TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025098463
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214604
出願日
2023-12-20
発明の名称
回転ツール
出願人
日本軽金属株式会社
代理人
弁理士法人磯野国際特許商標事務所
主分類
B23K
20/12 20060101AFI20250625BHJP(工作機械;他に分類されない金属加工)
要約
【課題】入熱過多になりにくく、接合欠陥の発生を抑制することができる回転ツールを提供する。
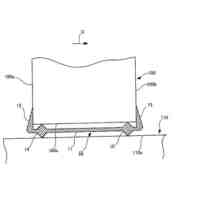
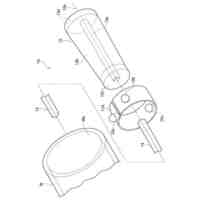
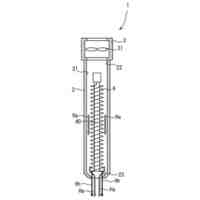
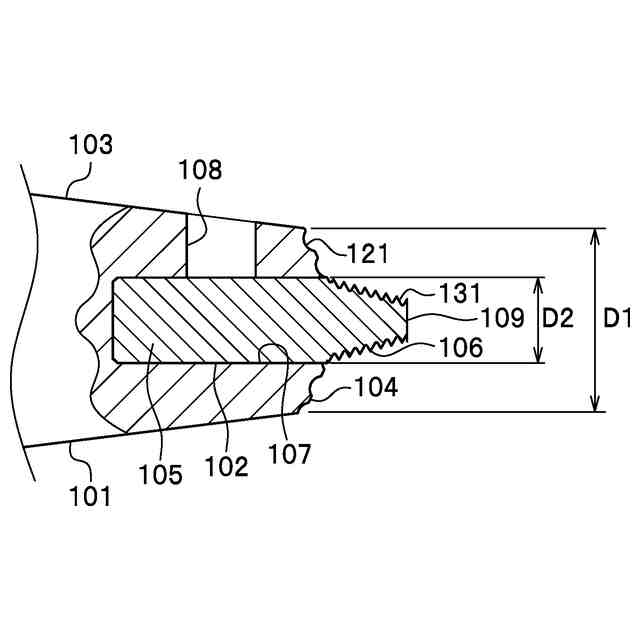
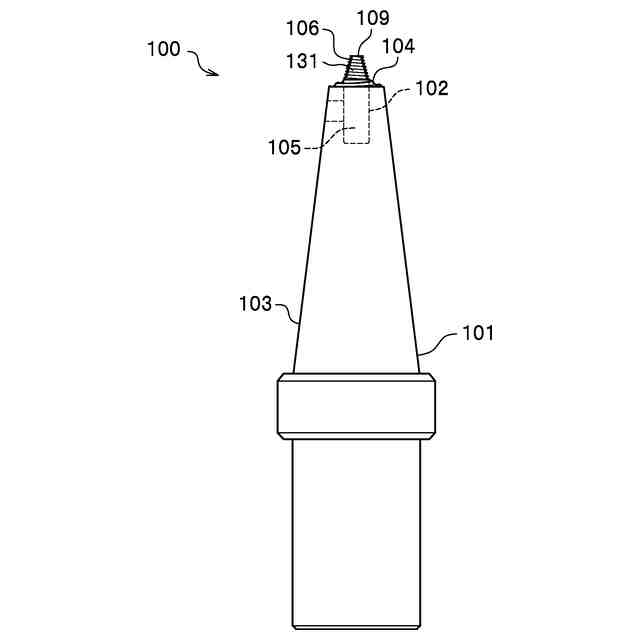
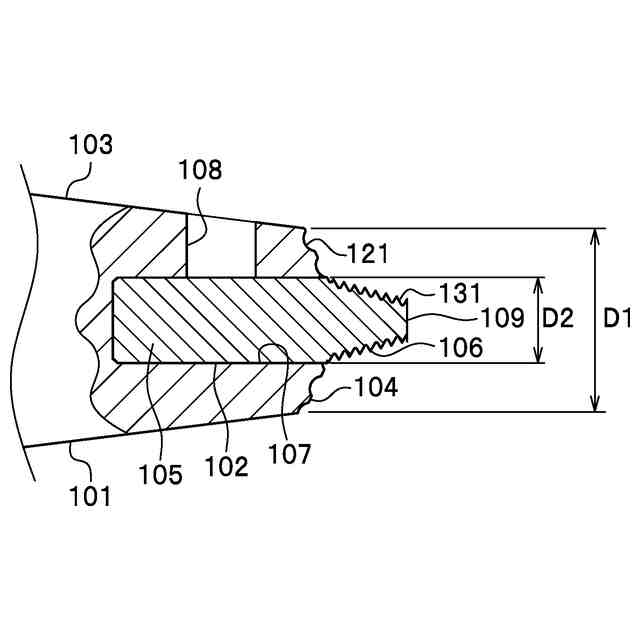
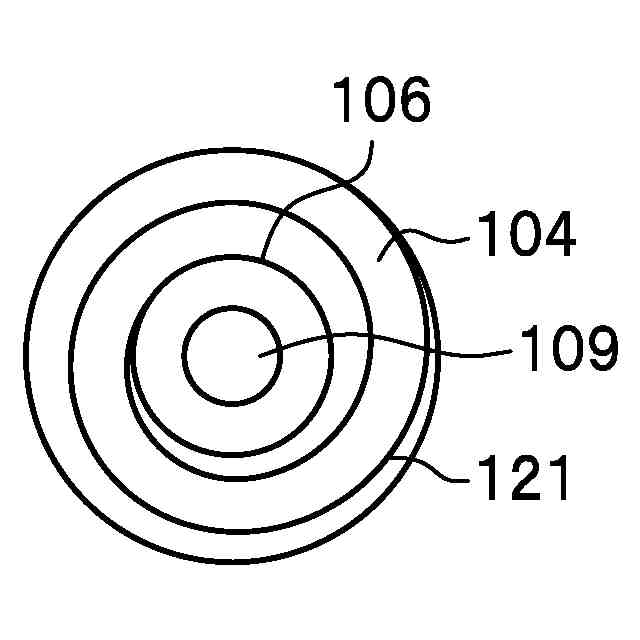
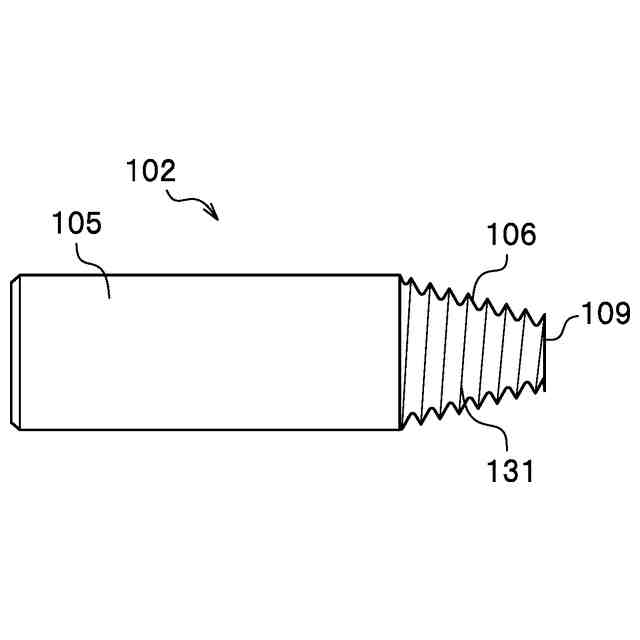
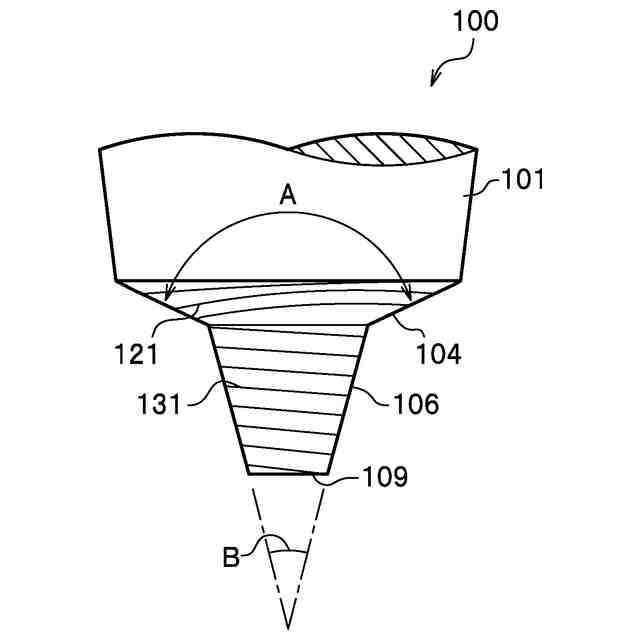
【解決手段】摩擦攪拌用の回転ツール100は、螺旋状の第1の溝121が形成されている基端側ピン104と、基端側ピン104から延出していて、螺旋状の第2の溝131が形成されている先端側ピン106と、を備え、基端側ピン104のテーパー角度は、先端側ピン106のテーパー角度よりも大きく、基端側ピン104の外径D1と先端側ピン106の外径D2とは、“1.5≦D1/D2≦3.0”という関係にある。
【選択図】図2
特許請求の範囲
【請求項1】
螺旋状の第1の溝が形成されている基端側ピンと、
前記基端側ピンから延出していて、螺旋状の第2の溝が形成されている先端側ピンと、
を備えた摩擦攪拌用の回転ツールであって、
前記基端側ピンのテーパー角度は、前記先端側ピンのテーパー角度よりも大きく、
前記基端側ピンの外径D1と前記先端側ピンの外径D2とは、1.5≦D1/D2≦3.0という関係にあること、を特徴とする回転ツール。
続きを表示(約 230 文字)
【請求項2】
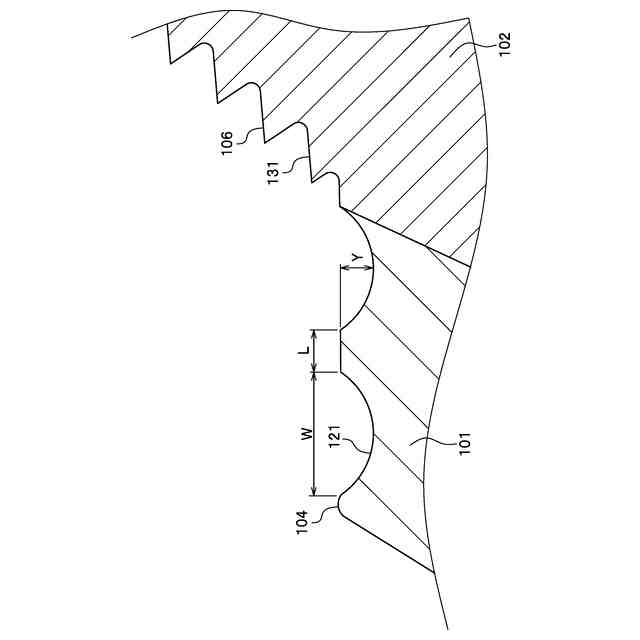
前記第1の溝の溝幅Wは、1.0mm≦W≦2.8mmであり、
前記第1の溝の壁厚Lは、0.1mm≦L≦1.8mmである、ことを特徴とする請求項1に記載の回転ツール。
【請求項3】
前記第1の溝の溝深さYは、0.2mm≦Y≦1.0mmである、ことを特徴とする請求項1に記載の回転ツール。
【請求項4】
前記第1の溝の巻き数Nは、1≦N≦5.2である、ことを特徴とする請求項1に記載の回転ツール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転ツールに関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
特許文献1には、摩擦攪拌接合用の回転ツールについて開示されている。この回転ツールは、その肩部がテーパー状に傾斜していて、当該肩部に溝が形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2003-320465号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
接合を良好に行うためには、摩擦撹拌接合を行う際に回転ツールと被接合部材の間で発生する摩擦熱を制御することが重要である。
しかしながら、特許文献1のように回転ツールの肩部に螺旋状の溝を設けると、回転ツールによる攪拌力を向上させることができる一方で、被接合部材の表面に発生する摩擦熱が過多になり、接合欠陥が発生しやすくなるという問題がある。
【0005】
このような観点から、本発明は、回転ツールの肩部に螺旋状の溝を設けても、入熱過多になりにくく、接合欠陥の発生を抑制することができる回転ツールを提供することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、本発明は、旋状の第1の溝が形成されている基端側ピンと、前記基端側ピンから延出していて、螺旋状の第2の溝が形成されている先端側ピンと、備えた摩擦攪拌用の回転ツールであって、前記基端側ピンのテーパー角度は、前記先端側ピンのテーパー角度よりも大きく、前記基端側ピンの外径D1と前記先端側ピンの外径D2とは、1.5≦D1/D2≦3.0という関係にあることを特徴とする。
【0007】
前記第1の溝の溝幅Wは、1.0mm≦W≦2.8mmであり、前記第1の溝の壁厚Lは、0.1mm≦L≦1.8mmであることが好ましい。
【0008】
前記第1の溝の溝深さYは、0.2mm≦Y≦1.0mmであることが好ましい。
【0009】
前記第1の溝の巻き数Nは、1≦N≦5.2であることが好ましい。
【発明の効果】
【0010】
本発明によれば、回転ツールの肩部に螺旋状の溝を設けても、入熱過多になりにくく、接合欠陥の発生を抑制することができる回転ツールを提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
27日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
8日前
株式会社FUJI
工作機械
12日前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
溶接ヘッド
28日前
株式会社ダイヘン
溶接装置
1日前
株式会社ダイヘン
溶接装置
1日前
住友重機械工業株式会社
加工装置
5日前
トヨタ自動車株式会社
溶接ヘッド
27日前
有限会社 ナプラ
ソルダペースト
5日前
トヨタ自動車株式会社
溶接マスク
8日前
株式会社不二越
波形抽出装置
19日前
株式会社不二越
摩耗判定装置
19日前
日東精工株式会社
はんだこて先の製造方法
27日前
DMG森精機株式会社
工作機械
15日前
株式会社向洋技研
プロジェクション溶接部材
5日前
株式会社ジャノメ
インサート挿入装置
28日前
株式会社ダイヘン
パルスアーク溶接制御方法
21日前
株式会社ダイヘン
パルスアーク溶接制御方法
12日前
株式会社IHI
支持機構
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
12日前
個人
加熱ヘッドおよびホットバー接合機
1か月前
矢嶋工業株式会社
切出装置
7日前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
大和ハウス工業株式会社
回転治具
1か月前
西日本商工株式会社
熱風噴出装置
1日前
トヨタ自動車株式会社
金属塊の製造方法
1か月前
日本アビオニクス株式会社
半田付け装置
28日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社エムテック
配管突合せ溶接用治具
27日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ