二層の摩耗が進行しても、その進行は第一層との界面において、耐摩耗性の高い第一層により抑制される。このとき、第一層と第二層との界面には多孔質金属層の表面に倣った凹凸があるので、その凹の部分に第二層を構成する比較的柔らかなPTFE材料が残留している。換言すれば、第二層が殆ど摩耗消失しても第一層の表面に第二層を構成する比較的柔らかなPTFE材料が残留するので、摺動部材の初期摺動段階の油膜が不充分な状態においても低い摩擦係数を確保できる。
【0008】
上記において、第一層と第二層のPTFEは同一材料とすることが好ましい。両者を確実に結合させるためである。
第二層には固体潤滑剤を配合することが好ましい(第3局面)。低摩擦性を維持しつつ耐摩耗性を付与するためである。
また、第二層をはじめ第一層には添加材を配合することができる。この添加材の配合量は5体積%~40体積%であり、前記添加材には固体潤滑剤が含まれていることが望ましい(第4局面)。かかる配合割合において、低摩擦性を維持しつつ耐摩耗性を確保できる。
【0009】
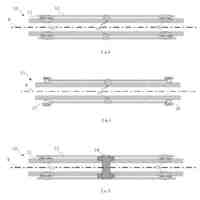
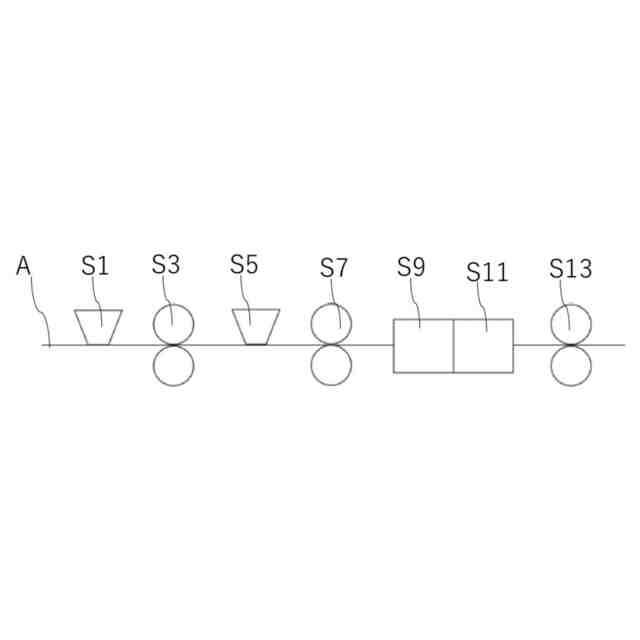
この発明の第5局面は第1局面に規定の摺動部材の製造方法を規定する。即ち、
裏金層の一面に多孔質金属層を形成するステップと、
前記多孔質金属層が埋まるように第一フッ素樹脂材料を積層して第一前駆層を形成するステップと、
前記第一前駆層の表面を前記裏金層側へ加圧してその表面を平坦にする第一加圧ステップと、
加圧された前記第一前駆層の上に第二フッ素樹脂材料を積層して第二前駆層を形成するステップと、
前記第二前駆層の表面を前記裏金層側へ加圧してその表面を平坦にする第二加圧ステップと、
前記第二加圧ステップが終了した後に、前記第一前駆層の第一フッ素樹脂材料及び前記第二前駆層の第二フッ素樹脂材料を乾燥する乾燥ステップ及びこれらを焼結する焼結ステップと、を含み、
前記第一前駆層及び第二前駆層をそれぞれ第一層及び第二層として前記多孔質金属層を被覆する被覆層とする、摺動部材の製造方法。
【0010】
このように規定される第5局面の製造方法によれば、第一フッ素樹脂材料の積層体である第一前駆層には第一加圧ステップと第二加圧ステップとにより二段階の加圧がなされるのに対し、第二前駆層には第二加圧ステップによる一段階の加圧しか印加されていない。
その結果、第一前駆層を構成する第一フッ素樹脂材料は、第二前駆層を構成する第二フッ素樹脂材料より、強く押し固められてその密度が高くなる。
よって、乾燥ステップ及び焼成ステップを経て得られる第一層は第二層より高密度となり、もって前者は後者よりも硬くなる。
第二加圧ステップの前に、好ましくは第一加圧ステップと第二前駆層を形成するステップとの間に第一前駆層を乾燥するステップを加えることができる(第6局面)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ホース保持具
2か月前
個人
トーションバー
3か月前
個人
差動歯車用歯形
17日前
株式会社不二工機
電磁弁
11日前
個人
ボルトナットセット
3か月前
株式会社不二工機
電磁弁
1か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
ダンパ
19日前
カヤバ株式会社
ダンパ
19日前
カヤバ株式会社
緩衝器
6日前
株式会社三協丸筒
枠体
3か月前
カヤバ株式会社
緩衝器
6日前
日東精工株式会社
樹脂被覆ねじ
4か月前
個人
固着具と固着具の固定方法
1か月前
個人
固着具と固着具の固定方法
1か月前
個人
固着具と固着具の固定方法
1か月前
株式会社ノーリツ
分配弁
2か月前
個人
固着具と固着具の固定方法
3か月前
日東電工株式会社
断熱材
2か月前
株式会社不二工機
電動弁
3か月前
株式会社ノーリツ
分配弁
2か月前
株式会社フジキン
ボールバルブ
1か月前
株式会社ノーリツ
分配弁
2か月前
株式会社有恒商会
伸縮継手
5日前
井関農機株式会社
作業車両
11日前
太陽工業株式会社
金属板結合方法
3か月前
日東精工株式会社
弾性鍔付きねじ
1か月前
日東精工株式会社
座金組込みねじ
4か月前
AWJ株式会社
配管支持具
4か月前
トヨタ自動車株式会社
軸部材
25日前
株式会社オンダ製作所
長尺体保持具
5日前
個人
ロープセット及びロープ
3か月前
株式会社テイエルブイ
液体圧送装置
27日前
個人
機械式固定スタッドボルト装置
1か月前
株式会社オンダ製作所
長尺体保持具
10日前
株式会社ブリヂストン
管継手
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ