TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098681
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214994
出願日
2023-12-20
発明の名称
接合体の製造方法及び接合体製造装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
20/12 20060101AFI20250625BHJP(工作機械;他に分類されない金属加工)
要約
【課題】重ね合わせ接合において、摩擦攪拌接合ツールの回転ぶれを抑制でき、精度よく摩擦攪拌接合ツールを移動させることが可能な、接合体の製造方法及び接合体製造装置を提供すること。
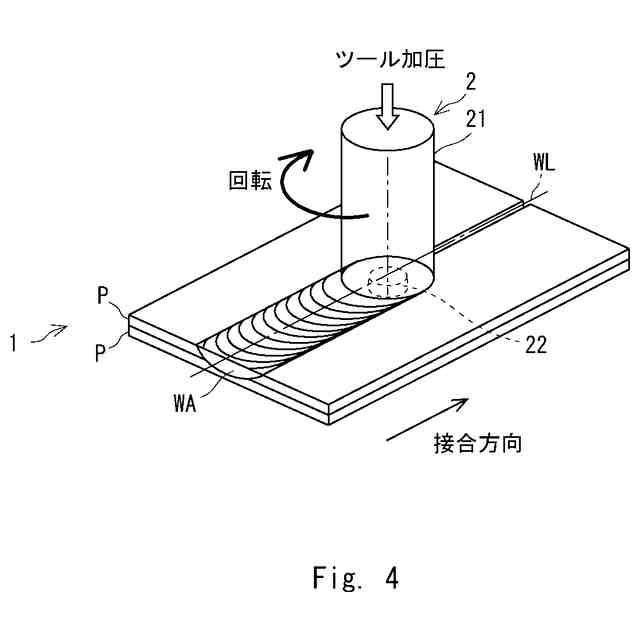
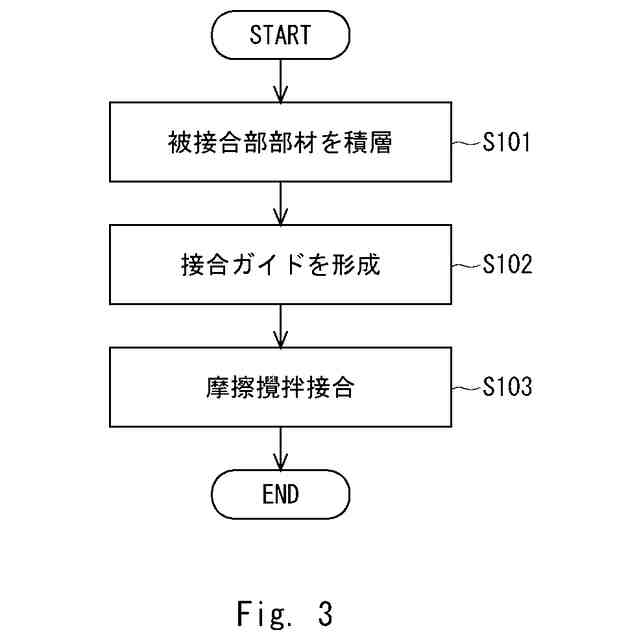
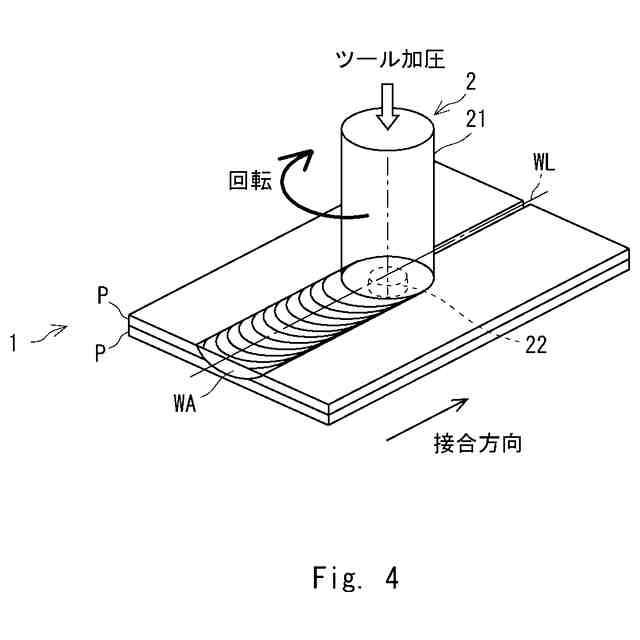
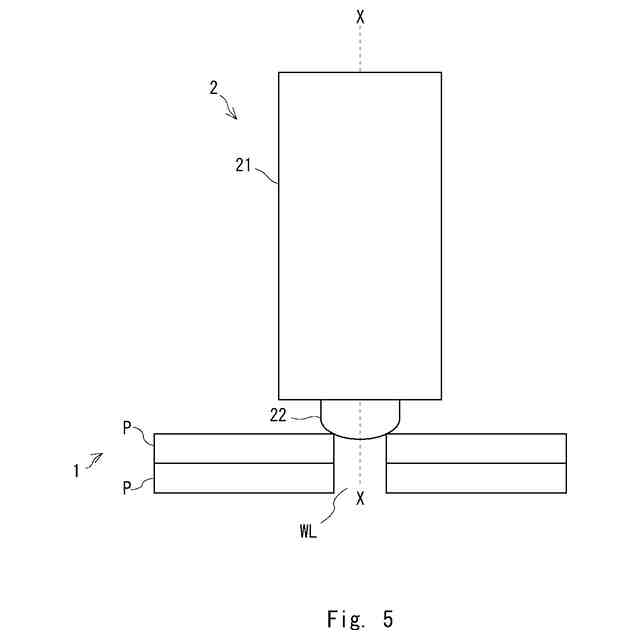
【解決手段】本発明にかかる接合体の製造方法は、2以上積層された金属の被接合部材Pを摩擦攪拌によって接合する接合体1の製造方法であって、被接合部材Pを互いに少なくとも一部が重なるように積層する工程(ステップS101)と、被接合部材Pの接合させる部分に接合ガイドWLを形成する工程(ステップS102)と、摩擦攪拌接合ツール2を接合ガイドWLに押し当て、接合ガイドWLに沿って移動させて被接合部材Pを摩擦攪拌により接合する工程(ステップS103)と、を備え、接合ガイドWLは接合体1の表面から被接合部材Pの積層方向に凹状又は貫通しているものである。
【選択図】図4
特許請求の範囲
【請求項1】
2以上積層された金属の被接合部材を摩擦攪拌によって接合する接合体の製造方法であって、
前記被接合部材を互いに少なくとも一部が重なるように積層する工程と、
前記被接合部材の接合させる部分に接合ガイドを形成する工程と、
摩擦攪拌接合ツールを前記接合ガイドに押し当て、前記接合ガイドに沿って移動させて前記被接合部材を摩擦攪拌により接合する工程と、を備え、
前記接合ガイドは前記接合体の表面から前記被接合部材の積層方向に凹状又は貫通している、
接合体の製造方法。
続きを表示(約 450 文字)
【請求項2】
前記接合ガイドを形成する工程は、前記被接合部材を加熱しながら前記接合ガイドを形成する、
請求項1に記載の接合体の製造方法。
【請求項3】
前記接合ガイドの温度が200℃以上の状態で摩擦攪拌により接合を行う、
請求項1又は2に記載の接合体の製造方法。
【請求項4】
2以上積層された金属の被接合部材を摩擦攪拌によって接合する接合体製造装置であって、
前記被接合部材の接合させる部分に接合ガイドを形成する接合ガイド形成部と、
前記接合ガイドに押し当て、前記接合ガイドに沿って移動させて前記被接合部材を摩擦攪拌により接合する摩擦攪拌接合ツール、を備え、
前記接合ガイドは接合体の表面から前記被接合部材の積層方向に凹状又は貫通している、
接合体製造装置。
【請求項5】
前記接合ガイド形成部は、前記被接合部材を加熱しながら前記接合ガイドを形成する、
請求項4に記載の接合体製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は接合体の製造方法及び接合体製造装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
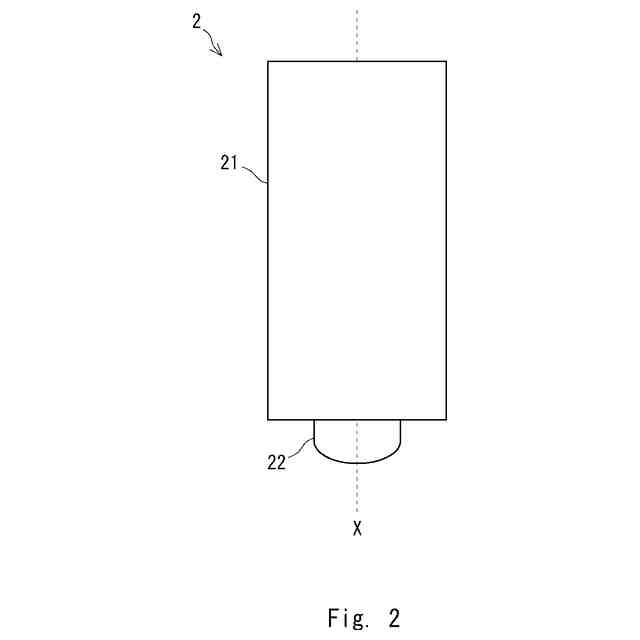
金属の部材同士を接合する方法として摩擦攪拌接合方法(FSW:Friction Stir Welding)がある。被接合部材同士を当接させて配置した後、被接合部材の接合しようとする部分に摩擦攪拌接合ツールを回転させて押し当てる。そして、回転している摩擦攪拌接合ツールを、被接合部材に押し当てながら移動させる。この方法では、摩擦攪拌接合ツールを回転させて被接合部材へ押し当てることにより発生する摩擦熱によって被接合部材を軟化させ、その部分を摩擦攪拌接合ツールが攪拌することで被接合部材同士を接合する。
【0003】
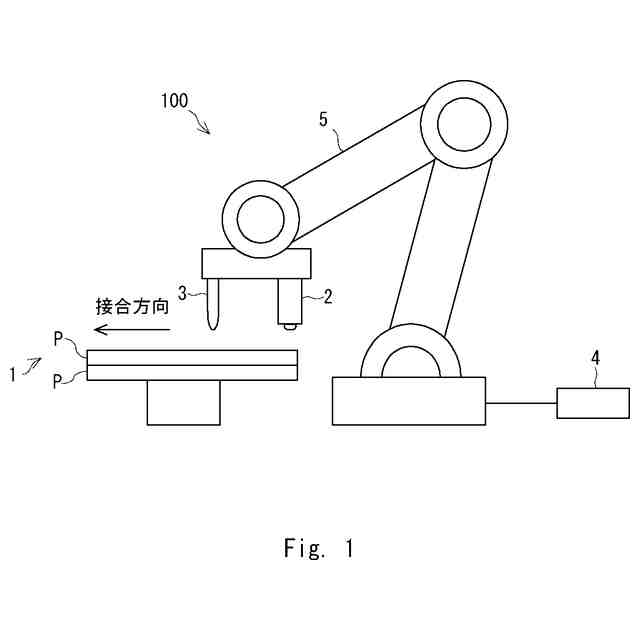
摩擦攪拌接合方法にもいくつか種類があり、例えば、被接合部材を重ねて積層方向から接合する重ね合わせ接合と、被接合部材側面を突き合わせてその界面を接合する突き合わせ接合がある。重ね合わせ接合の場合、摩擦攪拌接合中、被接合部材上において摩擦攪拌接合ツールの回転ぶれによる蛇行が発生し易い。そのため、精度よく摩擦攪拌接合ツールを被接合部材上で移動させることが難しく、高精度の接合品質を保持できない。さらに、ロボットタイプの摩擦攪拌接合装置の場合、摩擦攪拌接合ツールの回転ぶれによる蛇行はより顕著になる。進行中の摩擦攪拌接合ツールの回転ぶれを抑制する方法として、例えば特許文献1では、所望の接合軌跡に合わせた摩擦攪拌接合ツールのガイド部材を用いた摩擦攪拌接合方法を開示している。
【先行技術文献】
【特許文献】
【0004】
特開2023-020192号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示された摩擦攪拌接合方法に関し、発明者らは以下の問題点を見出した。特許文献1で開示された摩擦攪拌接合方法は、摩擦攪拌接合ツールのハウジングを抑えるガイド部材を用いている。摩擦攪拌接合ツールの横方向の動作範囲を連続的に制限することにより、摩擦攪拌接合ツールの回転ぶれは抑制可能である。しかしながら、特許文献1で開示された摩擦攪拌接合方法では、所望の接合軌跡に合わせたガイド部材が必要となる。したがって、所望の接合軌跡が変わる度にガイド部材を変更する必要があり、コストや手間がかかる。
【0006】
本発明は、このような課題を解決するためになされたものであり、重ね合わせ接合において、摩擦攪拌接合ツールの回転ぶれを抑制でき、精度よく摩擦攪拌接合ツールを移動させることが可能な、接合体の製造方法及び接合体製造装置を提供するものである。
【課題を解決するための手段】
【0007】
本発明にかかる接合体の製造方法は、2以上積層された金属の被接合部材を摩擦攪拌によって接合する接合体の製造方法であって、前記被接合部材を互いに少なくとも一部が重なるように積層する工程と、前記被接合部材の接合させる部分に接合ガイドを形成する工程と、摩擦攪拌接合ツールを前記接合ガイドに押し当て、前記接合ガイドに沿って移動させて前記被接合部材を摩擦攪拌により接合する工程と、を備え、前記接合ガイドは前記接合体の表面から前記被接合部材の積層方向に凹状又は貫通しているものである。
【0008】
ここで、前記接合ガイドを形成する工程は、前記被接合部材を加熱しながら前記接合ガイドを形成することが好ましい。
【0009】
また、前記接合ガイドの温度が200℃以上の状態で摩擦攪拌により接合を行うことが好ましい。
【0010】
本発明にかかる接合体製造装置は、2以上積層された金属の被接合部材を摩擦攪拌によって接合する接合体製造装置であって、前記被接合部材の接合させる部分に接合ガイドを形成する接合ガイド形成部と、前記接合ガイドに押し当て、前記接合ガイドに沿って移動させて前記被接合部材を摩擦攪拌により接合する摩擦攪拌接合ツール、を備え、前記接合ガイドは接合体の表面から前記被接合部材の積層方向に凹状又は貫通しているものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
25日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
6日前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
10日前
日東精工株式会社
多軸ねじ締め機
2か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
住友重機械工業株式会社
加工装置
3日前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
25日前
株式会社プロテリアル
金属箔の溶接方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
26日前
株式会社不二越
管用テーパタップ
2か月前
株式会社不二越
超硬合金製ドリル
2か月前
大肯精密株式会社
自動送り穿孔機
2か月前
トヨタ自動車株式会社
溶接マスク
6日前
有限会社 ナプラ
ソルダペースト
3日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社不二越
通り穴加工用タップ
2か月前
株式会社不二越
摩耗判定装置
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































