TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025083056
公報種別
公開特許公報(A)
公開日
2025-05-30
出願番号
2023196720
出願日
2023-11-20
発明の名称
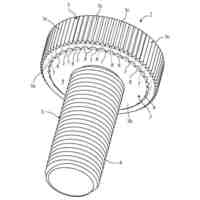
軸受用リング部材の製造方法
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
F16C
33/64 20060101AFI20250523BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】反転工程における不要な変形の発生を抑制することができる軸受用リング部材の製造方法を提供する。
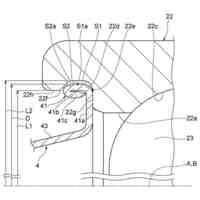
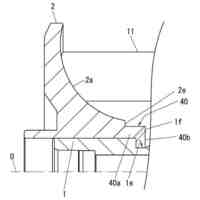
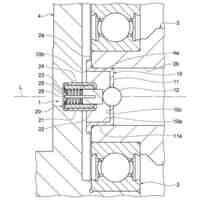
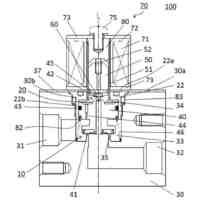
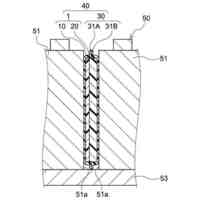
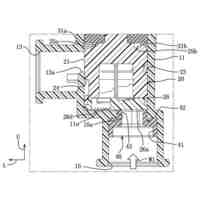
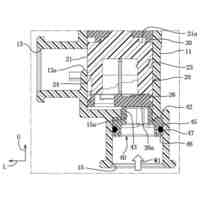
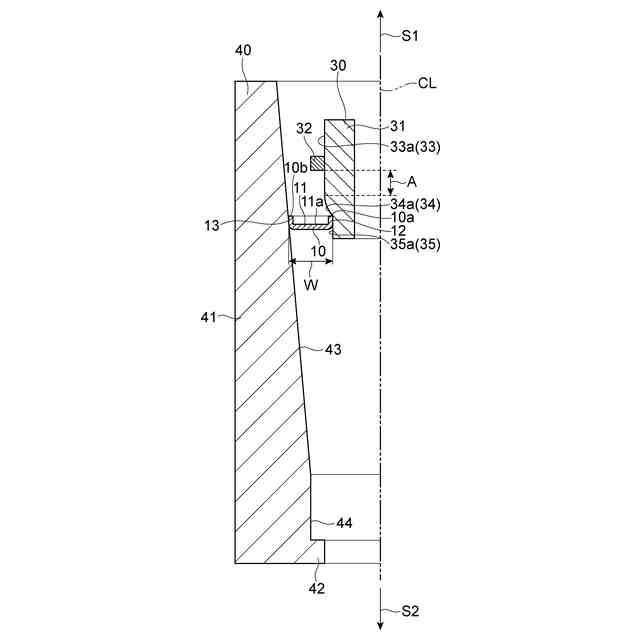
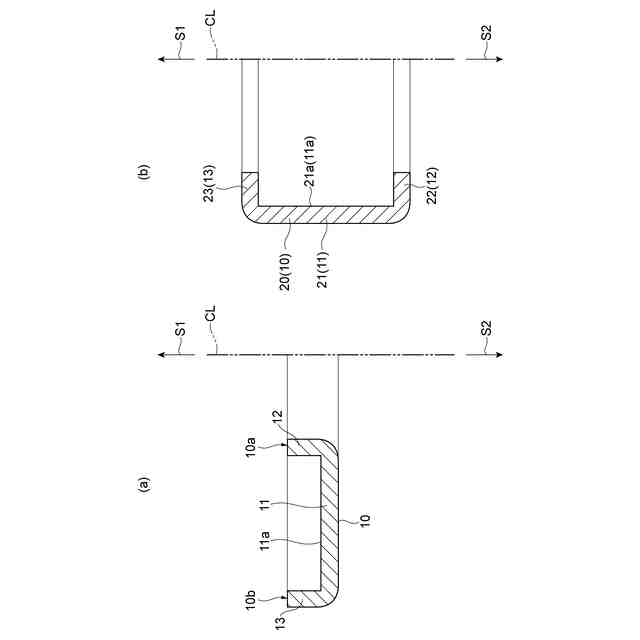
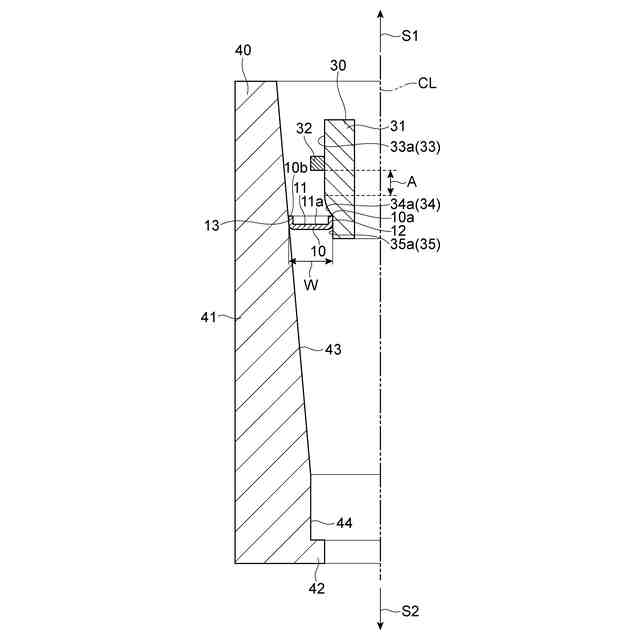
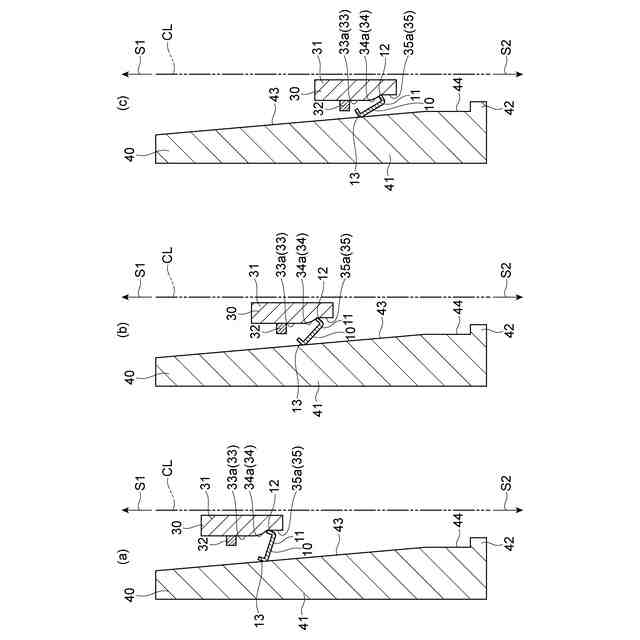
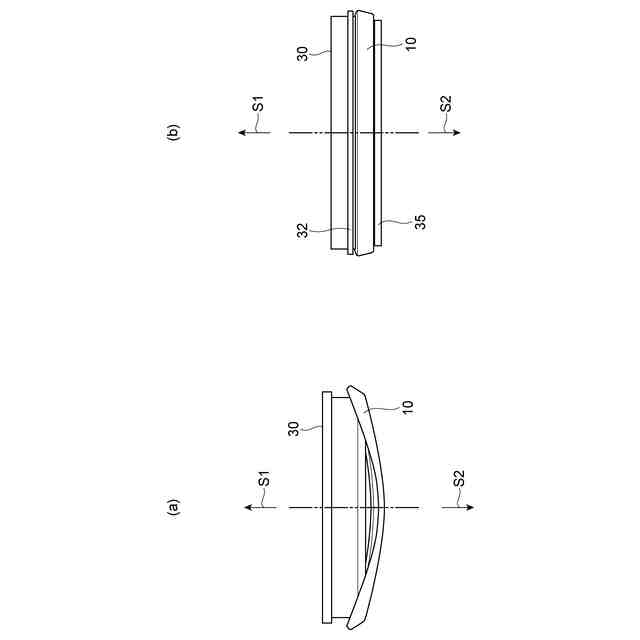
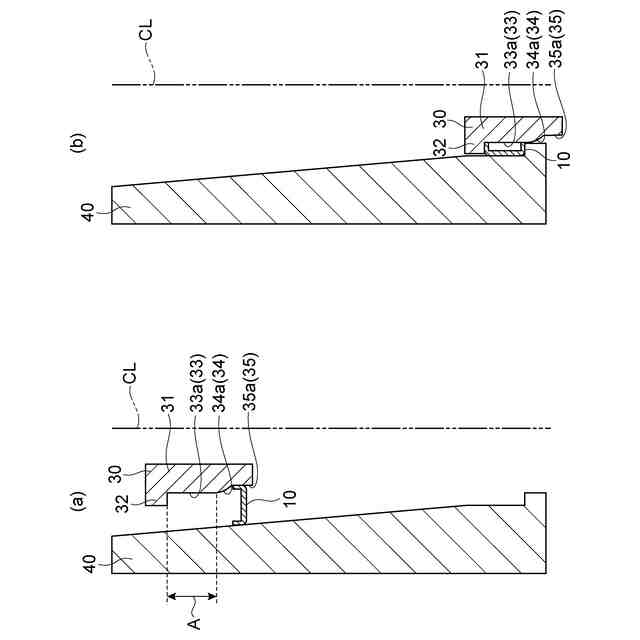
【解決手段】軸受用リング部材の製造方法は、円環状のワーク本体部11を有するワーク部材10を、軸方向における第1側S1から押圧するパンチ30と、第1側S1とは反対側の第2側S2から押圧するダイス40とによって挟み込み、ワーク本体部11が円筒状となるようにワーク部材10を変形させる反転工程を備える。パンチ30は、反転工程においてワーク部材10に接触する反転部34と、反転部34に対して第2側S2に形成され、少なくとも反転工程の開始時点においてワーク部材10の径方向における一方の端部10aに接触し、反転工程におけるワーク部材10の第2側S2への変形を抑制する拘束部35と、を有する。
【選択図】図2
特許請求の範囲
【請求項1】
円環状のワーク本体部を有するワーク部材を、軸方向における第1側から押圧するパンチと、前記第1側とは反対側の第2側から押圧するダイスとによって挟み込み、前記ワーク本体部が円筒状となるように前記ワーク部材を変形させる反転工程を備え、
前記パンチは、前記反転工程において前記ワーク部材に接触する反転部と、前記反転部に対して前記第2側に形成され、少なくとも前記反転工程の開始時点において前記ワーク部材の径方向における一方の端部に接触し、前記反転工程における前記ワーク部材の前記第2側への変形を抑制する拘束部と、を有する、軸受用リング部材の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記拘束部は、前記ワーク部材の形状に対応した円筒面を有し、前記円筒面において前記ワーク部材に接触する、請求項1に記載の軸受用リング部材の製造方法。
【請求項3】
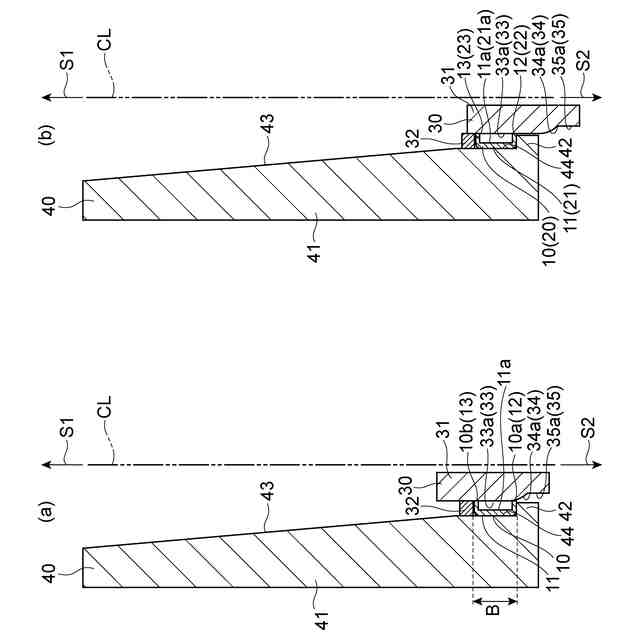
前記パンチは、前記反転部に対して前記第1側に配置され、前記ワーク部材の径方向における他方の端部に接触するフランジ部を更に有する、請求項1又は2に記載の軸受用リング部材の製造方法。
【請求項4】
前記フランジ部は、前記反転部及び前記拘束部が形成された前記パンチのパンチ本体部に対して前記軸方向に沿って移動可能となっている、請求項3に記載の軸受用リング部材の製造方法。
【請求項5】
前記反転工程の開始時点において、前記軸方向における前記フランジ部と前記反転部との間の距離は、径方向における前記ワーク部材の幅よりも小さい、請求項4に記載の軸受用リング部材の製造方法。
【請求項6】
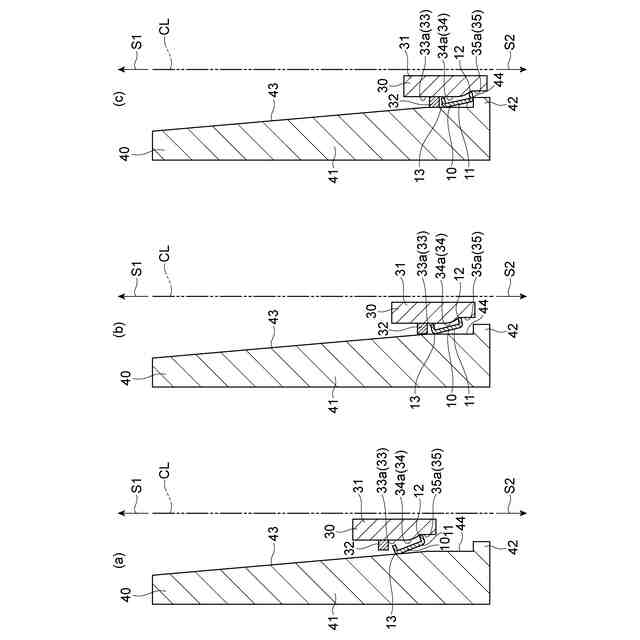
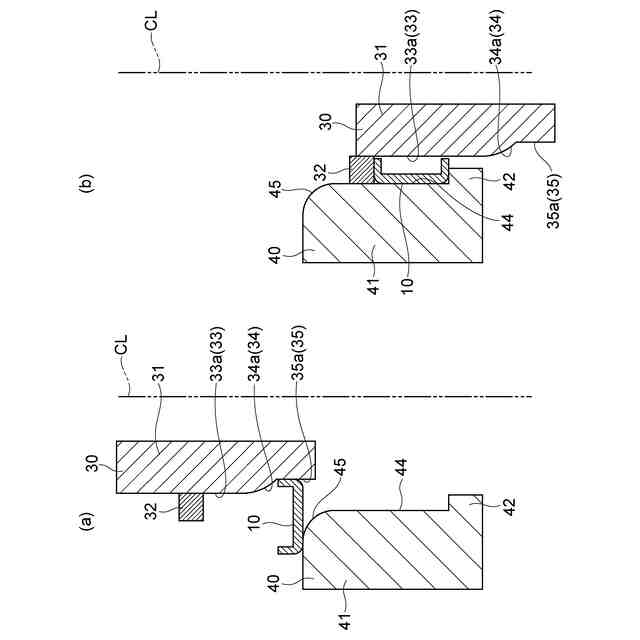
前記ダイスは、ダイス本体部と、前記ダイス本体部から径方向に突出し、前記反転工程において前記ワーク部材の前記一方の端部が接触する突出部と、を有し、
前記反転工程では、前記軸方向における前記フランジ部と前記突出部との間の距離が、前記反転工程により形成される軸受用リング部材の目標幅と等しくなる位置において、前記フランジ部の位置が固定される、請求項4に記載の軸受用リング部材の製造方法。
【請求項7】
前記反転工程において前記フランジ部の位置が固定された後に、前記パンチ本体部は、前記軸方向に沿っての移動を継続する、請求項6に記載の軸受用リング部材の製造方法。
【請求項8】
前記フランジ部は、前記反転部及び前記拘束部が形成された前記パンチのパンチ本体部と一体に形成されており、
前記反転工程の開始時点において、前記軸方向における前記フランジ部と前記反転部との間の距離は、径方向における前記ワーク部材の幅よりも大きい、請求項3に記載の軸受用リング部材の製造方法。
【請求項9】
前記ダイスは、前記軸方向に対して傾斜した傾斜面、又は前記軸方向と平行な断面において凸状且つ円弧状に形成された凸状R面からなる接触面を有し、
前記反転工程では、前記接触面が前記ワーク部材に接触する、請求項1又は2に記載の軸受用リング部材の製造方法。
【請求項10】
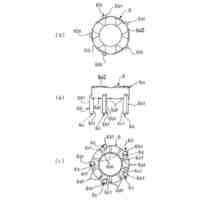
前記反転工程の前の前記ワーク部材は、径方向における前記ワーク本体部の内縁から軸方向の一方側に延在する内側フランジ部と、径方向における前記ワーク本体部の外縁から軸方向の前記一方側に延在する外側フランジ部と、を更に有する、請求項1又は2に記載の軸受用リング部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸受用リング部材の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
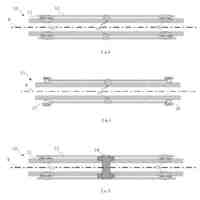
特許文献1には、軸受の内輪又は外輪の製造に用いられるリング部材の製造方法が記載されている。この製造方法では、円環状のワーク部材をパンチとダイスとによって挟み込で断面の方向を90度変化させる反転工程を経て、リング部材が形成される。
【先行技術文献】
【特許文献】
【0003】
特開2006-97809号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述したような製造方法には、製造されるリング部材の品質を確保するために、反転工程においてリング部材に不要な変形が発生しないようにすることが求められる。
【0005】
そこで、本発明は、反転工程における不要な変形の発生を抑制することができる軸受用リング部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の軸受用リング部材の製造方法は、[1]「円環状のワーク本体部を有するワーク部材を、軸方向における第1側から押圧するパンチと、前記第1側とは反対側の第2側から押圧するダイスとによって挟み込み、前記ワーク本体部が円筒状となるように前記ワーク部材を変形させる反転工程を備え、前記パンチは、前記反転工程において前記ワーク部材に接触する反転部と、前記反転部に対して前記第2側に形成され、少なくとも前記反転工程の開始時点において前記ワーク部材の径方向における一方の端部に接触し、前記反転工程における前記ワーク部材の前記第2側への変形を抑制する拘束部と、を有する、軸受用リング部材の製造方法」である。
【0007】
この軸受用リング部材の製造方法では、パンチが、反転部に対して第2側に形成された拘束部を有している。拘束部は、少なくとも反転工程の開始時点においてワーク部材の径方向における一方の端部に接触し、反転工程におけるワーク部材の第2側への変形を抑制する。これにより、反転工程においてワーク部材が第2側に変形する(例えば反る)ことを抑制することができ、不要な変形の発生を抑制することができる。
【0008】
本発明の軸受用リング部材の製造方法は、[2]「前記拘束部は、前記ワーク部材の形状に対応した円筒面を有し、前記円筒面において前記ワーク部材に接触する、[1]に記載の軸受用リング部材の製造方法」であってもよい。この場合、反転工程におけるワーク部材の第2側への変形を効果的に抑制することができる。
【0009】
本発明の軸受用リング部材の製造方法は、[3]「前記パンチは、前記反転部に対して前記第1側に配置され、前記ワーク部材の径方向における他方の端部に接触するフランジ部を更に有する、[1]又は[2]に記載の軸受用リング部材の製造方法」であってもよい。この場合、例えば、反転工程におけるワーク部材の第1側への変形をフランジ部によって抑制することができる。
【0010】
本発明の軸受用リング部材の製造方法は、[4]「前記フランジ部は、前記反転部及び前記拘束部が形成された前記パンチのパンチ本体部に対して前記軸方向に沿って移動可能となっている、[3]に記載の軸受用リング部材の製造方法」であってもよい。この場合、反転工程におけるワーク部材の第1側への変形をフランジ部によって効果的に抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
観察装置
10日前
日本精工株式会社
差動装置
10日前
日本精工株式会社
ボールねじ
19日前
日本精工株式会社
風力発電装置
3日前
日本精工株式会社
駆動輪及び台車
4日前
日本精工株式会社
駆動輪及び台車
9日前
日本精工株式会社
電動油圧発生装置
19日前
日本精工株式会社
回転センサ一体型軸受
11日前
日本精工株式会社
トロイダル型無段変速機
9日前
日本精工株式会社
差動装置およびその製造方法
10日前
日本精工株式会社
直動案内装置及びその製造方法
2日前
日本精工株式会社
直動案内装置及びその製造方法
2日前
日本精工株式会社
ブラシユニット、及び接続装置
3日前
日本精工株式会社
軸受損傷検出システム及び軸受損傷検出方法
3日前
日本精工株式会社
潤滑状態の診断装置、診断方法、およびプログラム
2日前
個人
ホース保持具
2か月前
個人
差動歯車用歯形
16日前
個人
トーションバー
3か月前
個人
ボルトナットセット
3か月前
株式会社不二工機
電磁弁
1か月前
株式会社不二工機
電磁弁
10日前
株式会社三協丸筒
枠体
3か月前
カヤバ株式会社
緩衝器
5日前
カヤバ株式会社
ダンパ
18日前
カヤバ株式会社
ダンパ
18日前
カヤバ株式会社
緩衝器
5日前
カヤバ株式会社
緩衝器
4か月前
個人
固着具と固着具の固定方法
1か月前
日東電工株式会社
断熱材
2か月前
株式会社フジキン
ボールバルブ
1か月前
日東精工株式会社
樹脂被覆ねじ
4か月前
株式会社不二工機
電動弁
3か月前
個人
固着具と固着具の固定方法
1か月前
株式会社ノーリツ
分配弁
2か月前
株式会社ノーリツ
分配弁
2か月前
株式会社ノーリツ
分配弁
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ