TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025105080
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223378
出願日
2023-12-28
発明の名称
直動案内装置及びその製造方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
F16C
29/06 20060101AFI20250703BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】軌道面に進入するボールの挙動に関わらず、衝撃力を緩和しつつ円滑なボールの移動を確保できる直動案内装置及びその製造方法を提供する。
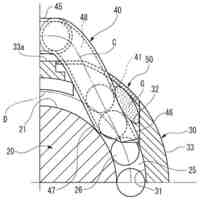
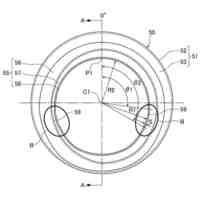
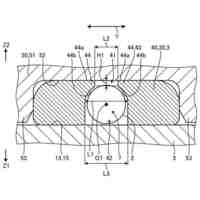
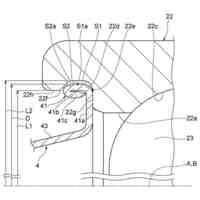
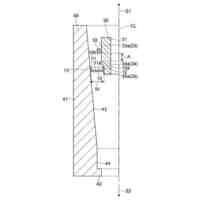
【解決手段】直動案内装置において、スライダ本体の幅方向中心と、案内レールの長手方向軸線とを通過する面を垂直中心面CPとし、垂直中心面CPに直交し、転動通路の直線部中心線を通る平面を水平基準面HPとし、垂直中心面CPに平行であって第2傾斜面及び第3傾斜面と交差する面を垂直基準面VPとしたときに、垂直基準面VPから最も離れた第1傾斜面上の点P2は、垂直基準面VPから最も離れた第1軌道面上の点P1よりも、垂直基準面VPから離間しており、かつ水平基準面HPから最も離れた第2傾斜面及び第3傾斜面上の点P4は、水平基準面HPから最も離れた第1軌道面上の点P3よりも、水平基準面HPから離間している。
【選択図】図5
特許請求の範囲
【請求項1】
案内レールと、
案内レールに対して長手方向に相対移動するように配置されたスライダと、
前記案内レールと前記スライダとの間に形成される転動通路内に沿って転動自在に配置される複数の転動体と、を備えた直動案内装置であって、
前記スライダは、
前記案内レールの軌道溝に対向配置されて前記転動体の転動通路を形成する軌道溝、及び前記転動体の戻し通路を有するスライダ本体と、
前記戻し通路と前記転動通路とを接続する方向転換路を有するエンドキャップと、を備え、
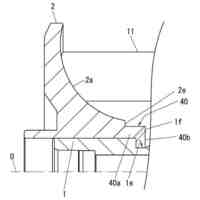
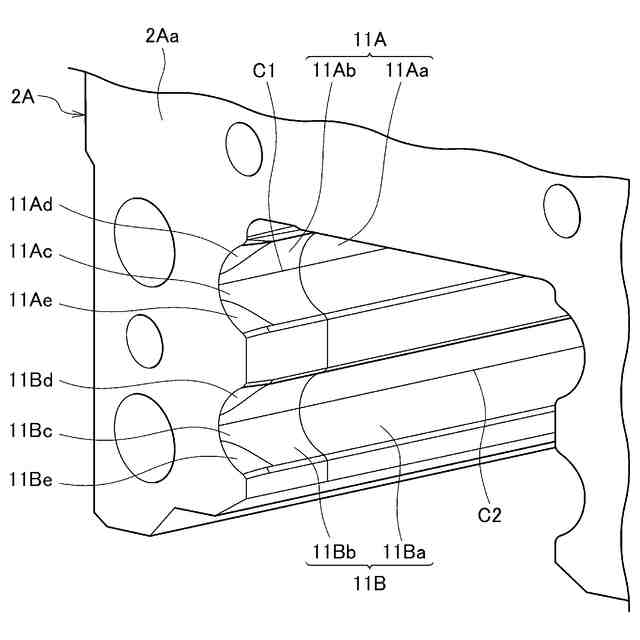
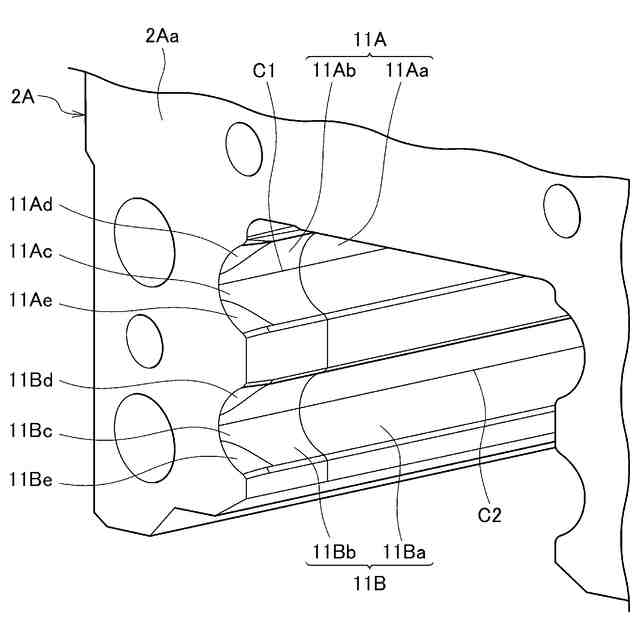
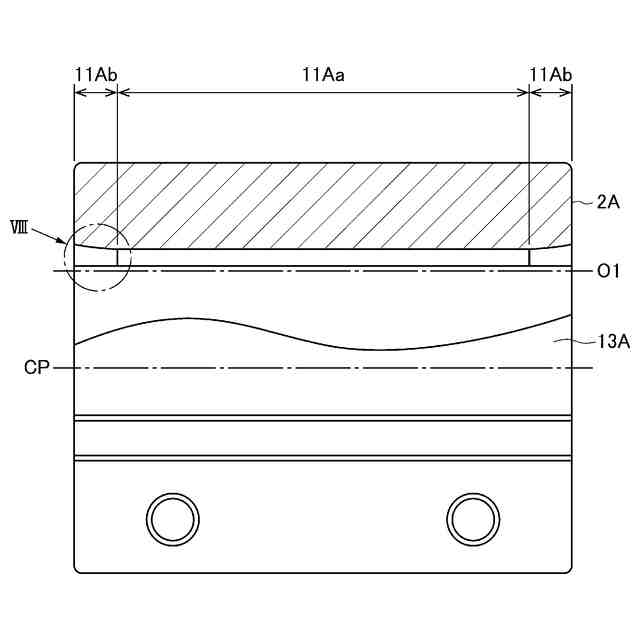
前記スライダ本体の軌道溝は、前記転動通路の中央部側の第1軌道面と、前記転動通路の端部側の第2軌道面とを有し、
前記第2軌道面は、前記第1軌道面から前記スライダ本体の端面まで延在する第1傾斜面と、前記第1軌道面に連続することなく前記スライダ本体の端面またはその近傍まで延在する第2傾斜面及び第3傾斜面とを有し、
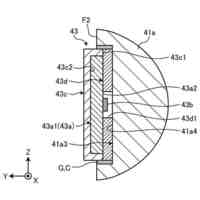
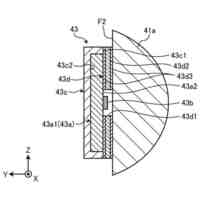
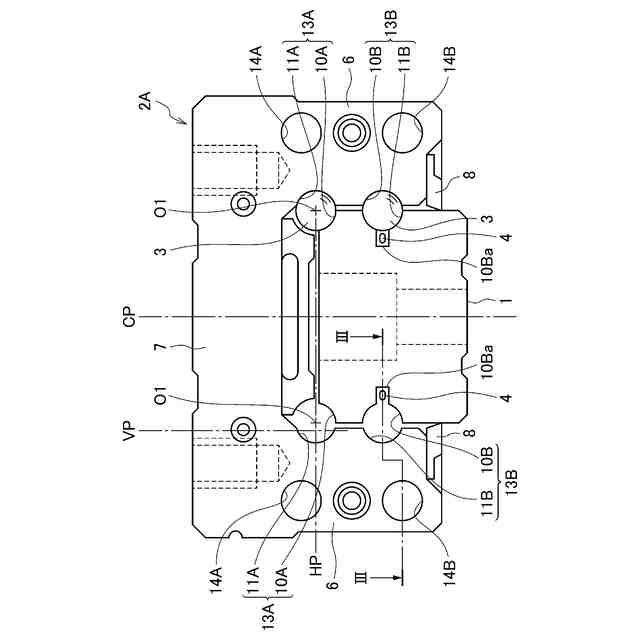
前記スライダ本体の幅方向中心と、前記案内レールの長手方向軸線とを通過する面を垂直中心面CPとし、前記垂直中心面CPに直交し、前記転動通路の直線部中心線を通る平面を水平基準面HPとし、前記垂直中心面CPに平行であって前記第2傾斜面及び前記第3傾斜面と交差する面を垂直基準面VPとしたときに、
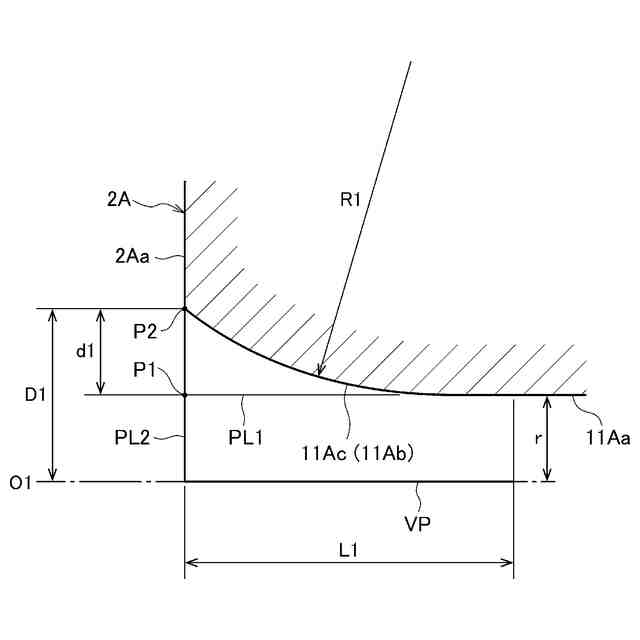
前記垂直基準面VPから最も離れた前記第1傾斜面上の点P2は、前記垂直基準面VPから最も離れた前記第1軌道面上の点P1よりも、前記垂直基準面VPから離間しており、かつ前記水平基準面HPから最も離れた前記第2傾斜面及び前記第3傾斜面上の点P4は、前記水平基準面HPから最も離れた前記第1軌道面上の点P3よりも、前記水平基準面HPから離間している、
ことを特徴とする直動案内装置。
続きを表示(約 2,000 文字)
【請求項2】
前記垂直基準面VPから最も離れた前記第1傾斜面上の点P2は、前記スライダ本体の端面と前記第1傾斜面との交差線上に位置し、
前記第1傾斜面は、前記スライダ本体の端面に向かうにつれて、前記垂直基準面VPから離間する、
ことを特徴とする請求項1に記載の直動案内装置。
【請求項3】
前記水平基準面HPから最も離れた前記第2傾斜面及び前記第3傾斜面上の点P4は、前記スライダ本体の端面と、前記第2傾斜面及び前記第3傾斜面との交差点上に位置し、
前記第2傾斜面及び前記第3傾斜面は、前記スライダ本体の端面に向かうにつれて、前記水平基準面HPから離間する、
ことを特徴とする請求項2に記載の直動案内装置。
【請求項4】
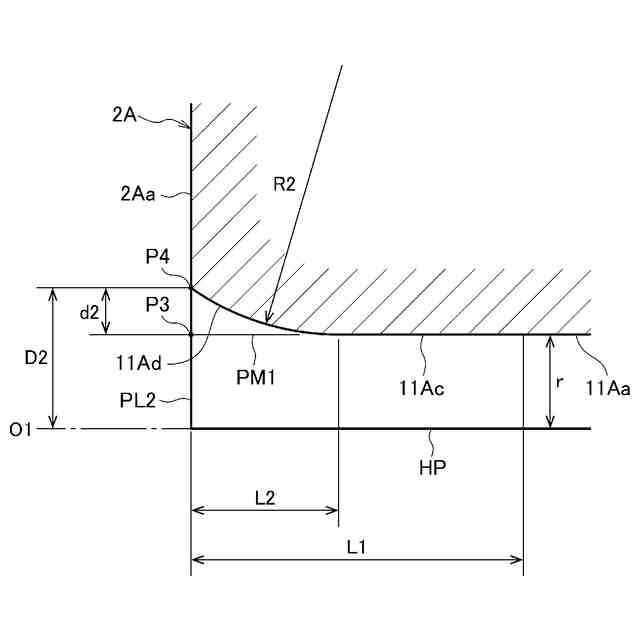
前記水平基準面HPで切断されて得られる前記第1傾斜面の断面形状は、曲率半径R1の円弧形状を有し、前記垂直基準面VPで切断されて得られる前記第2傾斜面及び前記第3傾斜面の断面形状は、曲率半径R2の円弧形状を有し、R2<R1である、
ことを特徴とする請求項3に記載の直動案内装置。
【請求項5】
前記水平基準面HPと交差する前記第1傾斜面の表面の交差部は、直線状であり、前記垂直基準面VPと交差する前記第2傾斜面及び前記第3傾斜面の表面の交差部は、直線状である、
ことを特徴とする請求項3に記載の直動案内装置。
【請求項6】
前記スライダ本体の端面と前記第2傾斜面との間に、第4傾斜面が形成され、前記スライダ本体の端面と前記第3傾斜面との間に、第5傾斜面が形成され、
前記垂直基準面VPと交差する前記第4傾斜面及び前記第5傾斜面の表面の交差部は、直線状である、
ことを特徴とする請求項1に記載の直動案内装置。
【請求項7】
前記垂直基準面VPと交差する前記第4傾斜面及び前記第5傾斜面の表面の交差部と、前記垂直基準面VPとの傾き角θは、15度~50度である、
ことを特徴とする請求項6に記載の直動案内装置。
【請求項8】
前記第2傾斜面及び前記第3傾斜面は、前記水平基準面HPを挟んで対称な形状を有する、
ことを特徴とする請求項1~7のいずれかに記載の直動案内装置。
【請求項9】
案内レールと、
案内レールに対して長手方向に相対移動するように配置されたスライダと、
前記案内レールと前記スライダとの間に形成される転動通路内に沿って転動自在に配置される複数の転動体と、を備えた直動案内装置の製造方法であって、
前記スライダは、
前記案内レールの軌道溝に対向配置されて前記転動体の転動通路を形成する軌道溝、及び前記転動体の戻し通路を有するスライダ本体と、
前記戻し通路と前記転動通路とを接続する方向転換路を有するエンドキャップと、を備え、
前記スライダ本体の軌道溝は、前記転動通路の中央部側の第1軌道面と、前記転動通路の端部側の第2軌道面とを有し、
前記第2軌道面は、前記第1軌道面から前記スライダ本体の端面まで延在する第1傾斜面と、前記第1軌道面に連続することなく前記スライダ本体の端面またはその近傍まで延在する第2傾斜面及び第3傾斜面とを有しており、
前記スライダ本体は、胴部と、前記胴部の幅方向両端に配置された一対の脚部とを有し、
前記スライダ本体の幅方向をX方向、前記スライダ本体の長手方向をY方向、前記X方向及び前記Y方向に直交する方向をZ方向としたときに、
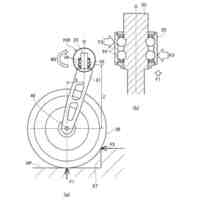
輪帯状の砥石を有して回転軸RO回りに回転する工具を、前記スライダ本体の前記脚部の対向する側面の長手方向中央部に対して当接させつつ、前記スライダ本体の長手方向端部に向かって前記Y方向に移動させることにより前記第1軌道面を形成する工程と、
前記スライダ本体の長手方向端部に近づくにつれて前記スライダ本体の幅向端部に近づくように、前記工具を前記Y方向及び前記X方向に移動させて前記第2軌道面の前記第1傾斜面を形成する工程と、
前記スライダ本体の長手方向端部に到達した後に、前記工具を前記Z方向に移動させることで、前記第2傾斜面及び前記第3傾斜面の一部を形成する工程と、を有する、
ことを特徴とする直動案内装置の製造方法。
【請求項10】
前記工具を前記Z方向に移動させた後、前記スライダ本体の長手方向端部から遠ざかるにつれて前記スライダ本体の幅方向端部から遠ざかるように、前記工具を、前記スライダ本体の中央部に向かって前記X方向及び前記Y方向に移動させることで、前記第2傾斜面及び前記第3傾斜面の残りを形成する工程を有する、
ことを特徴とする請求項9に記載の直動案内装置の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、直動案内装置及びその製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
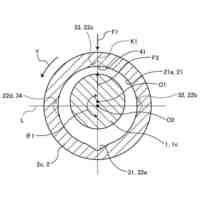
ころやボール等の転動体を内部で無限循環させながら被案内物を直線的に案内する直動案内装置は、半導体製造装置や超精密加工機械、超精密測定機器等の運動精度に大きな影響を与える重要な機械要素の一つである。
【0003】
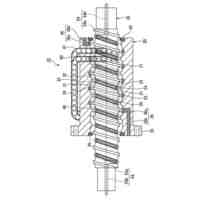
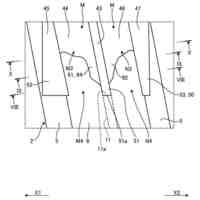
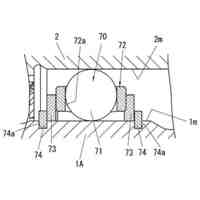
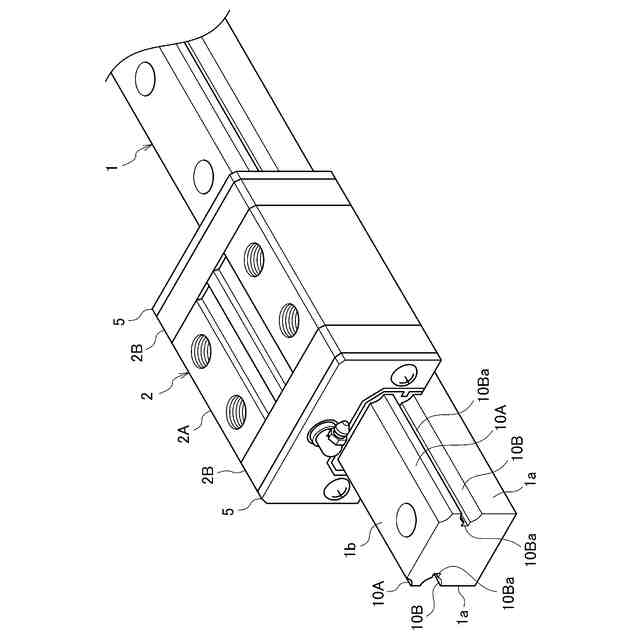
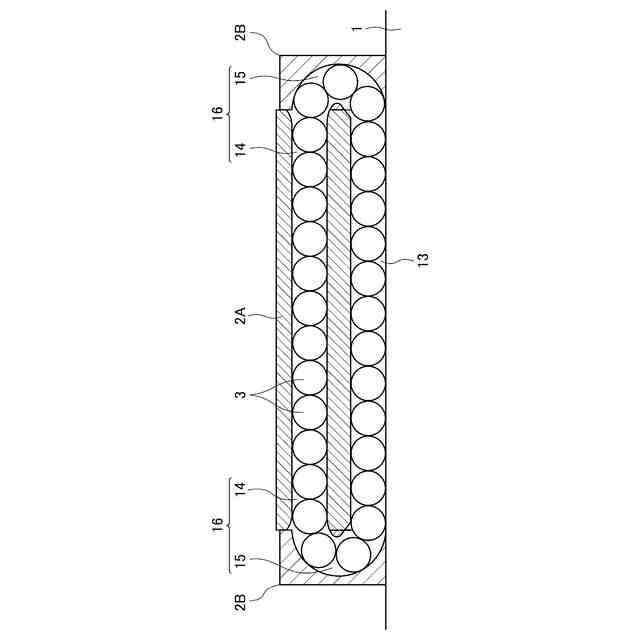
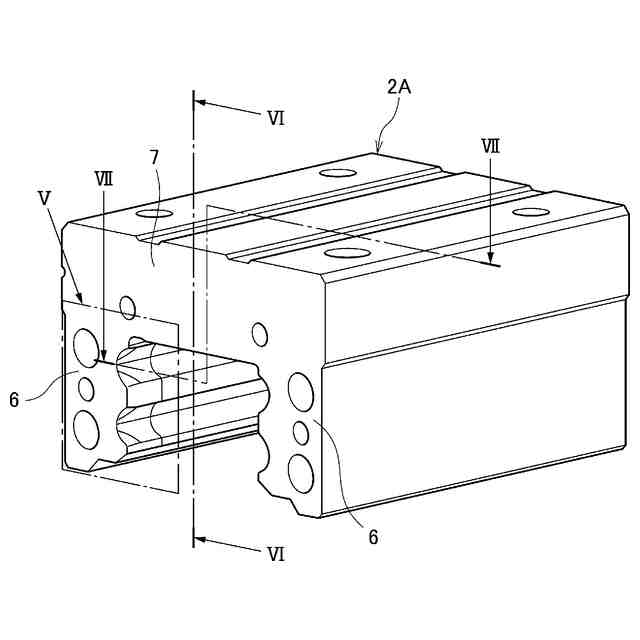
直動案内装置は、案内レールとスライダ本体とを備える。案内レールには、レール側転動体軌道溝が設けられる。スライダ本体には、レール側転動体軌道溝に対向するスライダ側転動体軌道溝が設けられ、このスライダ側転動体軌道溝及びレール側転動体軌道溝の間に形成した転動通路内に配設された複数の転動体の転動を介して軸方向に移動可能となるように案内レールに支持される。直動案内装置は、さらに転動通路と略平行となるようにスライダ本体内に設けた転動体戻し通路と、スライダ本体の移動方向の両端部に取付けられたエンドキャップに設けられて転動通路及び転動体戻し通路を連通させる方向転換路と、を備えている。
【0004】
直動案内装置の転動体が、転動通路、方向転換路及び転動体戻し通路を無限循環する際には、周期的な微小振動(以下、転動体通過振動という)が発生し、これが前述した機器類の運動精度を大きく左右する。転動体通過振動は、予圧や外部荷重によって負荷を受けながら転動通路(負荷域)を転動している転動体が、負荷域から転動体循環路(無負荷域)に出る際に負荷が開放されるとき、または反対に、無負荷域から負荷域に進入する際に新たに負荷を負うときに発現する。
【0005】
この転動体通過振動の抑制のため、転動通路を形成しているスライダ側転動体軌道溝の両端部にクラウニングと呼ばれる傾斜面を設けている。クラウニングにより転動体の負荷域出入りに伴う負荷変動を徐々に行わせることで、転動体通過振動を低減させることができる。
【0006】
特許文献1には、スライダ側転動体軌道溝の両端部に設けた傾斜部を、スライダ側転動体軌道溝から連続して傾斜が緩やかになるように大きな曲率半径で形成した曲面形状の第1クラウニングと、この第1クラウニングと隣接し、方向転換路の内周面に向かって延びる第1クラウニングよりも傾斜が急で第1クラウニングの軸方向長さよりも短い第2クラウニングと、この第2クラウニングとスライダ本体の端面との間に設けられ、第1クラウニング及び第2クラウニングよりも傾いた傾斜面とで構成した直動案内軸受が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2008-133837号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、ボールが戻し通路に進入する際に、戻し通路の中心線に対してボールの中心がずれる、いわゆるボールの偏心が問題となることがある。特許文献1の技術によれば、第1クラウニングと第2クラウニングとを組み合わせることで、クラウニングが形成される溝底方向にはボールの偏心を逃がすために十分な落込み量を形成できる。しかしながら、溝底方向以外、特に溝底と垂直方向へのボールの偏心に対し、スライダ溝端部に逃がしを与えることができないため、ボールがスライダの端面に強く衝突することで耐久性が悪化する恐れがある。
【0009】
本発明は上記課題に鑑みてなされたもので、軌道面に進入するボールの挙動に関わらず、衝撃力を緩和しつつ円滑なボールの移動を確保できる直動案内装置及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の直動案内装置は、
案内レールと、
案内レールに対して長手方向に相対移動するように配置されたスライダと、
前記案内レールと前記スライダとの間に形成される転動通路内に沿って転動自在に配置される複数の転動体と、を備えた直動案内装置であって、
前記スライダは、
前記案内レールの軌道溝に対向配置されて前記転動体の転動通路を形成する軌道溝、及び前記転動体の戻し通路を有するスライダ本体と、
前記戻し通路と前記転動通路とを接続する方向転換路を有するエンドキャップと、を備え、
前記スライダ本体の軌道溝は、前記転動通路の中央部側の第1軌道面と、前記転動通路の端部側の第2軌道面とを有し、
前記第2軌道面は、前記第1軌道面から前記スライダ本体の端面まで延在する第1傾斜面と、前記第1軌道面に連続することなく前記スライダ本体の端面またはその近傍まで延在する第2傾斜面及び第3傾斜面とを有し、
前記スライダ本体の幅方向中心と、前記案内レールの長手方向軸線とを通過する面を垂直中心面CPとし、前記垂直中心面CPに直交し、前記転動通路の直線部中心線を通る平面を水平基準面HPとし、前記垂直中心面CPに平行であって前記第2傾斜面及び前記第3傾斜面と交差する面を垂直基準面VPとしたときに、
前記垂直基準面VPから最も離れた前記第1傾斜面上の点P2は、前記垂直基準面VPから最も離れた前記第1軌道面上の点P1よりも、前記垂直基準面VPから離間しており、かつ前記水平基準面HPから最も離れた前記第2傾斜面及び前記第3傾斜面上の点P4は、前記水平基準面HPから最も離れた前記第1軌道面上の点P3よりも、前記水平基準面HPから離間している、ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
モータ
2か月前
日本精工株式会社
観察装置
24日前
日本精工株式会社
加工装置
2か月前
日本精工株式会社
差動装置
24日前
日本精工株式会社
キャスター
3日前
日本精工株式会社
ボールねじ
2か月前
日本精工株式会社
ボールねじ
2か月前
日本精工株式会社
ボールねじ
2か月前
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
磁気吸着装置
1か月前
日本精工株式会社
風力発電装置
1か月前
日本精工株式会社
風力発電装置
1か月前
日本精工株式会社
風力発電装置
17日前
日本精工株式会社
ボールねじ装置
2か月前
日本精工株式会社
駆動輪及び台車
23日前
日本精工株式会社
駆動輪及び台車
18日前
日本精工株式会社
ボールねじ装置
1か月前
日本精工株式会社
ボールねじ装置
1か月前
日本精工株式会社
駆動輪及び台車
9日前
日本精工株式会社
ボールねじ装置
2か月前
日本精工株式会社
ボールねじ装置
2か月前
日本精工株式会社
電動油圧発生装置
1か月前
日本精工株式会社
自動調心ころ軸受
2か月前
日本精工株式会社
情報取得システム
2か月前
日本精工株式会社
樹脂巻き転がり軸受
1か月前
日本精工株式会社
回転センサ一体型軸受
25日前
日本精工株式会社
トロイダル型無段変速機
23日前
日本精工株式会社
トロイダル型無段変速機
2か月前
日本精工株式会社
機械部品および監視システム
2か月前
日本精工株式会社
機械部品および監視システム
2か月前
日本精工株式会社
軸受用リング部材の製造方法
1か月前
日本精工株式会社
マニピュレータ観察システム
1か月前
日本精工株式会社
機械部品および監視システム
2か月前
日本精工株式会社
制振構造および制振システム
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ